
 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2020, Vol. 34 ›› Issue (12): 41-46.
李志宏,姜 璐∗,于 磊,李 朋
LI Zhihong,JIANG Lu∗,YU lei,LI Peng
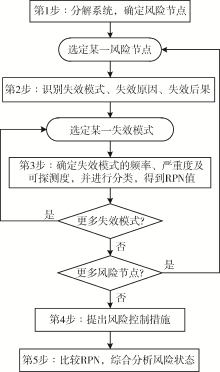
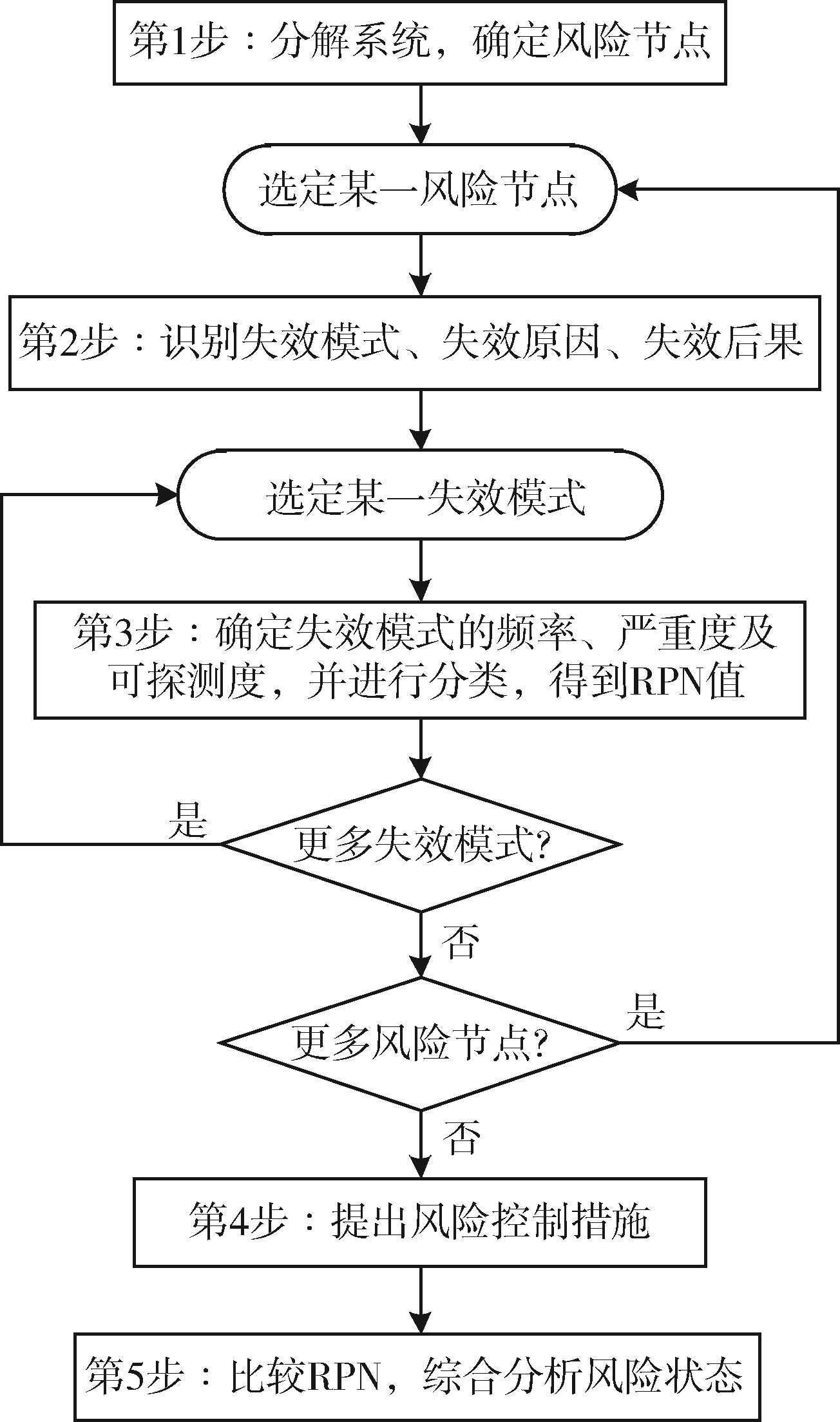
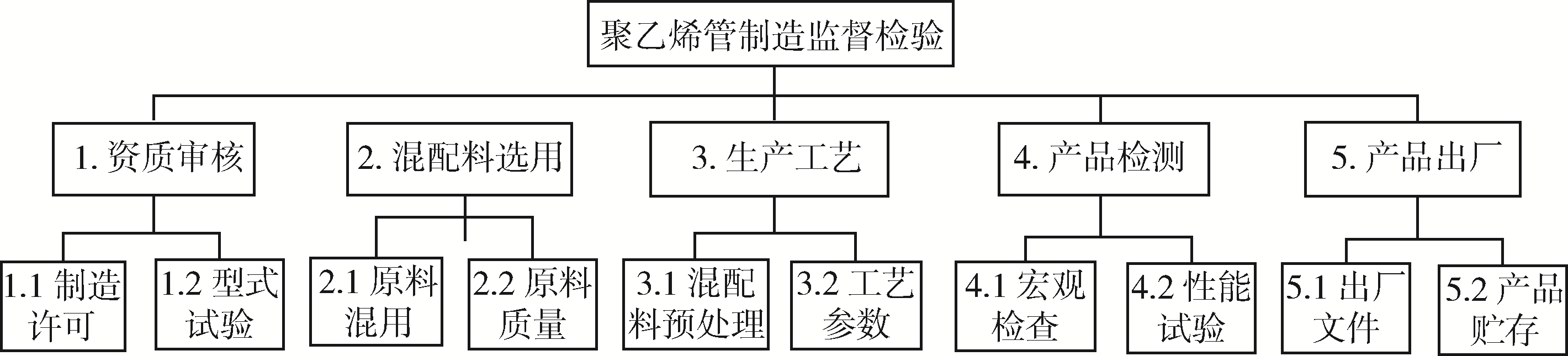
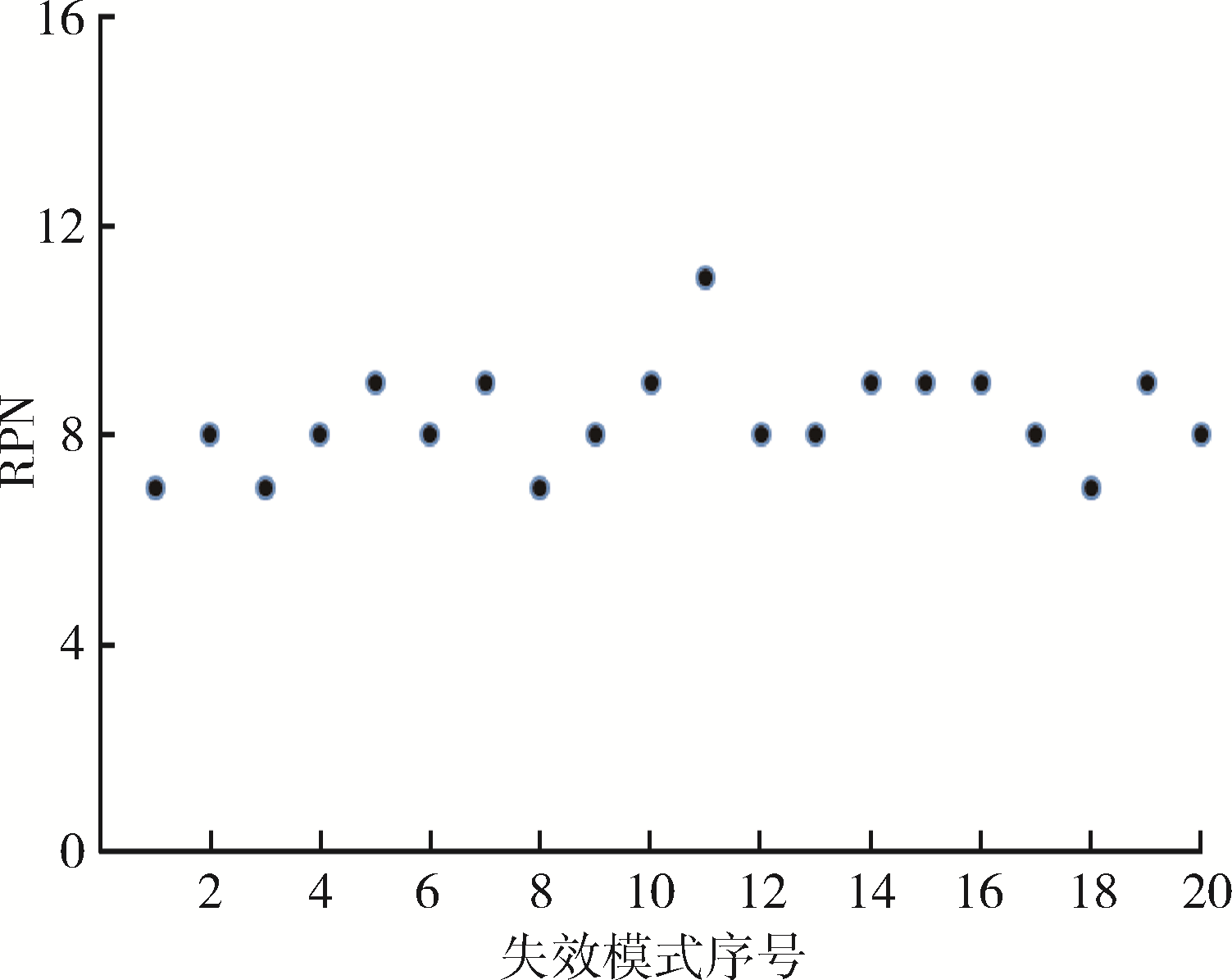
摘要: 站在制造监督检验机构的角度,运用FMEA方法分析制造过程中可能导致管材失效的因素,将制造的全过程分为5个部分、10个风险节点,并识别出了20种失效模式。针对20种失效模式给出了发生频率、严重程度及可探测度的判定准则,进而得到了风险优先级。同时结合监督检验的经验给出了各风险节点的风险控制措施。根据 FMEA分析得到20个失效模式的风险优先级相差无几,只有失效模式“温度、熔压及真空度等工艺参数调节不当”风险优先级明显高于其他。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2