

 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2021, Vol. 35 ›› Issue (9): 64-68.DOI: 10.19491/j.issn.1001-9278.2021.09.010
王志刚( ), 杨波(), 李智, 彭国平, 姜再佳, 利观宝
), 杨波(), 李智, 彭国平, 姜再佳, 利观宝
WANG Zhigang(), YANG Bo(), LI Zhi, PENG Guoping, JIANG Zaijia, LI Guanbao
摘要:
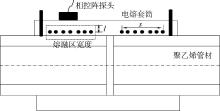
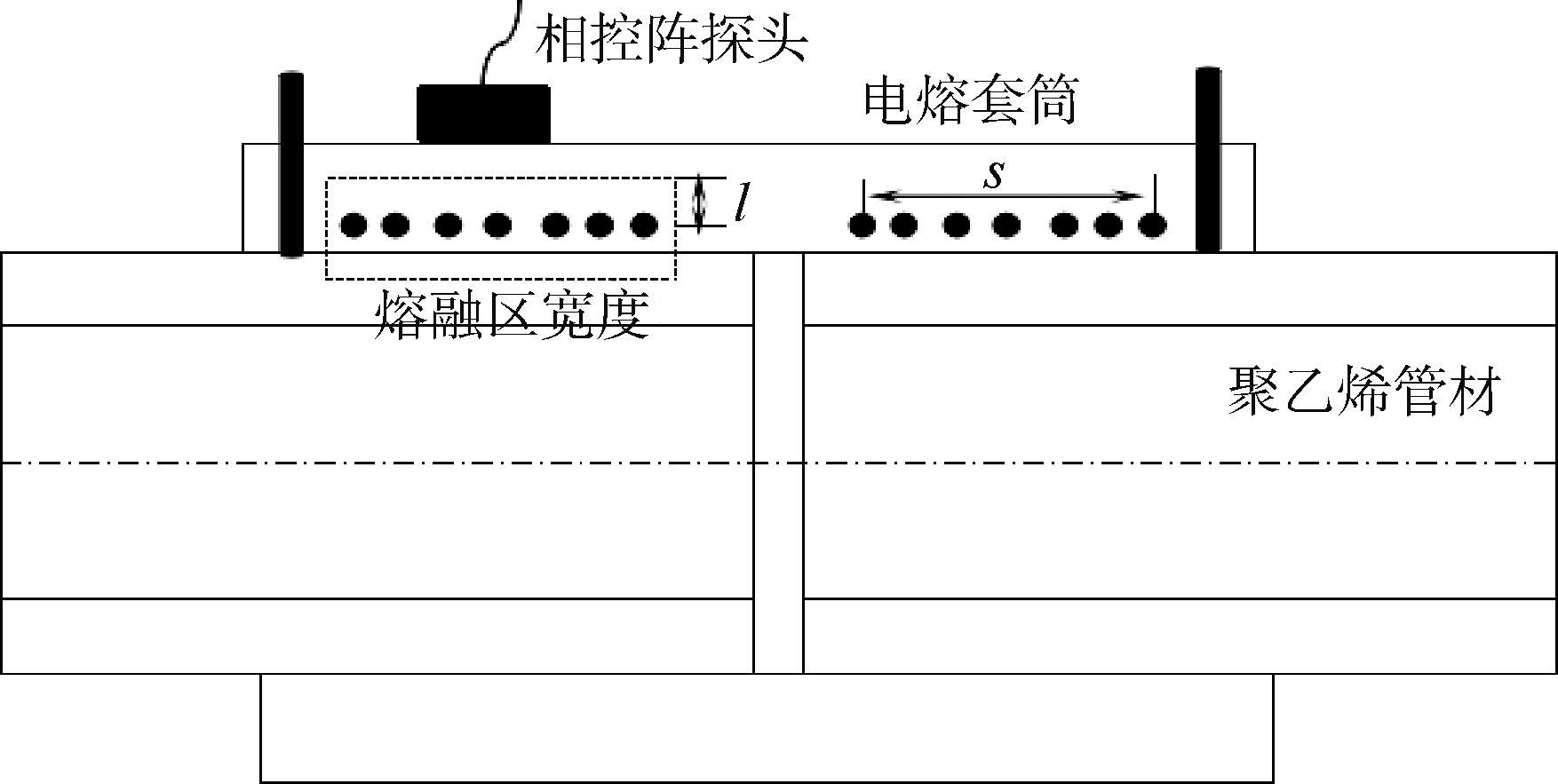
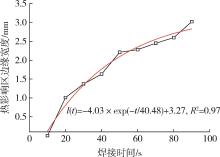
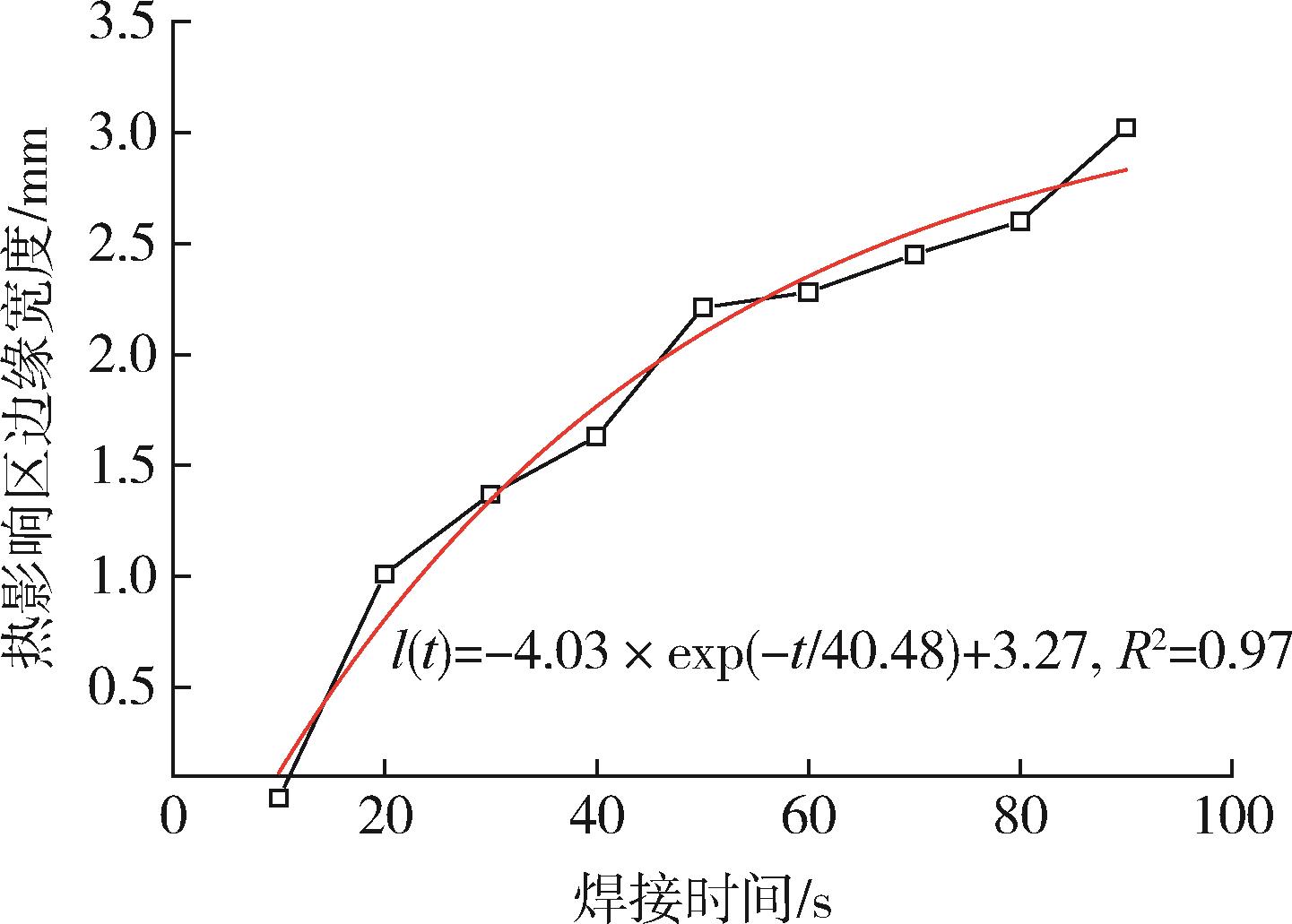
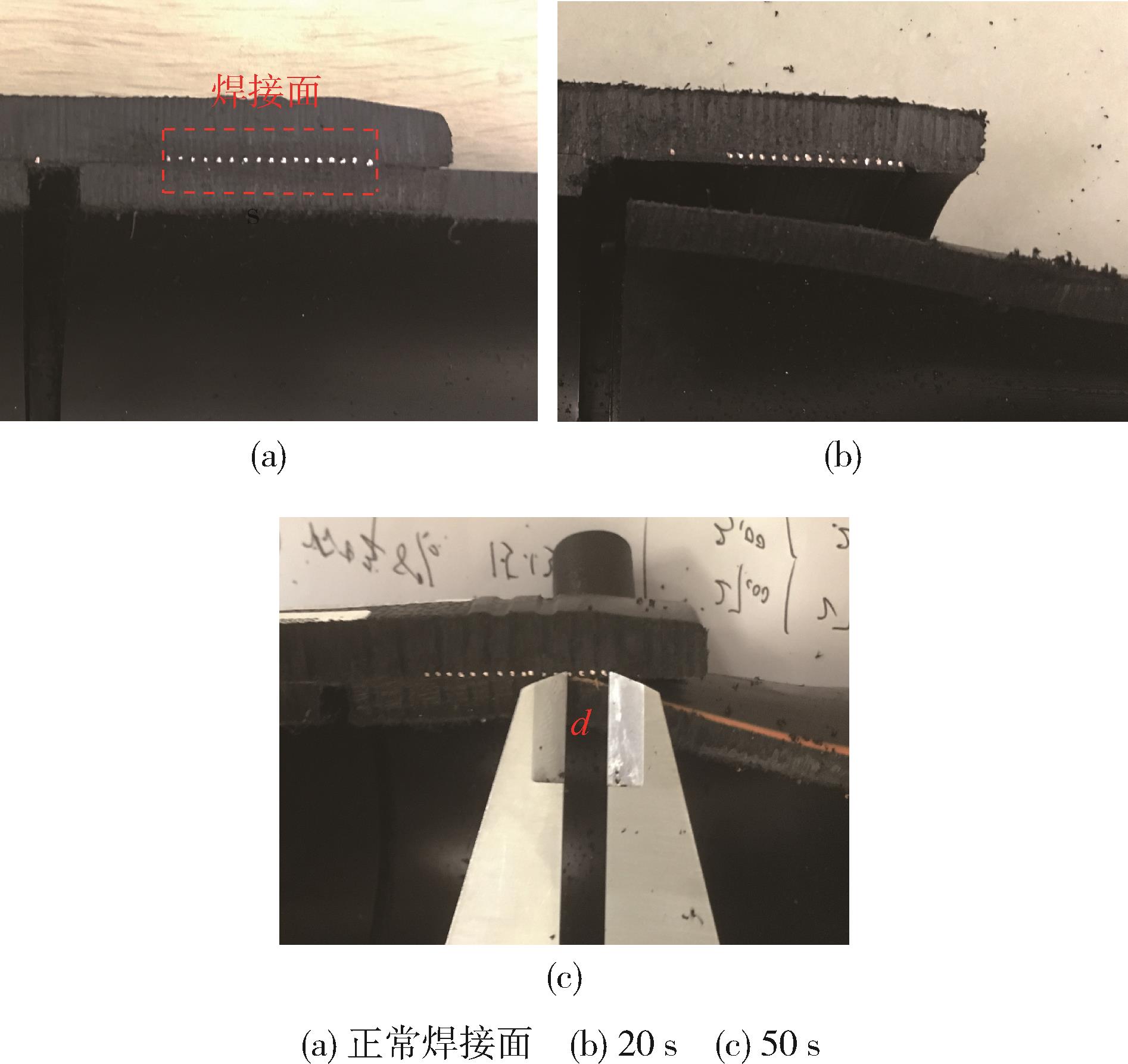
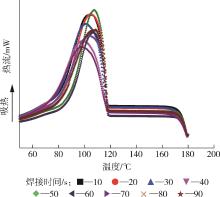
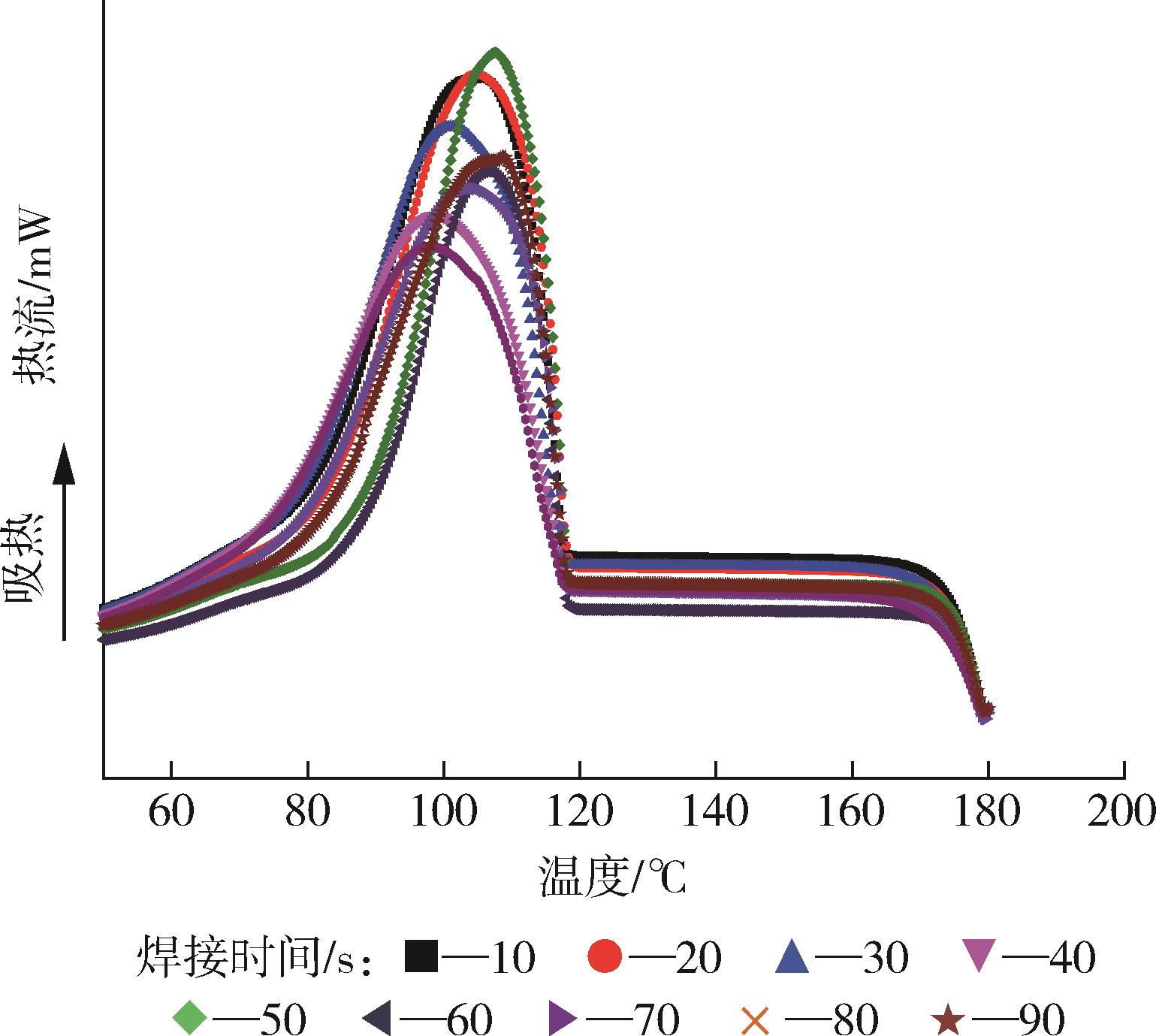
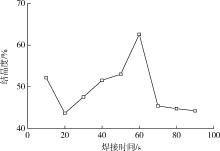
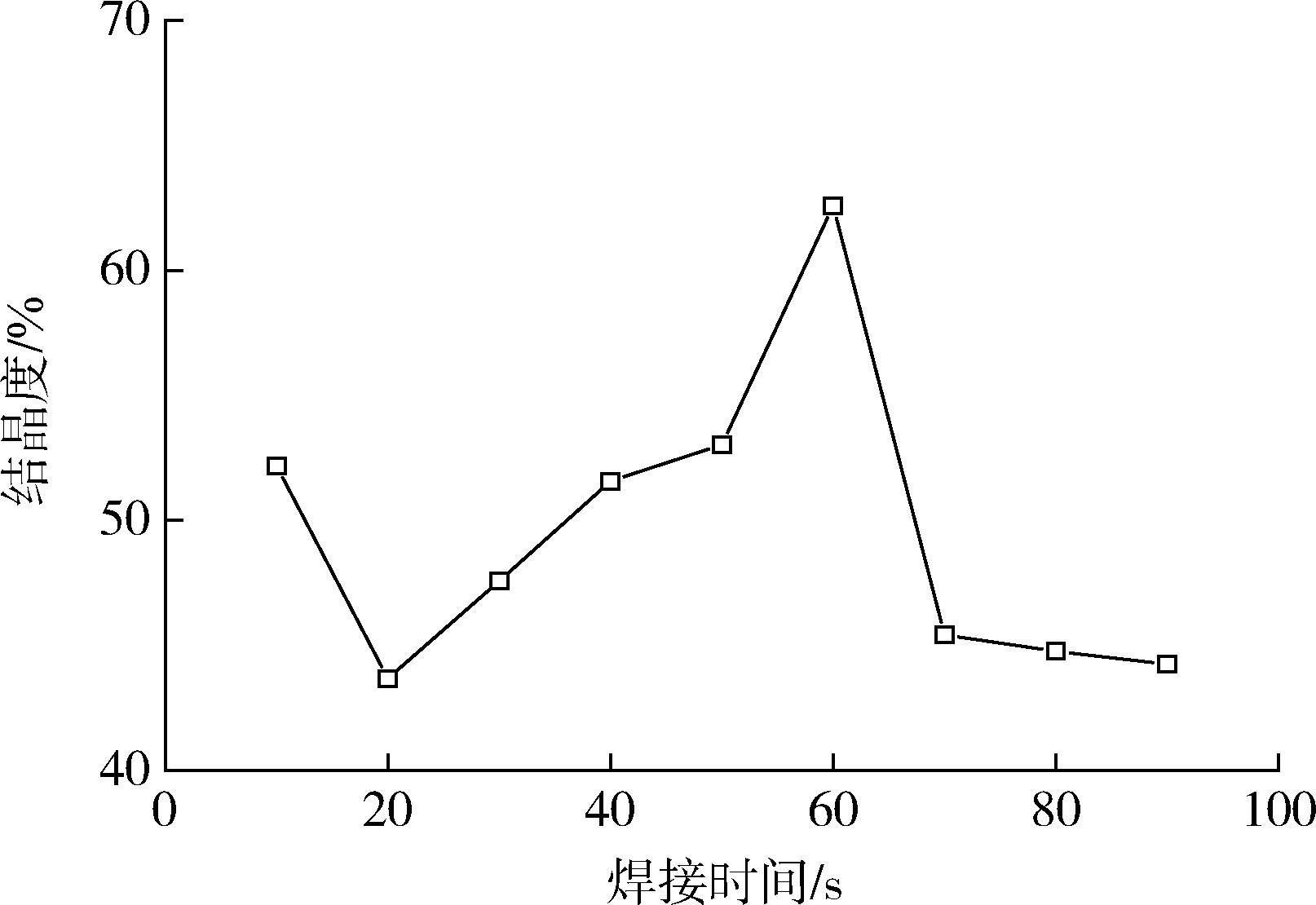
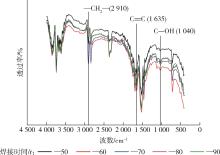
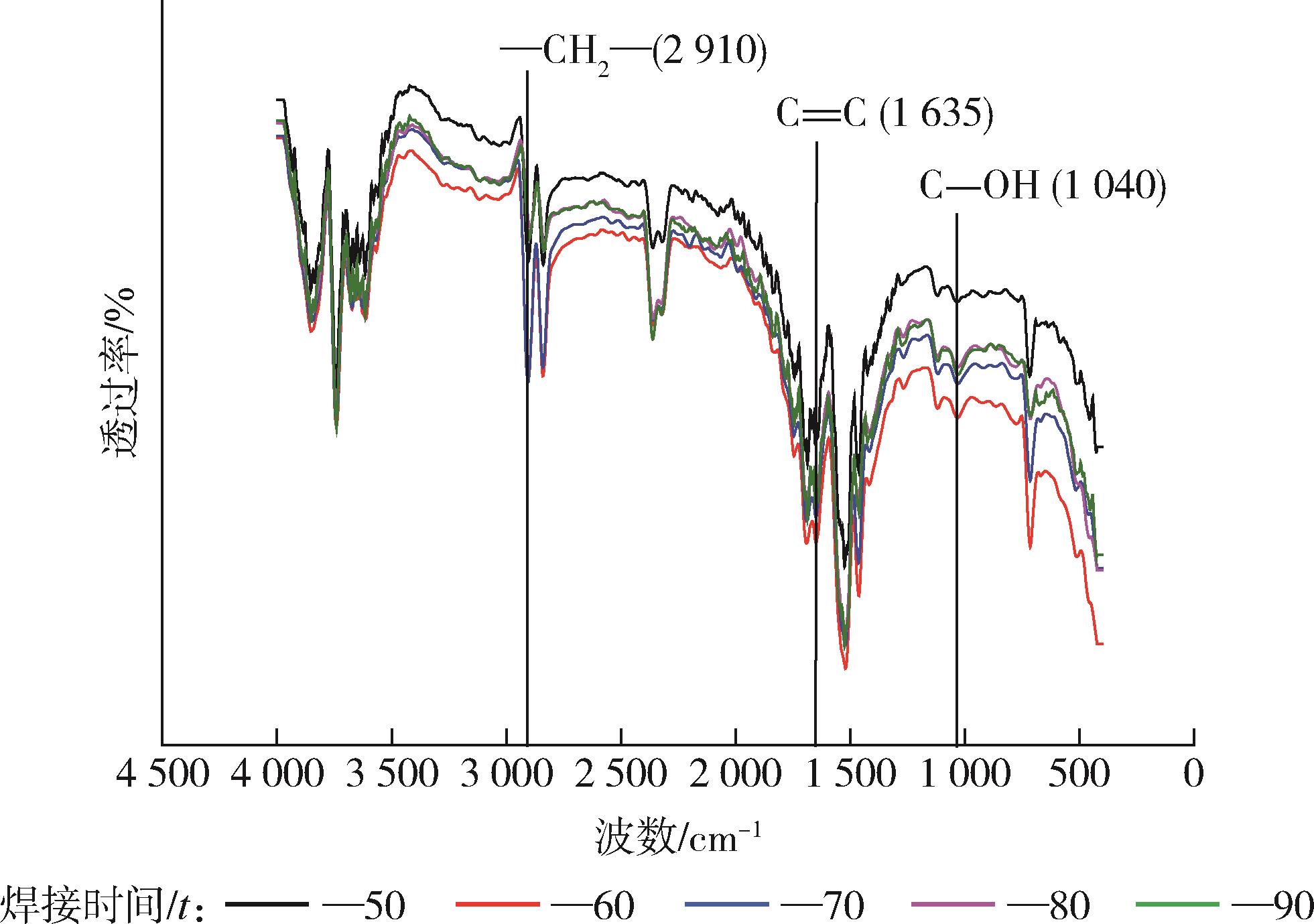
采用超声相控阵检测技术(PA)测量不同焊接时间下聚乙烯管道电熔接头热影响区边缘宽度l,并通过挤压剥离试验、傅里叶变换红外光谱(FTIR)试验和差示扫描量热(DSC)试验分别测试接头熔融区脆性剥离百分比(Cc)、官能团组成和结晶度(Xc),最终建立接头热影响区边缘线宽度l与焊接性能Hc的对应关系,实现电熔接头焊接性能的无损评价。结果表明,随着焊接时间t的增加,接头热影响区边缘呈指数增长趋势沿金属丝向外壁移动,接头焊接性能先逐渐提高后降低。当焊接时间t=50 s时,l=2.21 mm、Xc=53.03 %,此时接头焊接性能Hc达到最大值96.21 %,当t<40 s时,l和Xc偏低,接头出现冷焊缺陷;相反,当t>70 s时,接头熔融区金属丝出现错位现象,融合面的聚乙烯分子由于高温氧化反应而出现过焊缺陷,两者都会导致接头焊接性能下降。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2