 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (7): 115-120.DOI: 10.19491/j.issn.1001-9278.2022.07.016
王晓东( ), 王权(), 陈拓, 郑悦
), 王权(), 陈拓, 郑悦
WANG Xiaodong(), WANG Quan(), CHEN Tuo, ZHENG Yue
摘要:
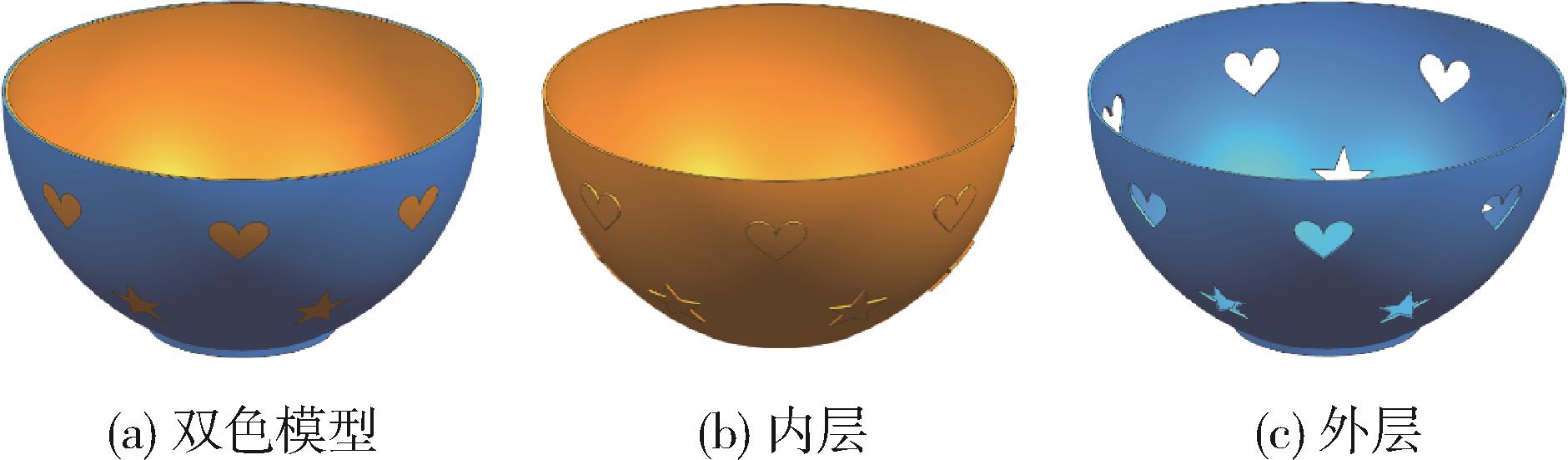
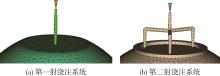
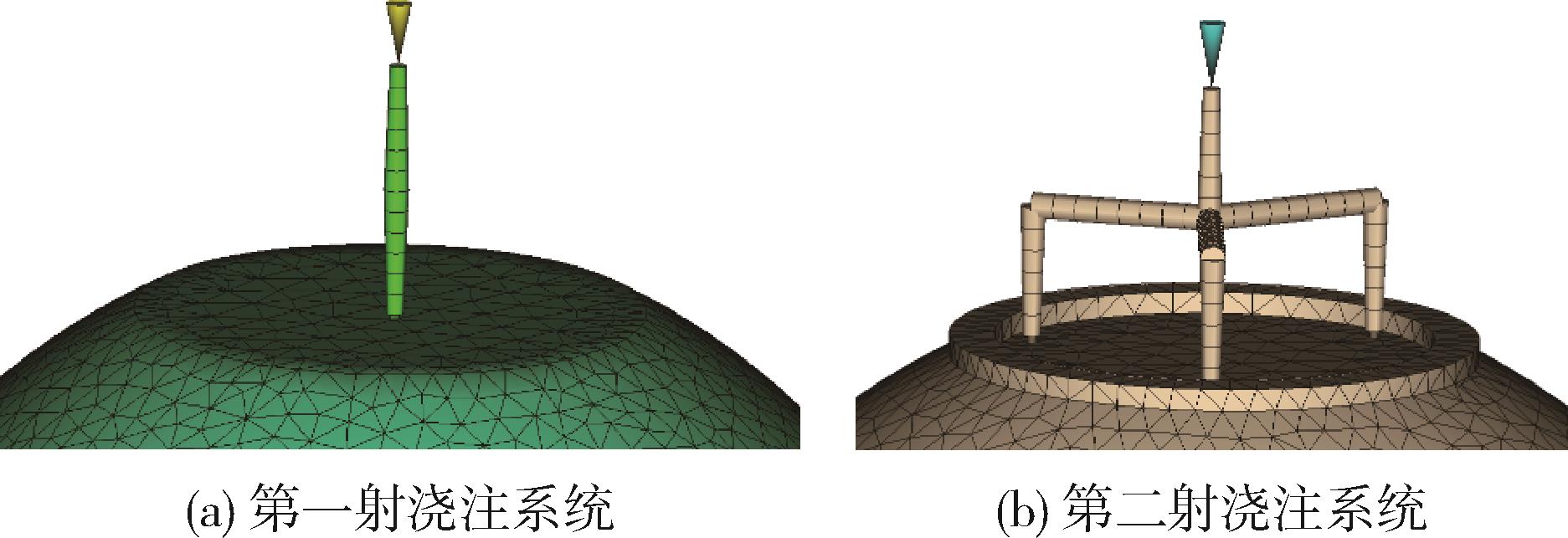
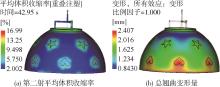
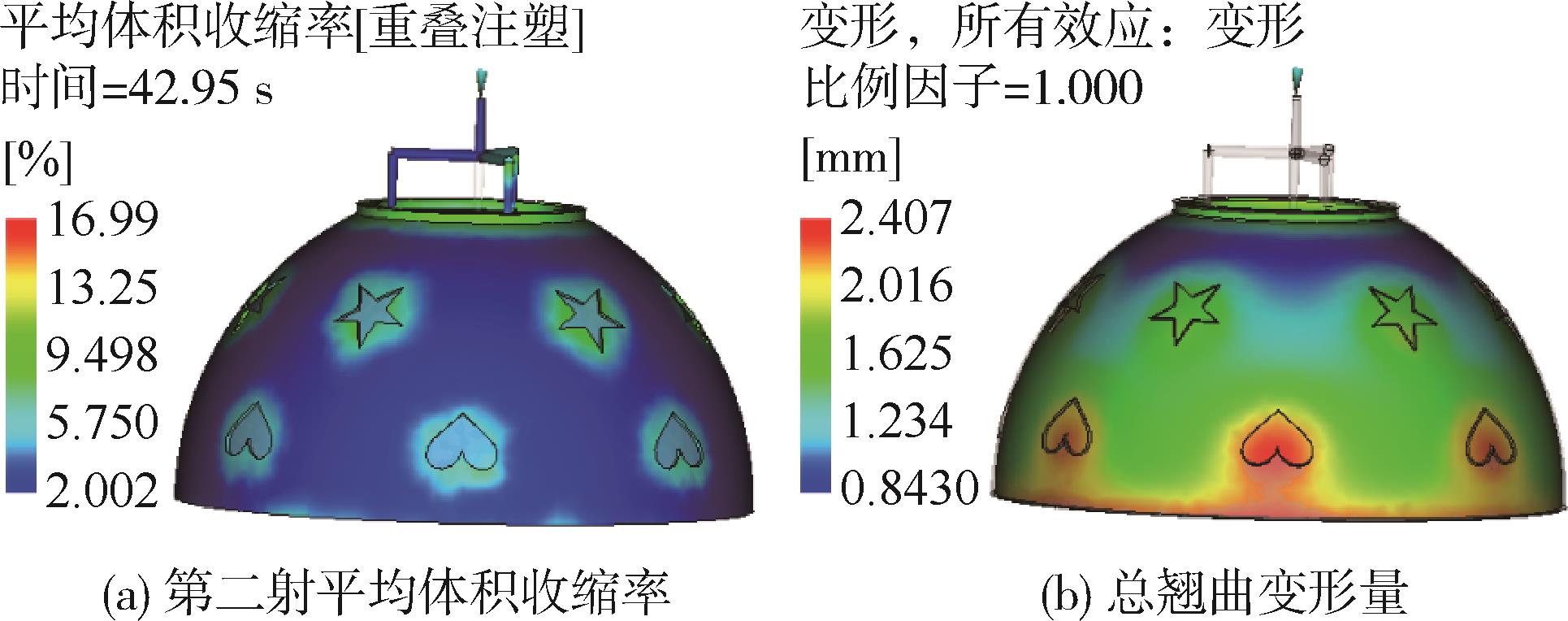
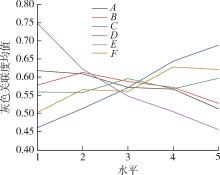
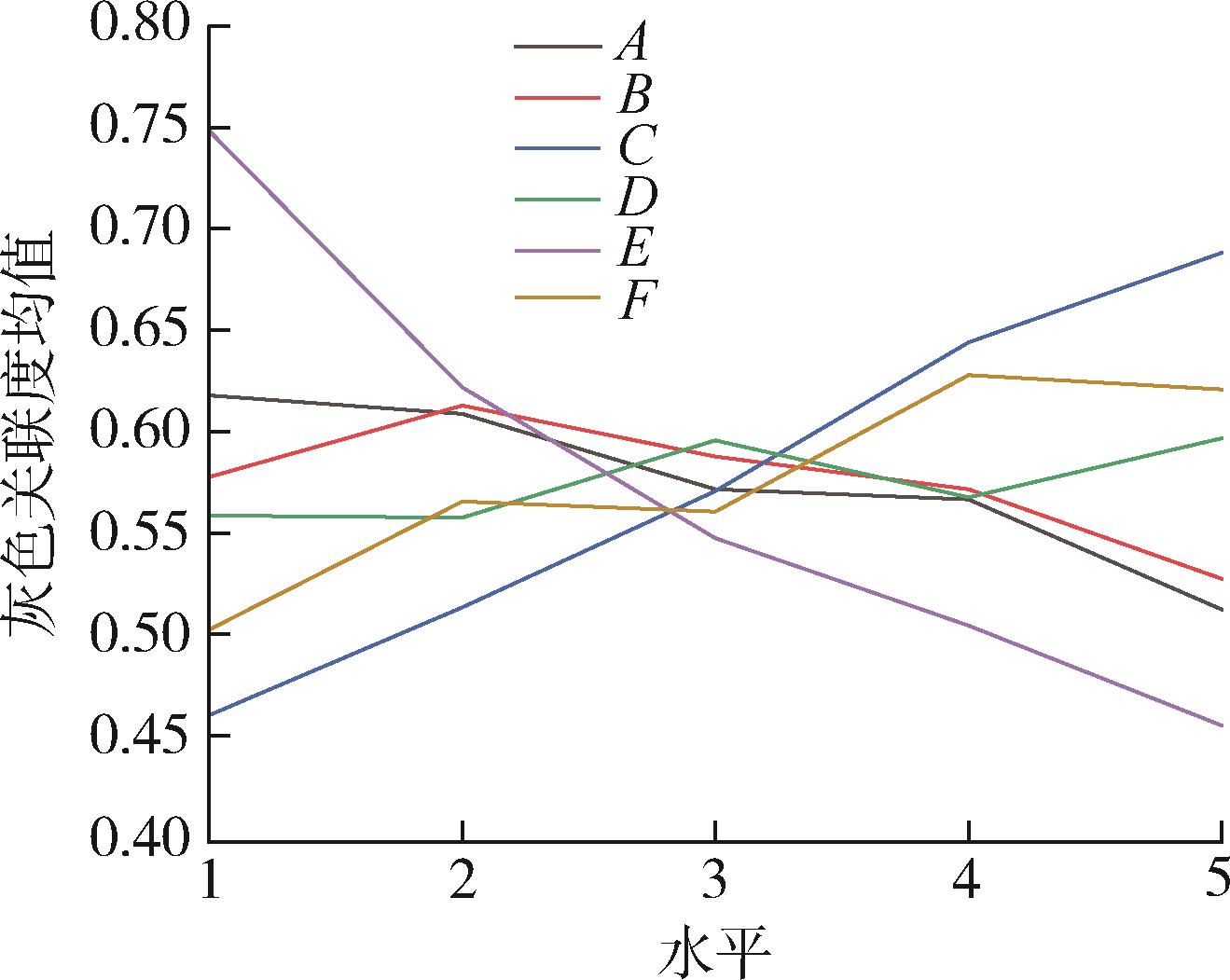
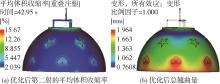
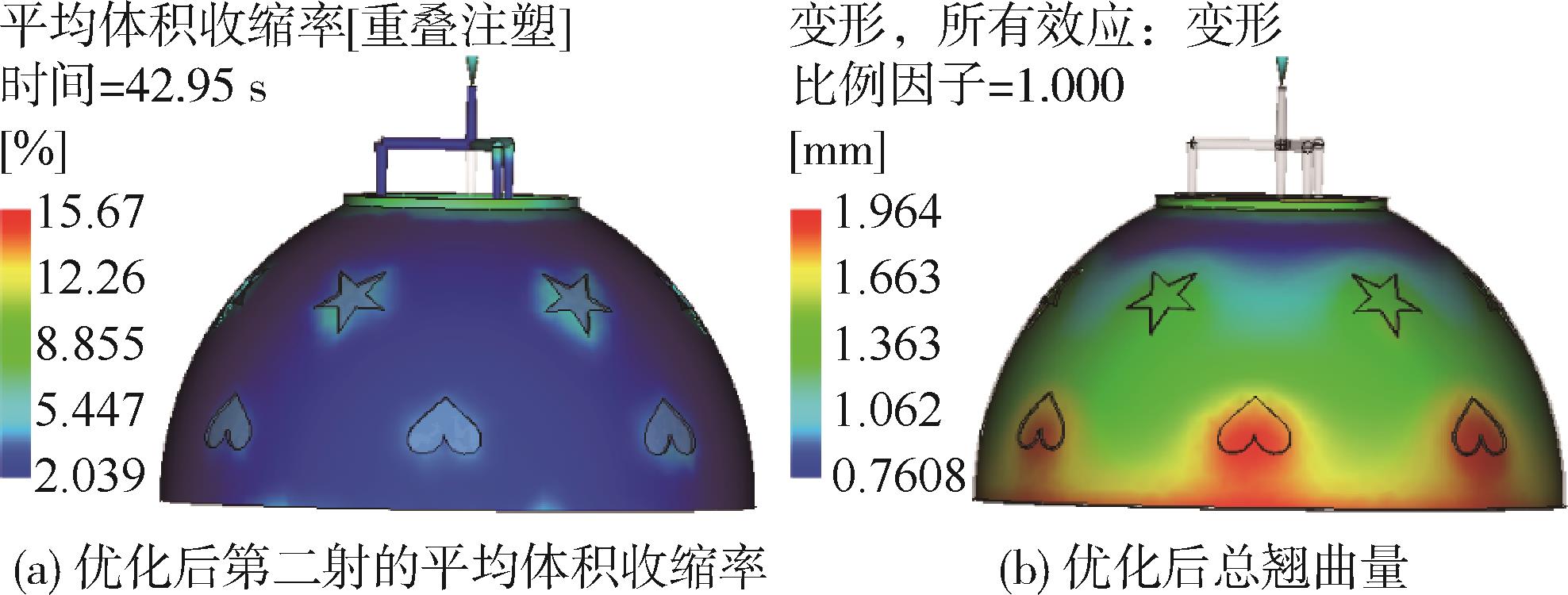
以双色塑料碗为例,给出了一种实现多目标优化的分析方法。选定第一射和第二射的模具温度、熔体温度、保压压力为因素变量,第二射的平均体积收缩率和总翘曲量为优化指标,设计了6因素5水平的正交试验,使用Moldflow软件进行模拟分析。利用试验所得指标参数进行信噪比处理,通过熵权法计算出2个优化指标的权重,最终得到灰色关联度,实现了多目标优化到单目标优化的转变。对优化后的工艺参数进行模拟分析,得到的第二射平均体积收缩率最大值为15.67 %,总翘曲变形量最大值为1.964 mm,较原始工艺参数的分析结果分别降低了7.8 %和18.4 %,产品质量得以提升。试验结果表明了正交试验、灰色关联分析和熵权法相结合实现多目标优化在注塑工艺参数寻优中的有效性。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2