




 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (3): 69-74.DOI: 10.19491/j.issn.1001-9278.2022.03.012
翟玉娇, 信春玲, 何亚东, 闫宝瑞( ), 乔林军
), 乔林军
ZHAI Yujiao, XIN Chunling, HE Yadong, YAN Baorui(), QIAO Linjun
摘要:
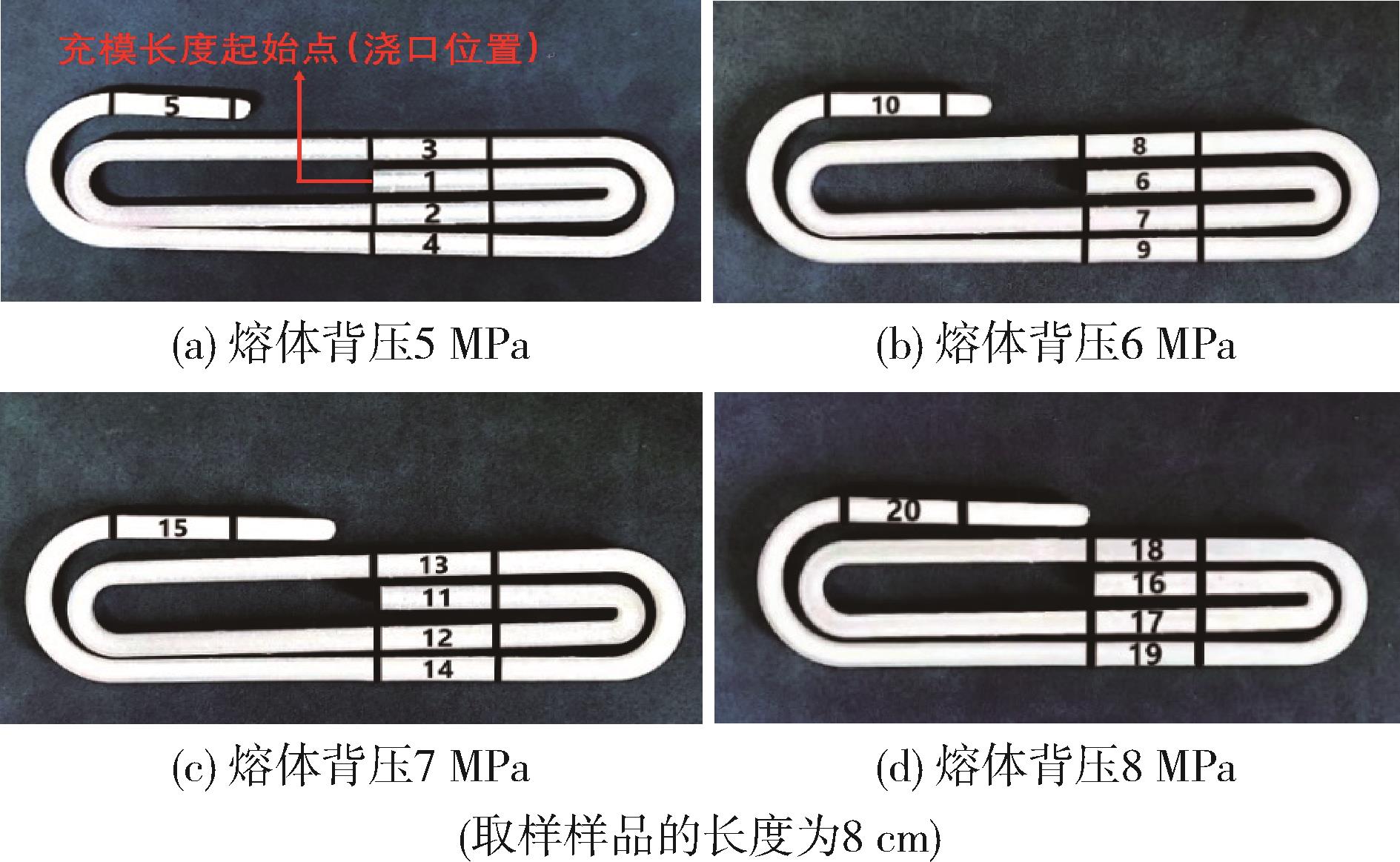
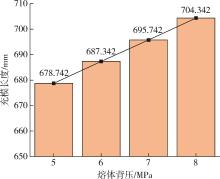
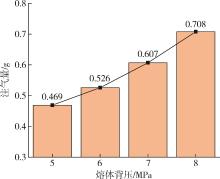
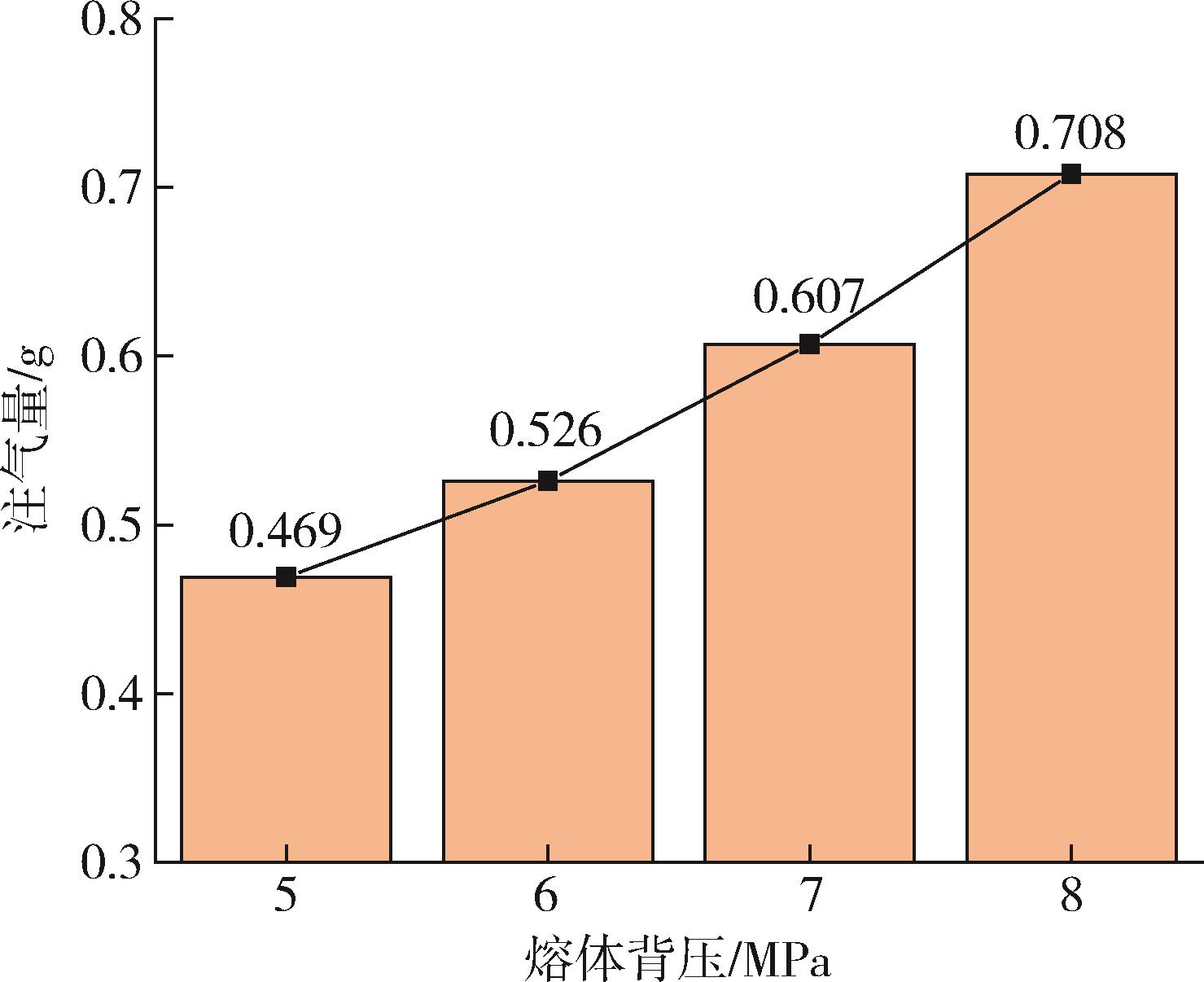
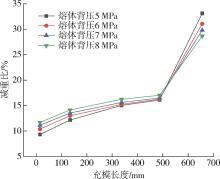
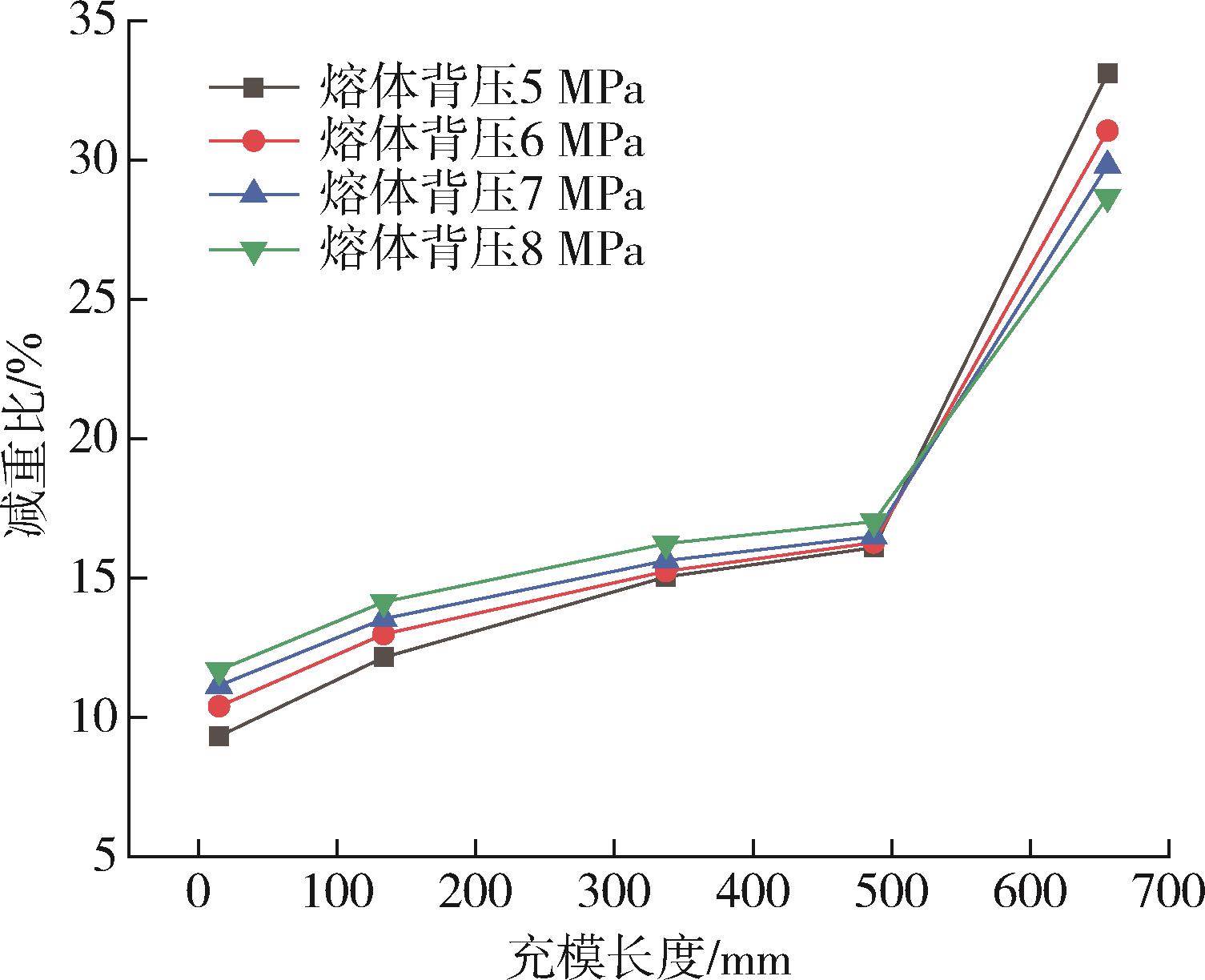
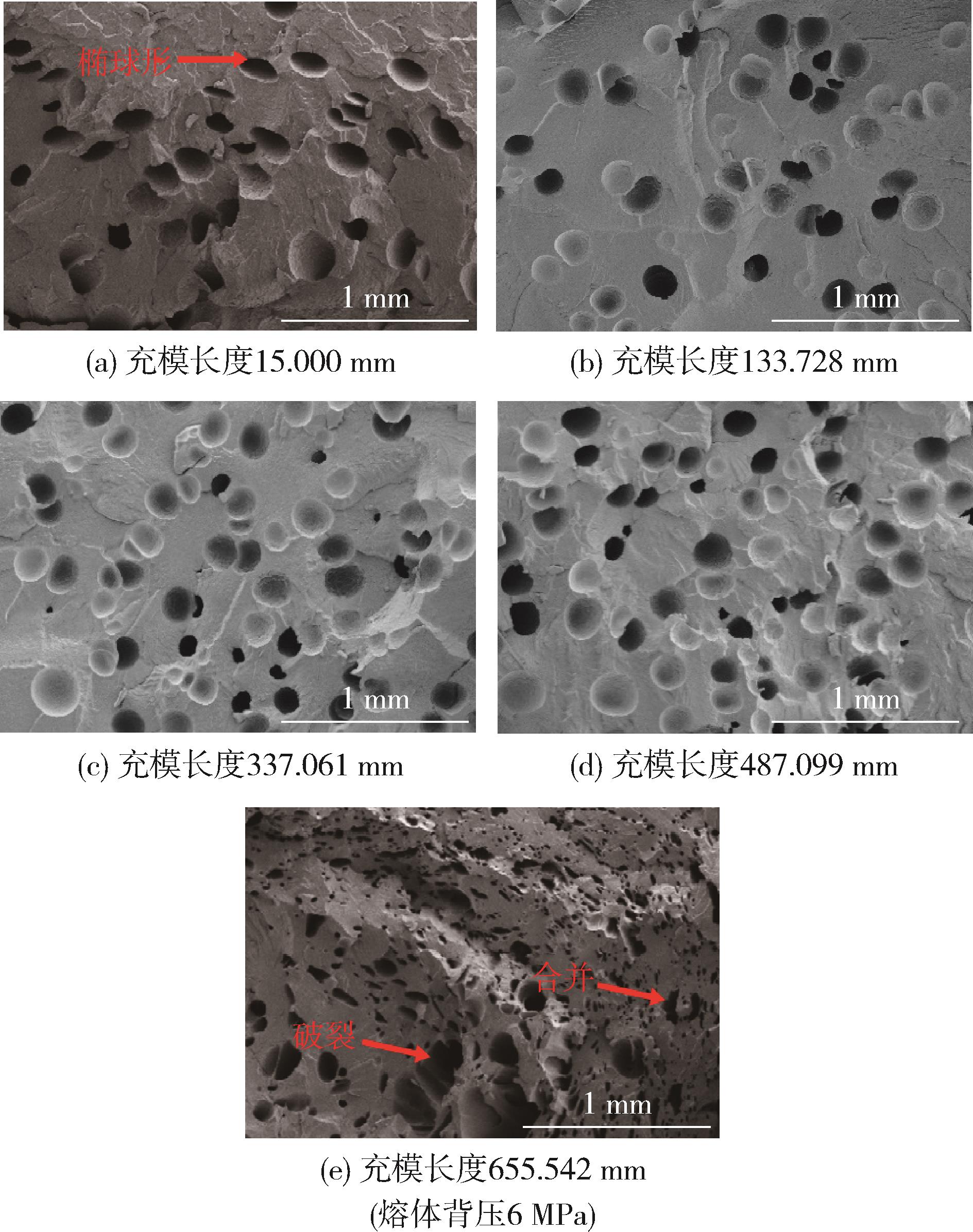
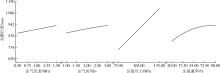
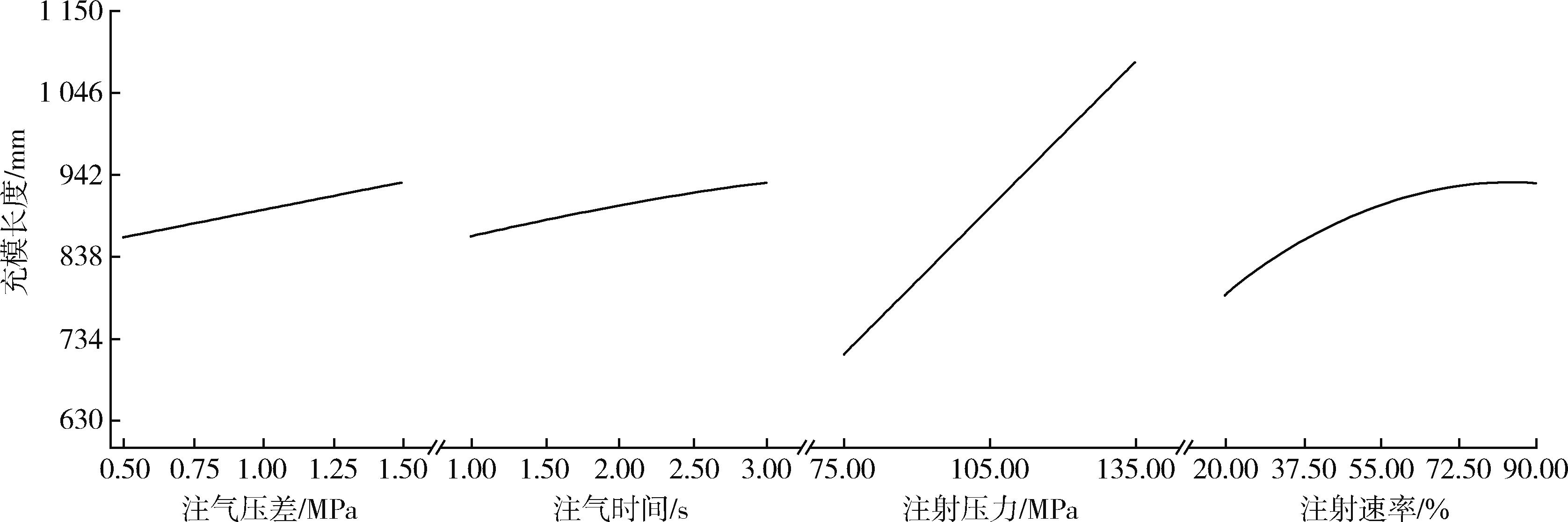
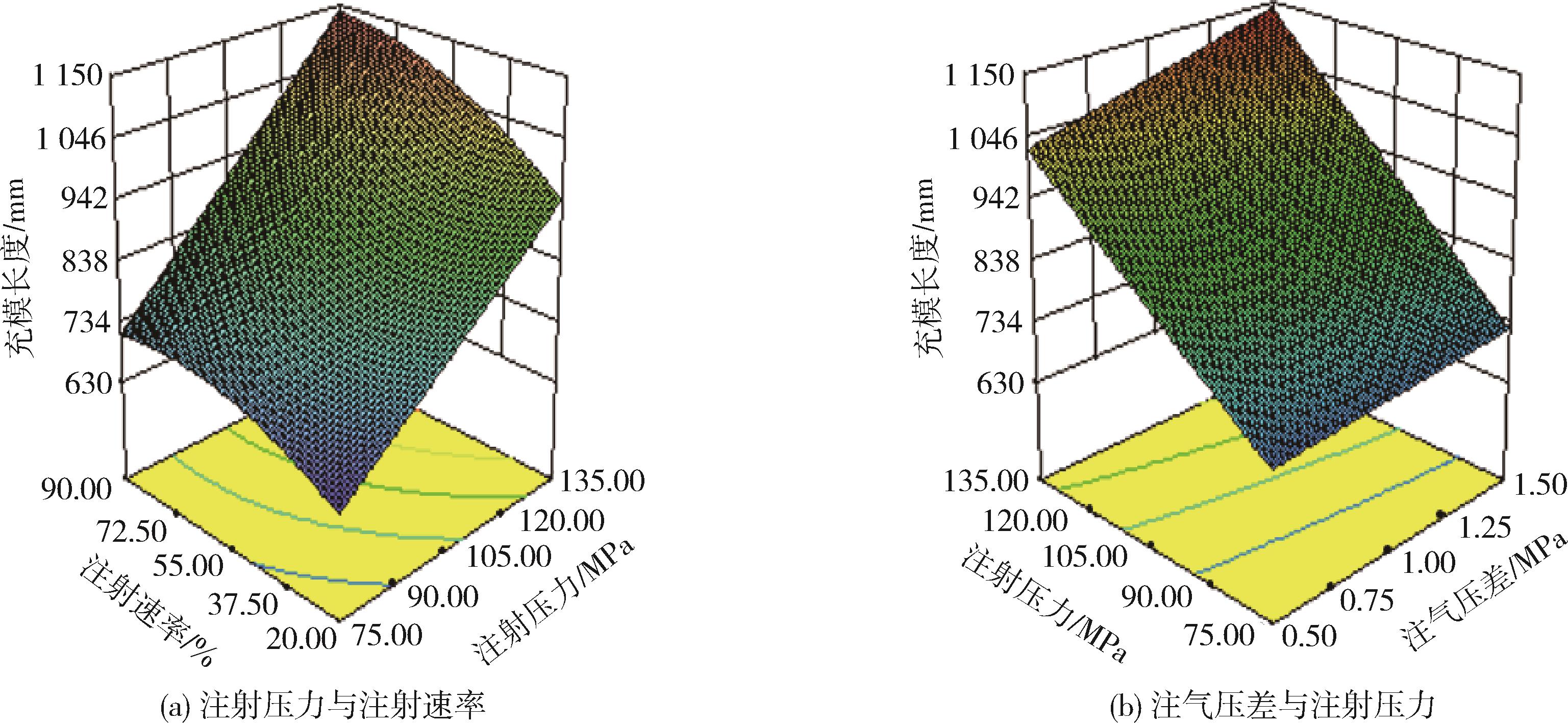
以聚丙烯(PP)为原料,超临界氮气(N2)为发泡剂,通过自行设计的一种扁平螺旋线形流道模具探究了注塑制品充模长度与减重比、泡孔结构之间的关系,并设计正交试验研究了注气压差、注气时间、注射压力和注射速率对制品充模长度的影响。结果表明,在一定范围内,熔体背压越高,制品充模长度越长,且随着充模长度增加,制品的减重比呈先缓慢增大后急剧增大的趋势;在靠近浇口位置的泡孔少,整体呈扁平的椭球形结构;在中间位置泡孔增多且分布均匀,整体呈现为较为规整的球形结构;在远离浇口位置泡孔十分致密,但泡孔合并以及破裂现象较严重,整体尺寸分布不均匀;正交试验表明注气压差、注气时间、注射压力和注射速率的增大均会使制品的充模长度增大。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2