 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2020, Vol. 34 ›› Issue (6): 73-79.DOI: 10.19491/j.issn.1001-9278.2020.06.012
刘良先, 冯志华( ), 呼春雪, 葛嵇南
), 呼春雪, 葛嵇南
Liangxian LIU, Zhihua FENG(), Chunxue HU, Jinan GE
摘要:
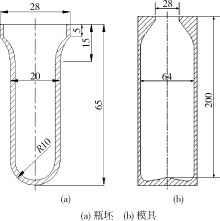
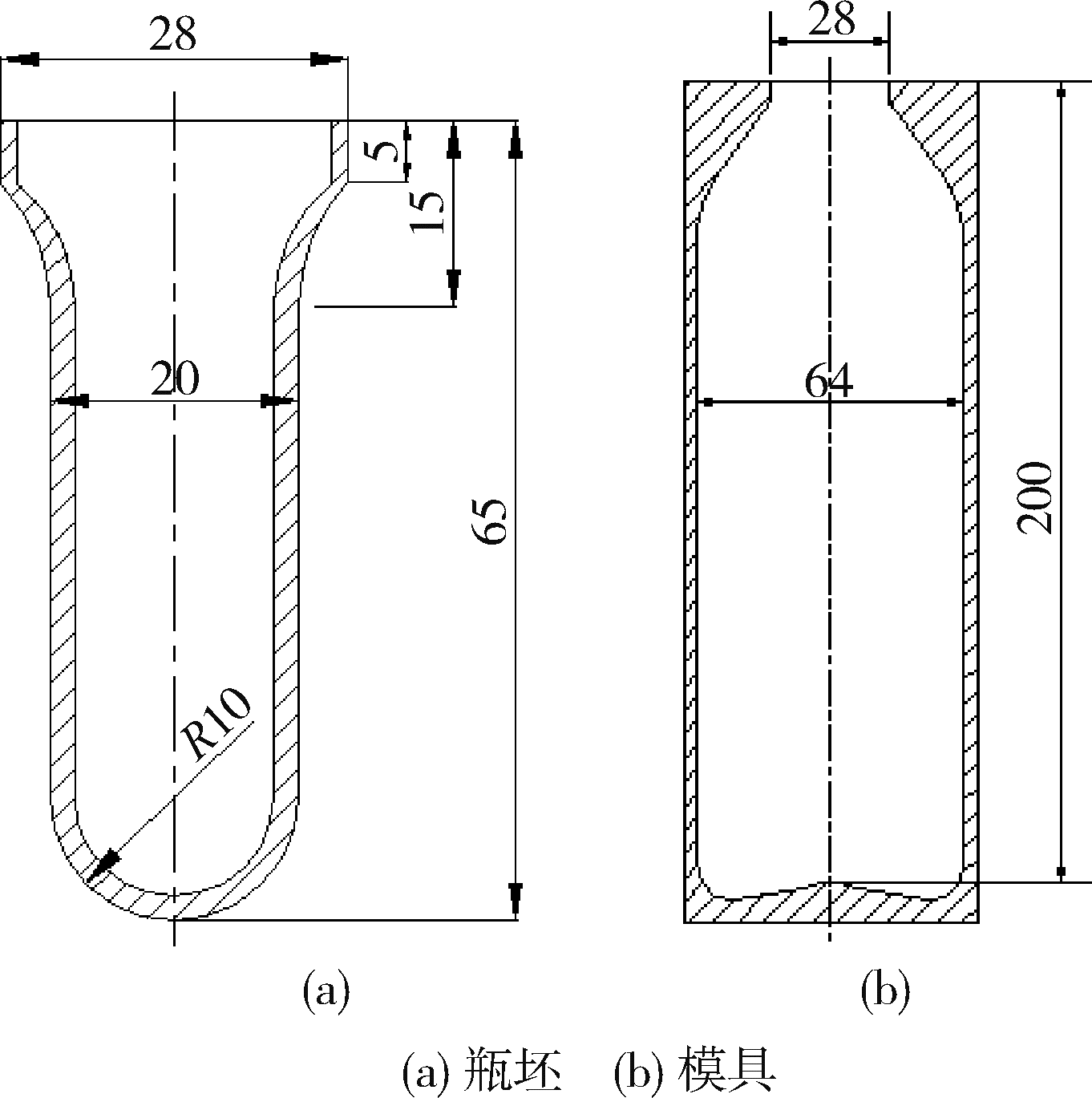
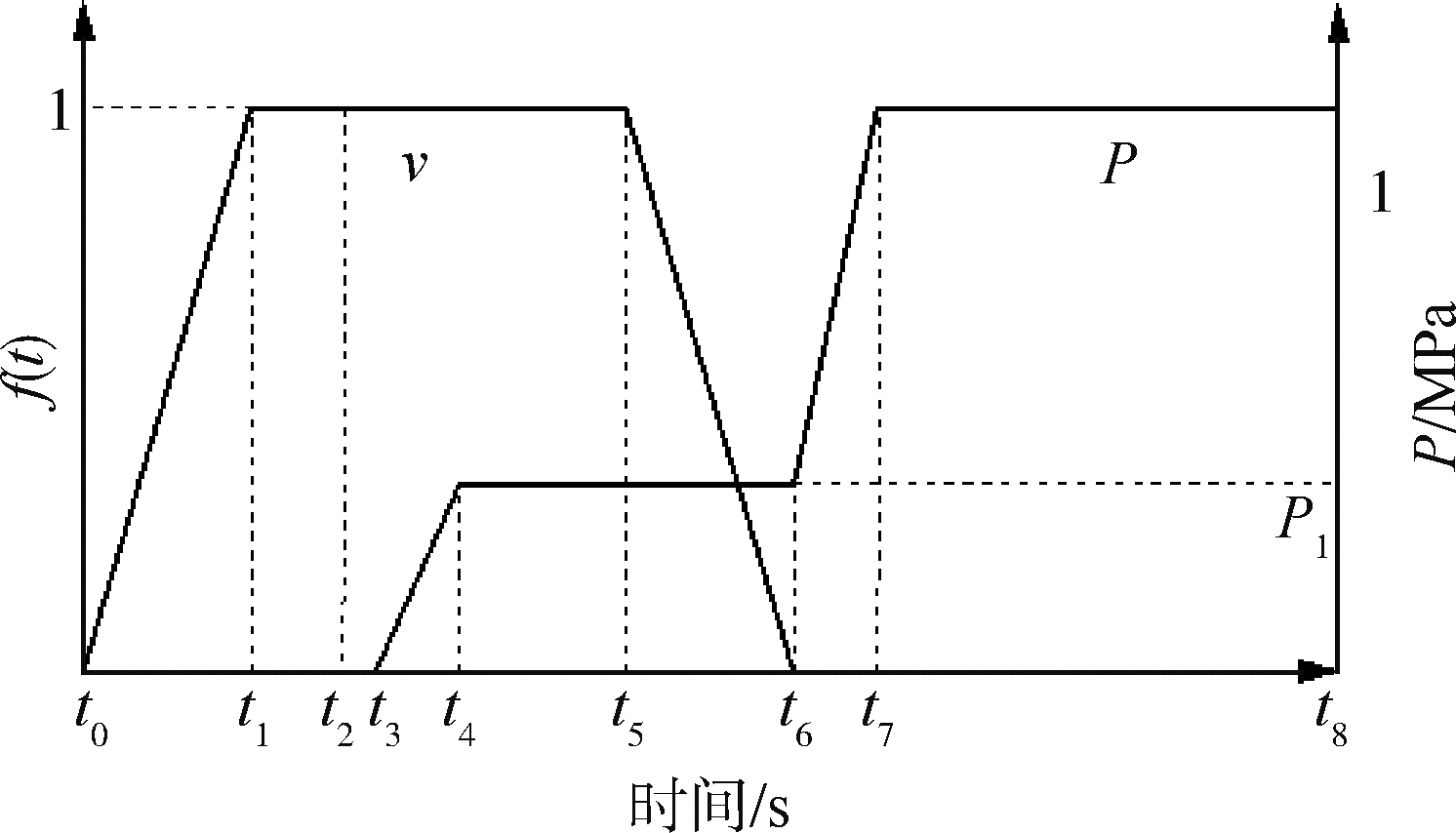
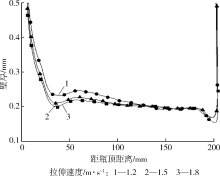
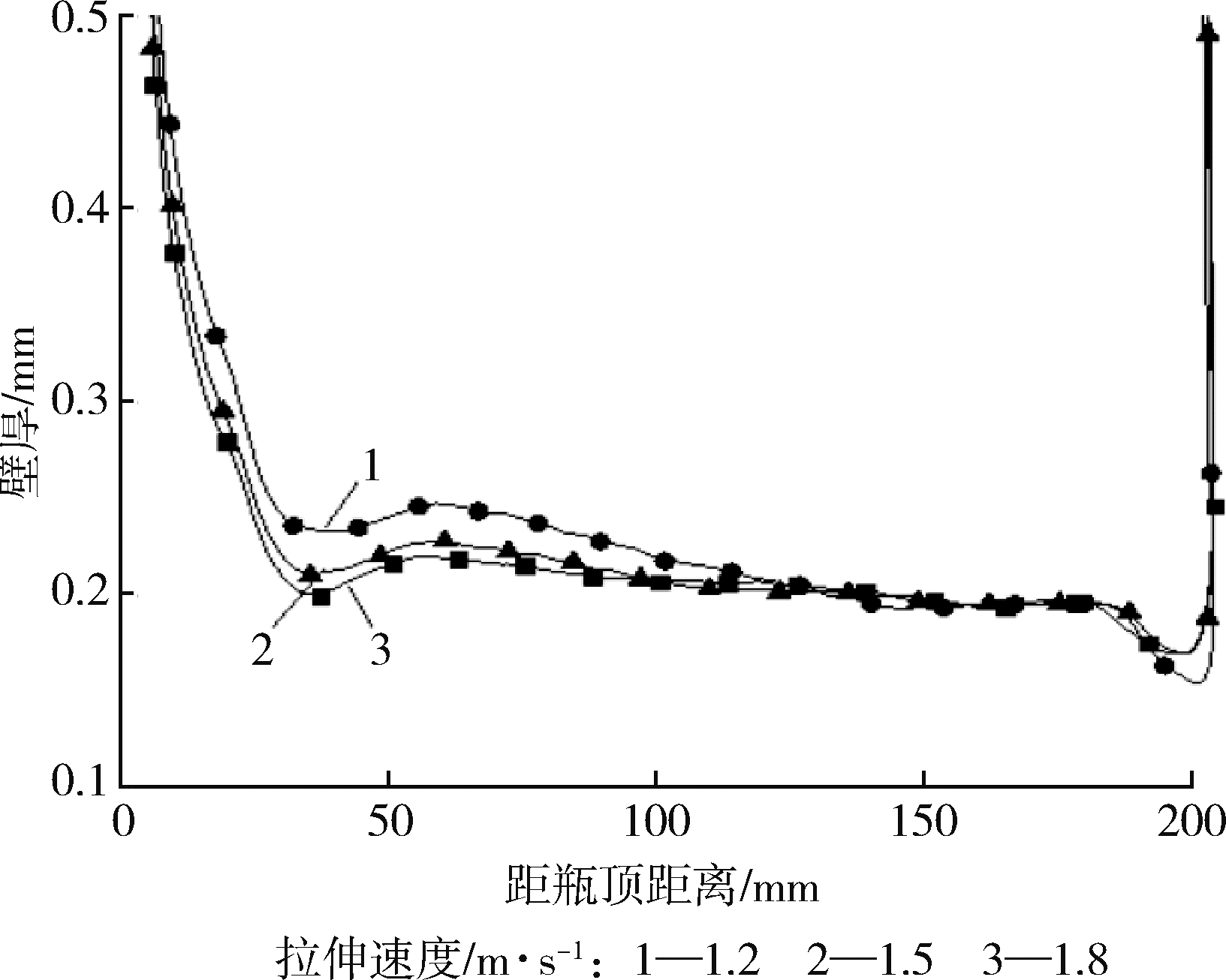
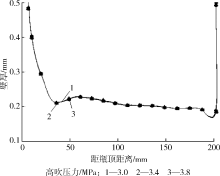
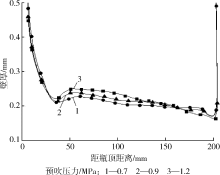
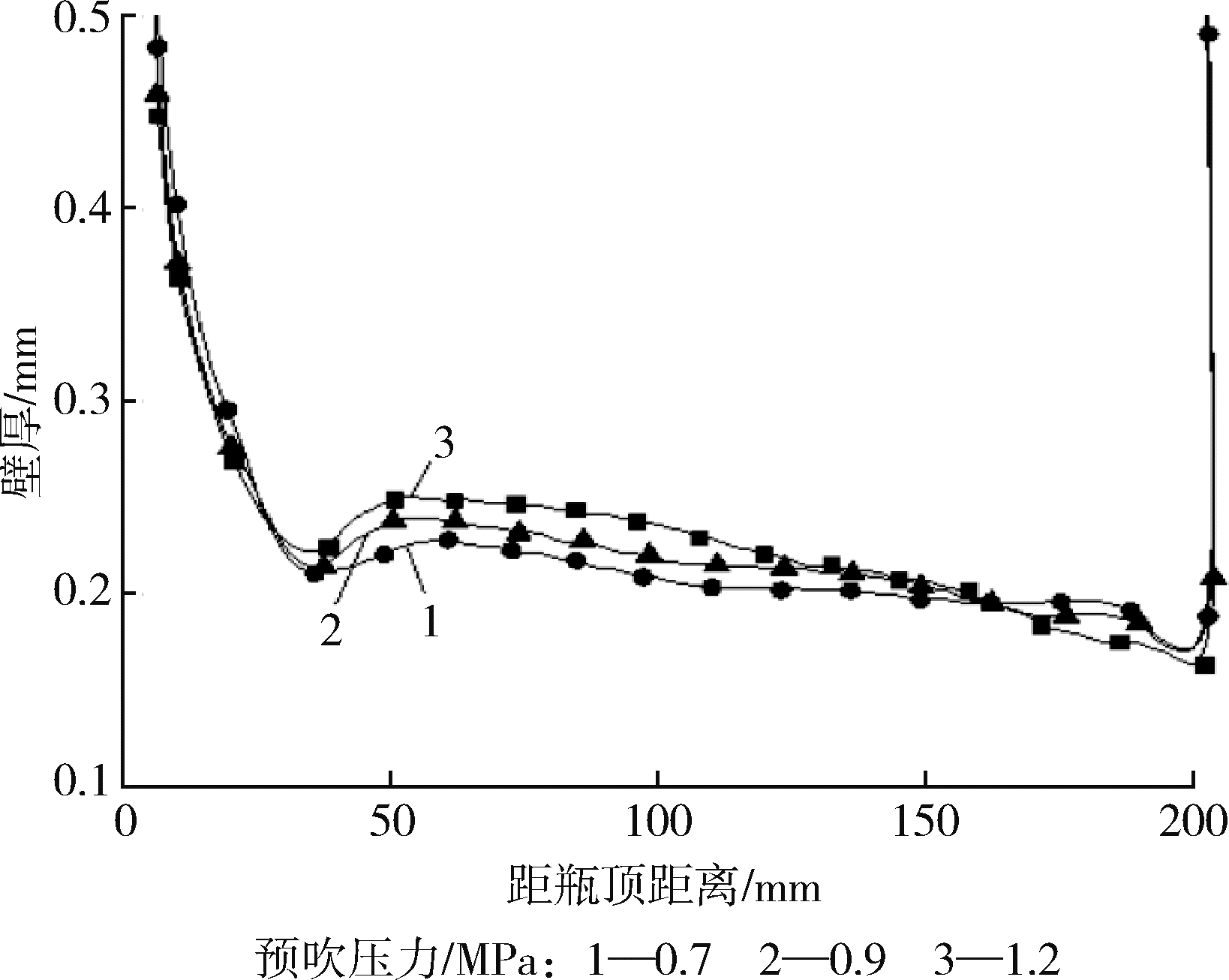
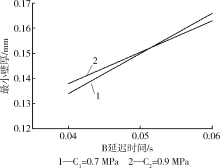
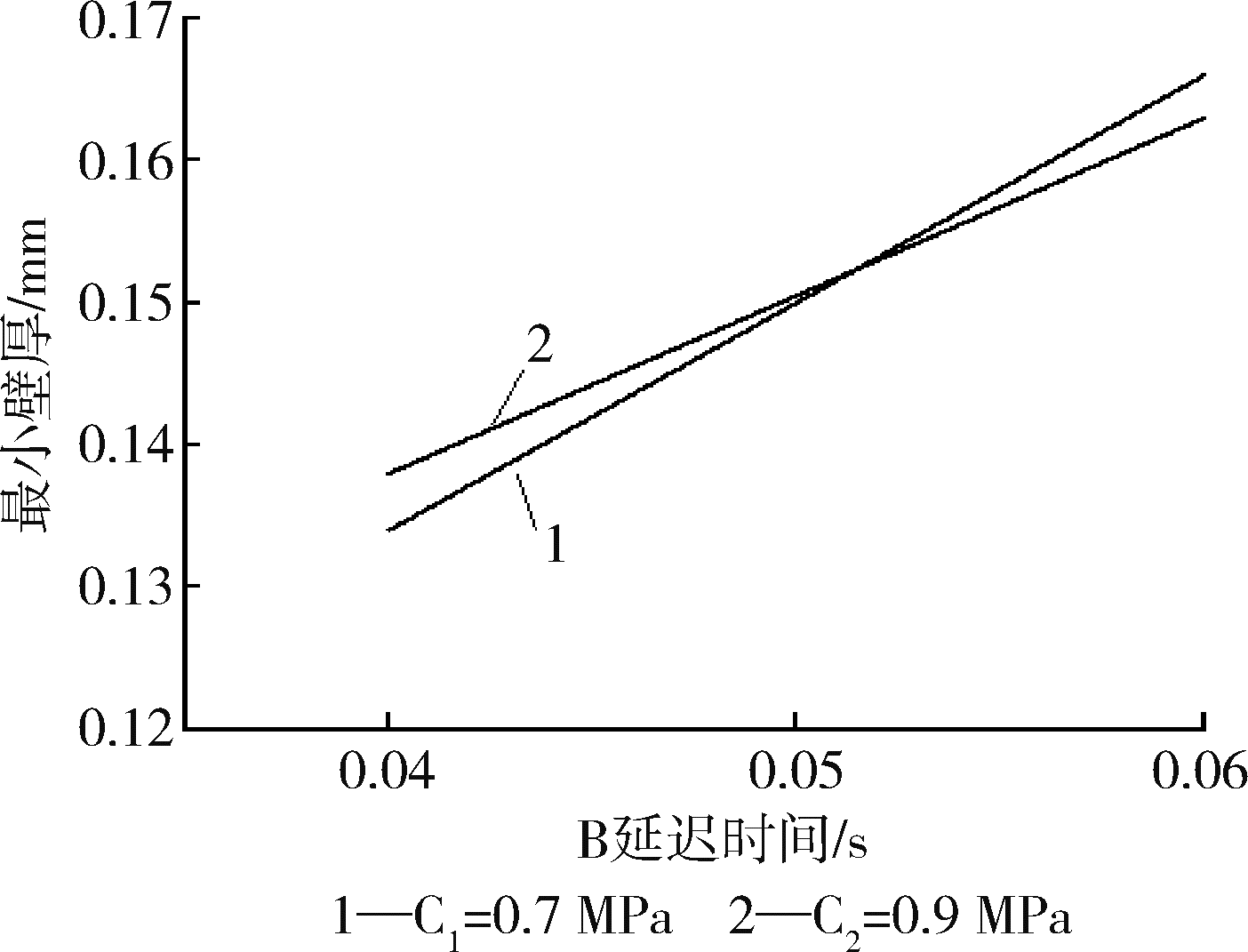
针对部分聚对苯二甲酸乙二醇酯(PET)成型瓶靠近底端壁厚较小的缺陷,采用Polyflow仿真软件对PET瓶拉伸吹塑成型过程进行数值模拟。重点采用交互作用的正交试验方法,对瓶坯的加热温度、拉伸杆拉伸速度、预吹压力、延迟时间和高吹压力等工艺参数进行优化组合,使瓶子的最小厚度增大,瓶体更加均匀。结果表明,较优组合工艺参数分别为:延迟时间0.06 s、拉伸速度为1.6 m/s、预吹压力0.7 MPa、瓶坯温度110 ℃;优化后最小壁厚增大了28 %,瓶体壁厚均匀度提高了63 %。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2