 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (7): 93-103.DOI: 10.19491/j.issn.1001-9278.2022.07.013
黄雪梅1, 柳和生1,2( ), 黄兴元1, 余忠3, 江诗雨1
), 黄兴元1, 余忠3, 江诗雨1
收稿日期:2021-11-23
出版日期:2022-07-26
发布日期:2022-07-20
通讯作者:
柳和生(1965—),男,教授,主要从事材料成型和加工机电一体化方面的研究,hsliu@vip.163.com基金资助:
HUANG Xuemei1, LIU Hesheng1,2(), HUANG Xingyuan1, YU Zhong3, JIANG Shiyu1
Received:2021-11-23
Online:2022-07-26
Published:2022-07-20
Contact:
LIU Hesheng
E-mail:hsliu@vip.163.com
摘要:
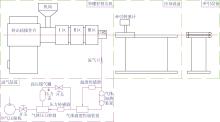
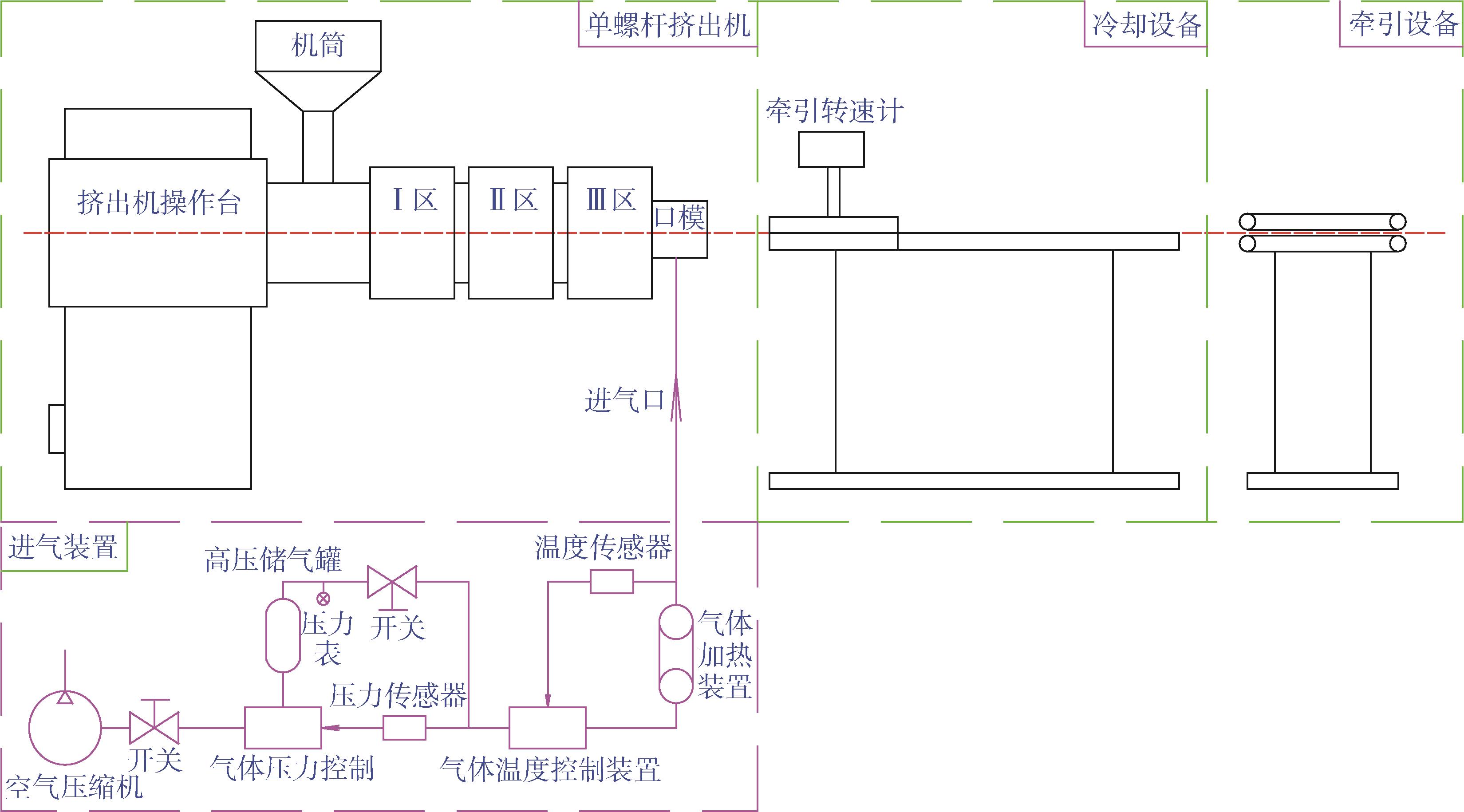
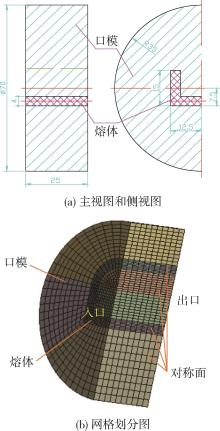
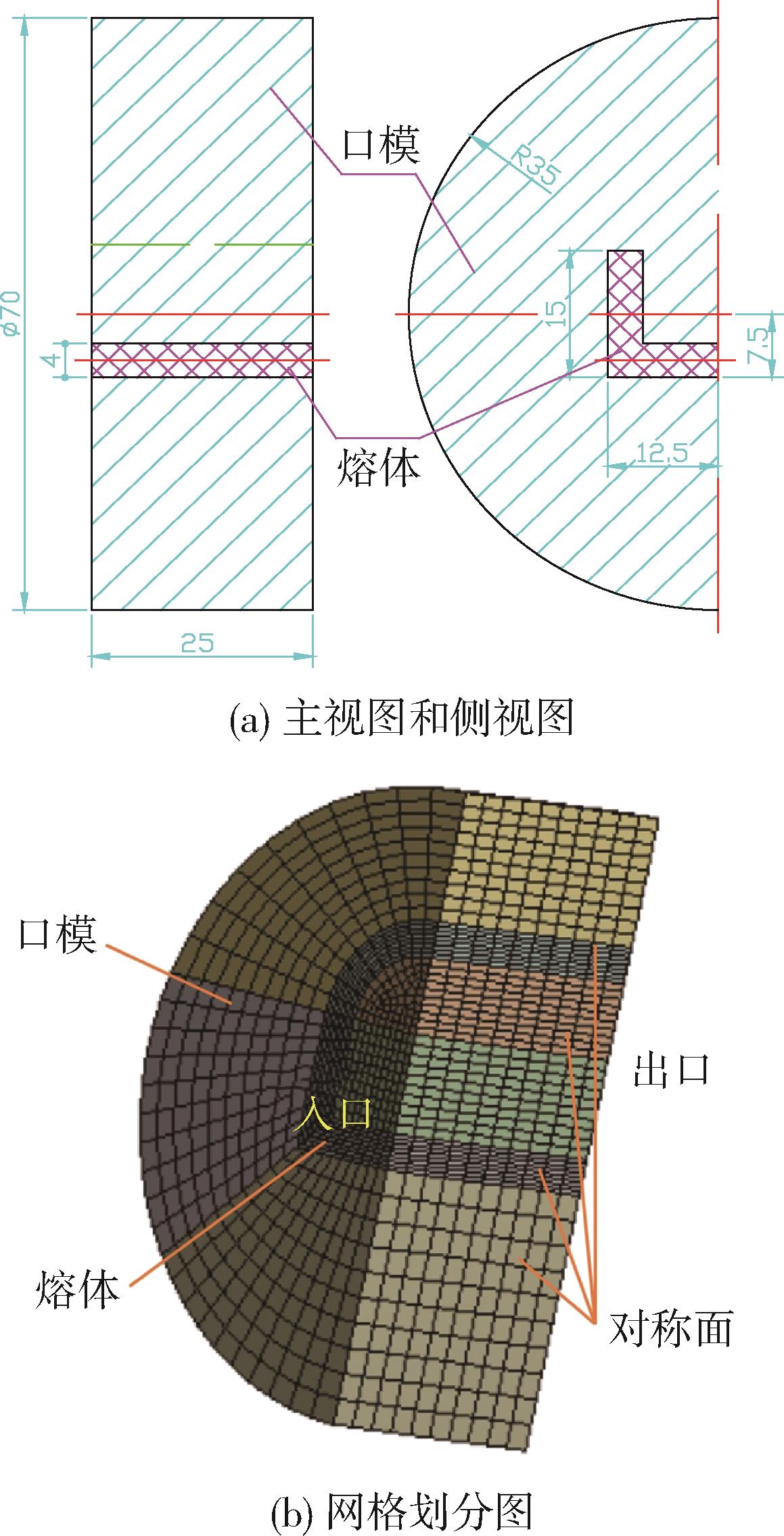
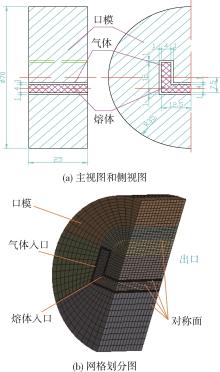
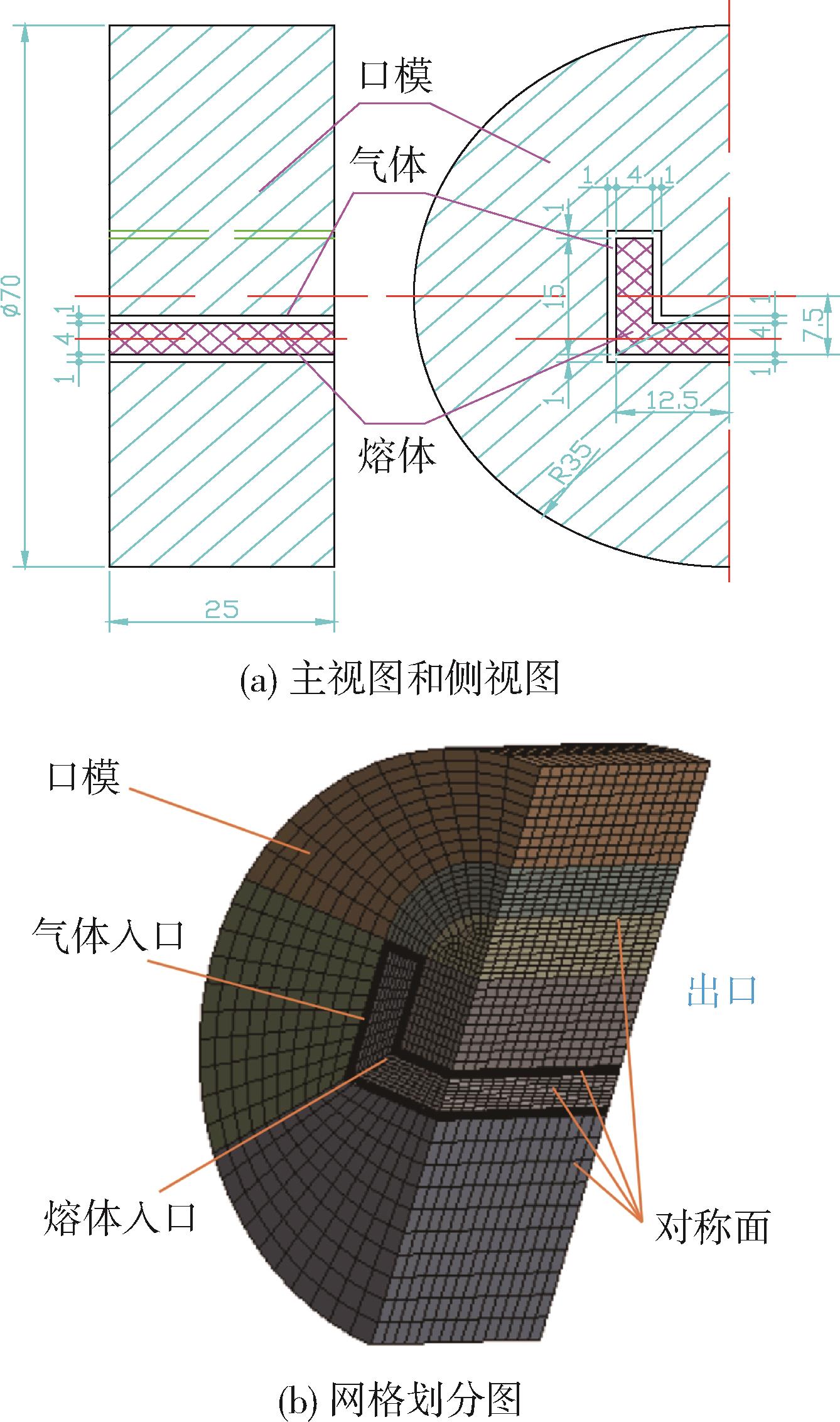
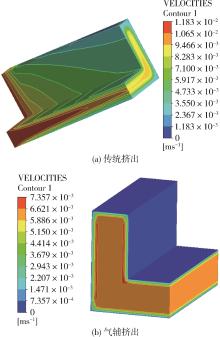
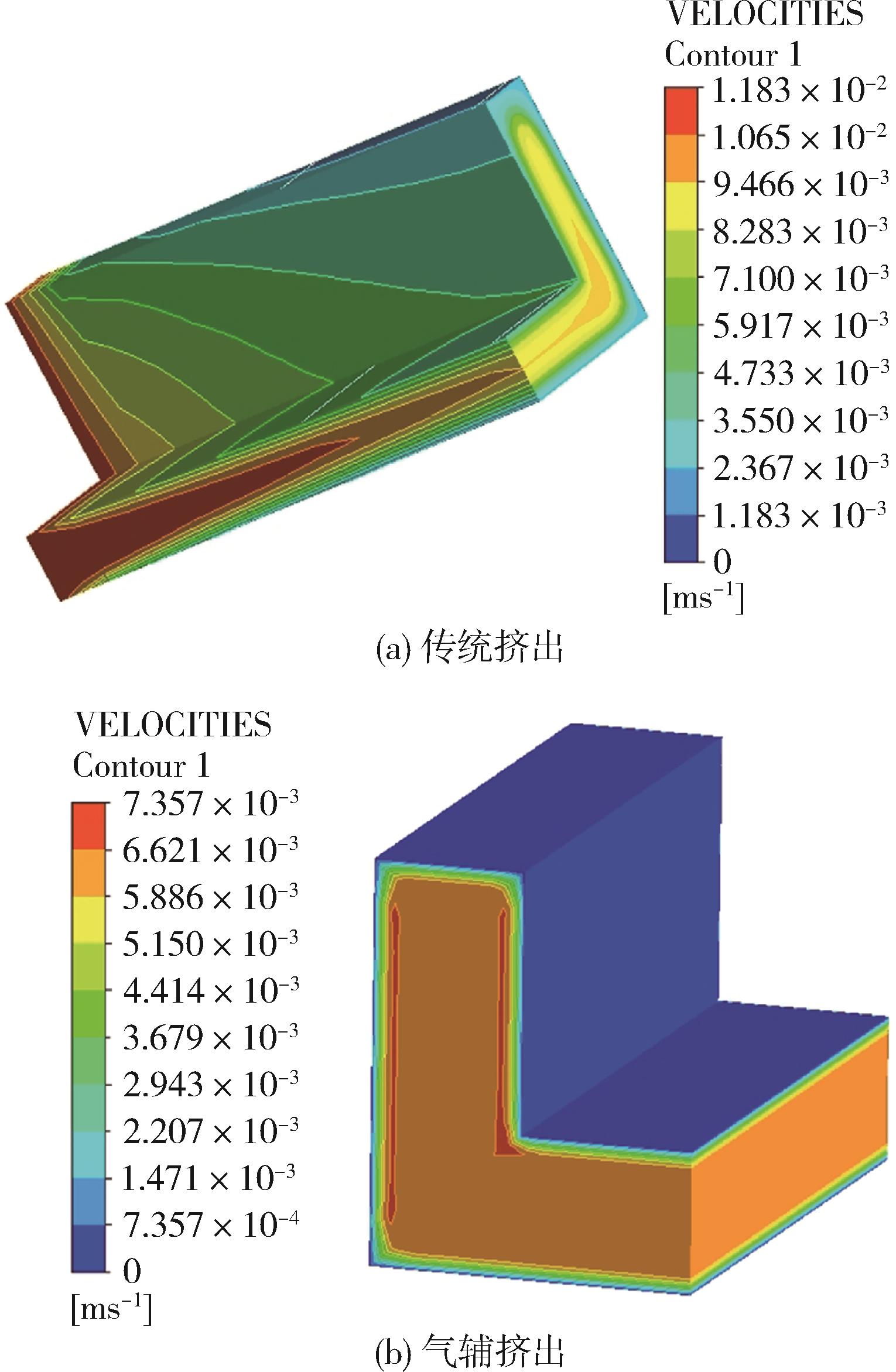
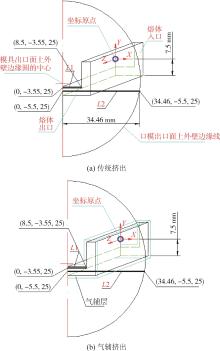
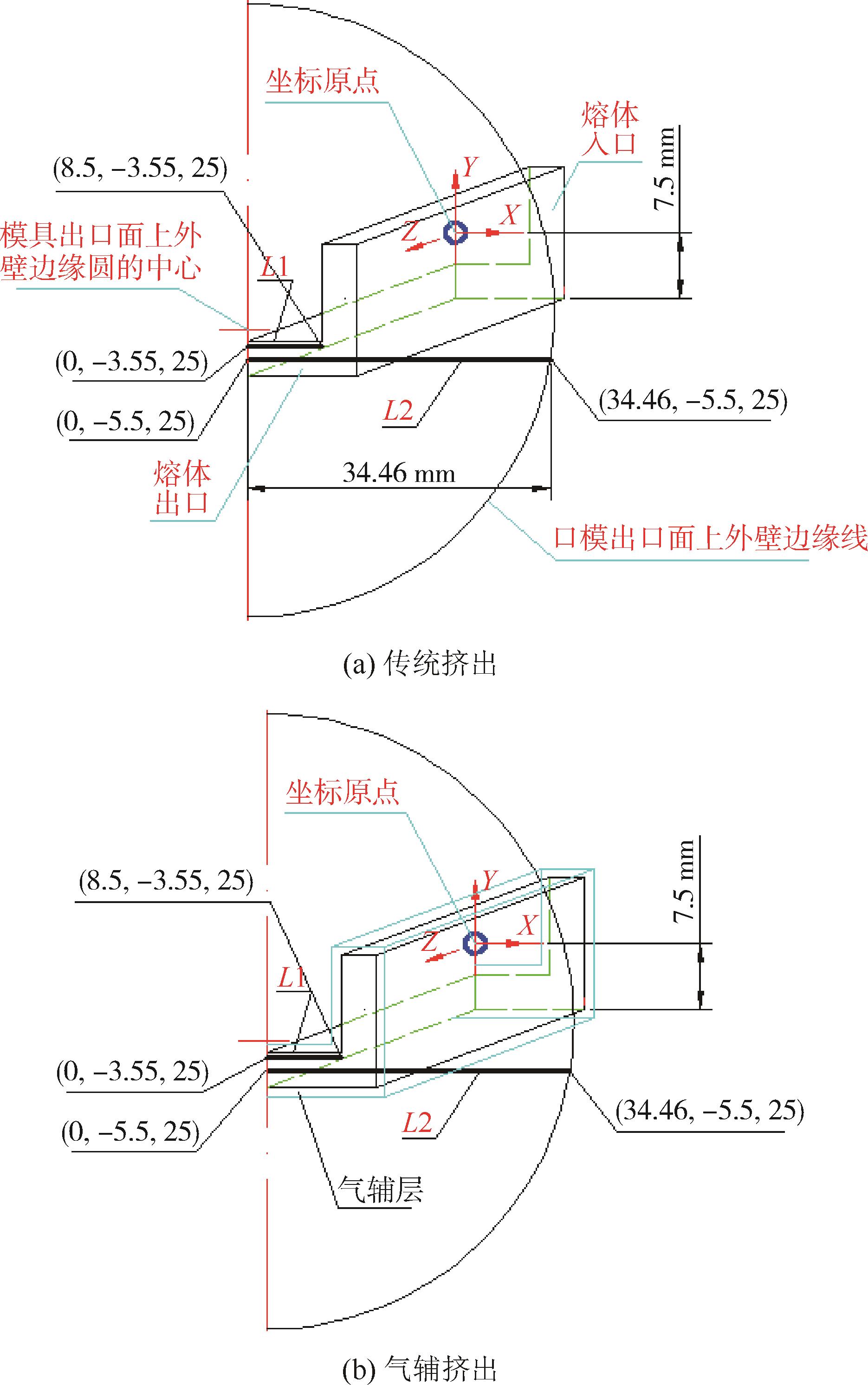
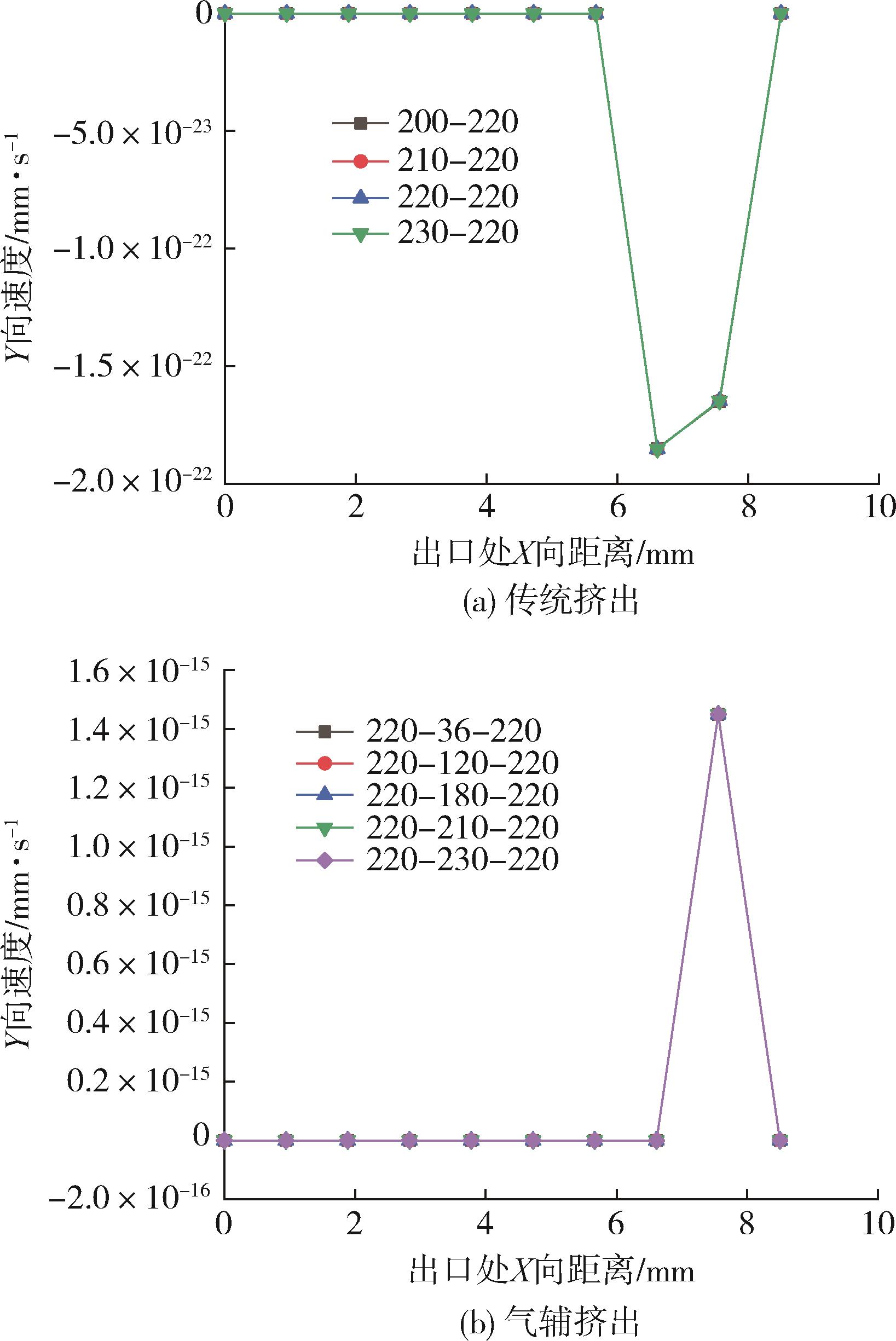
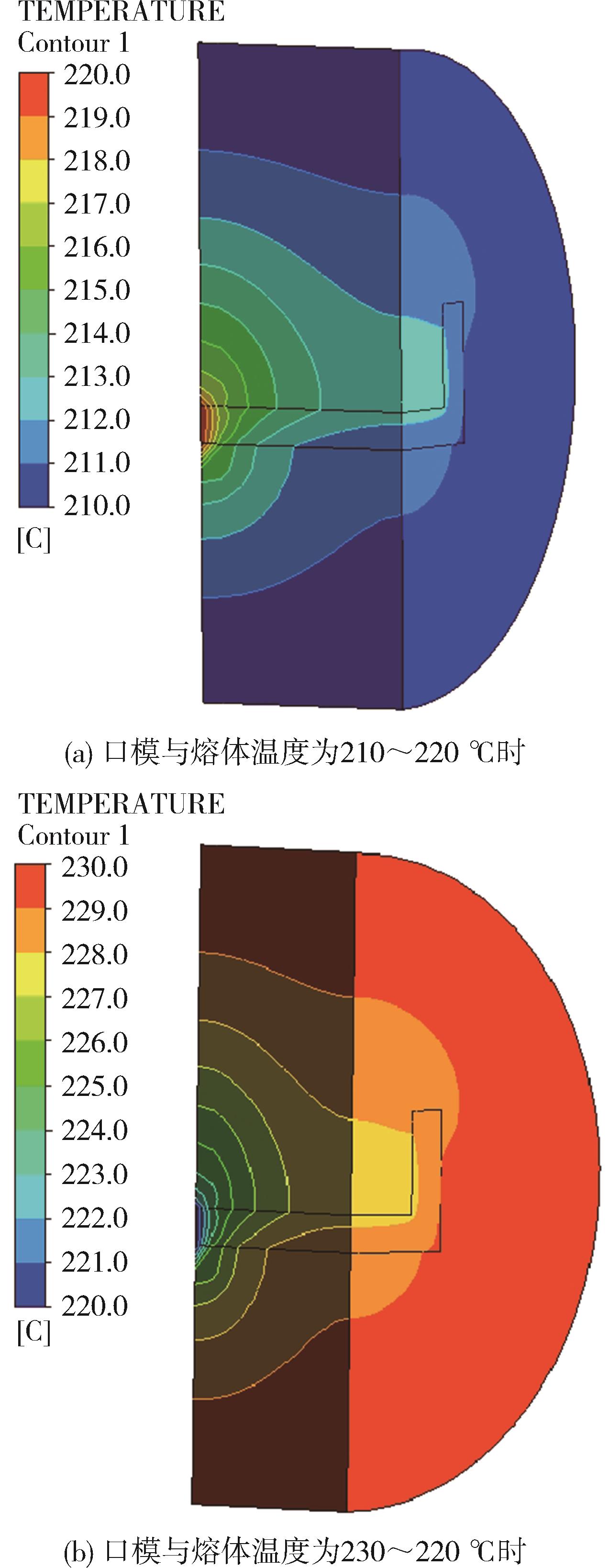
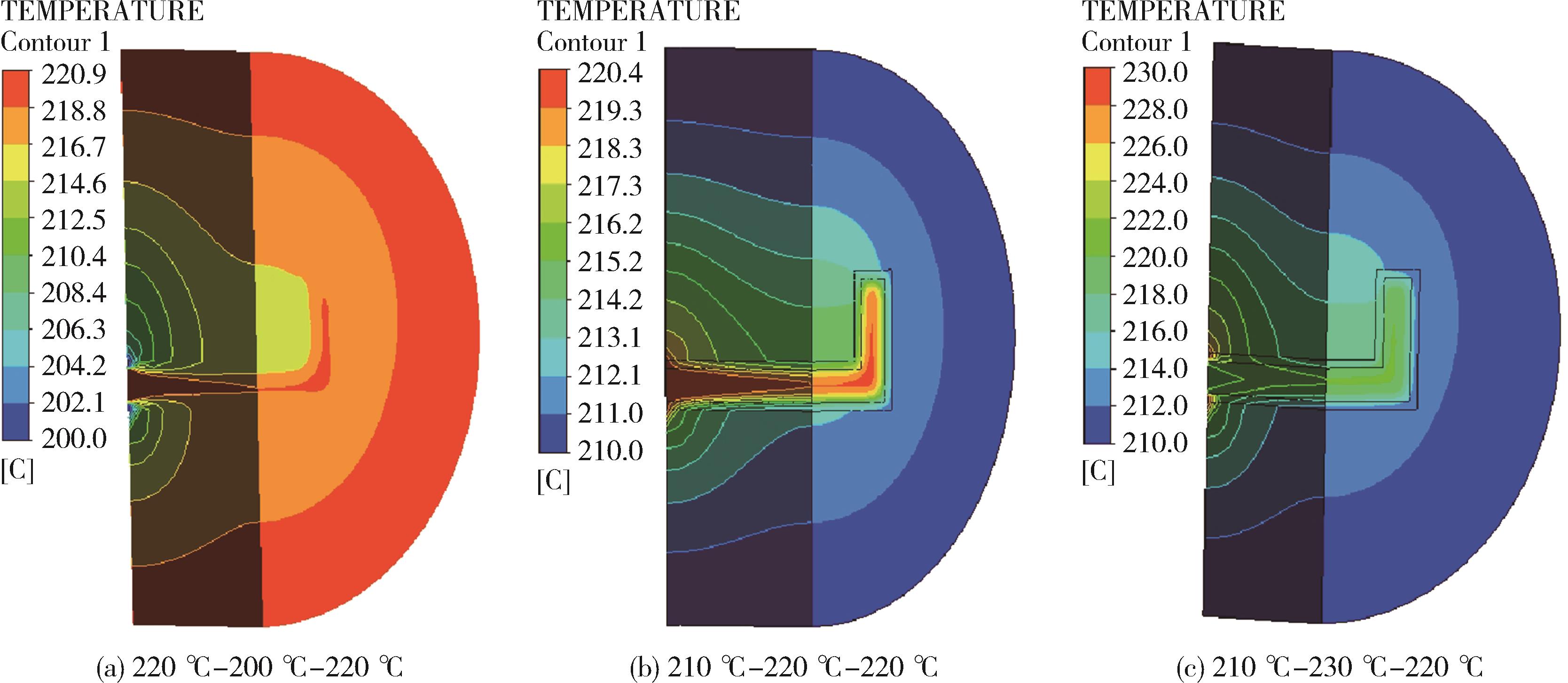
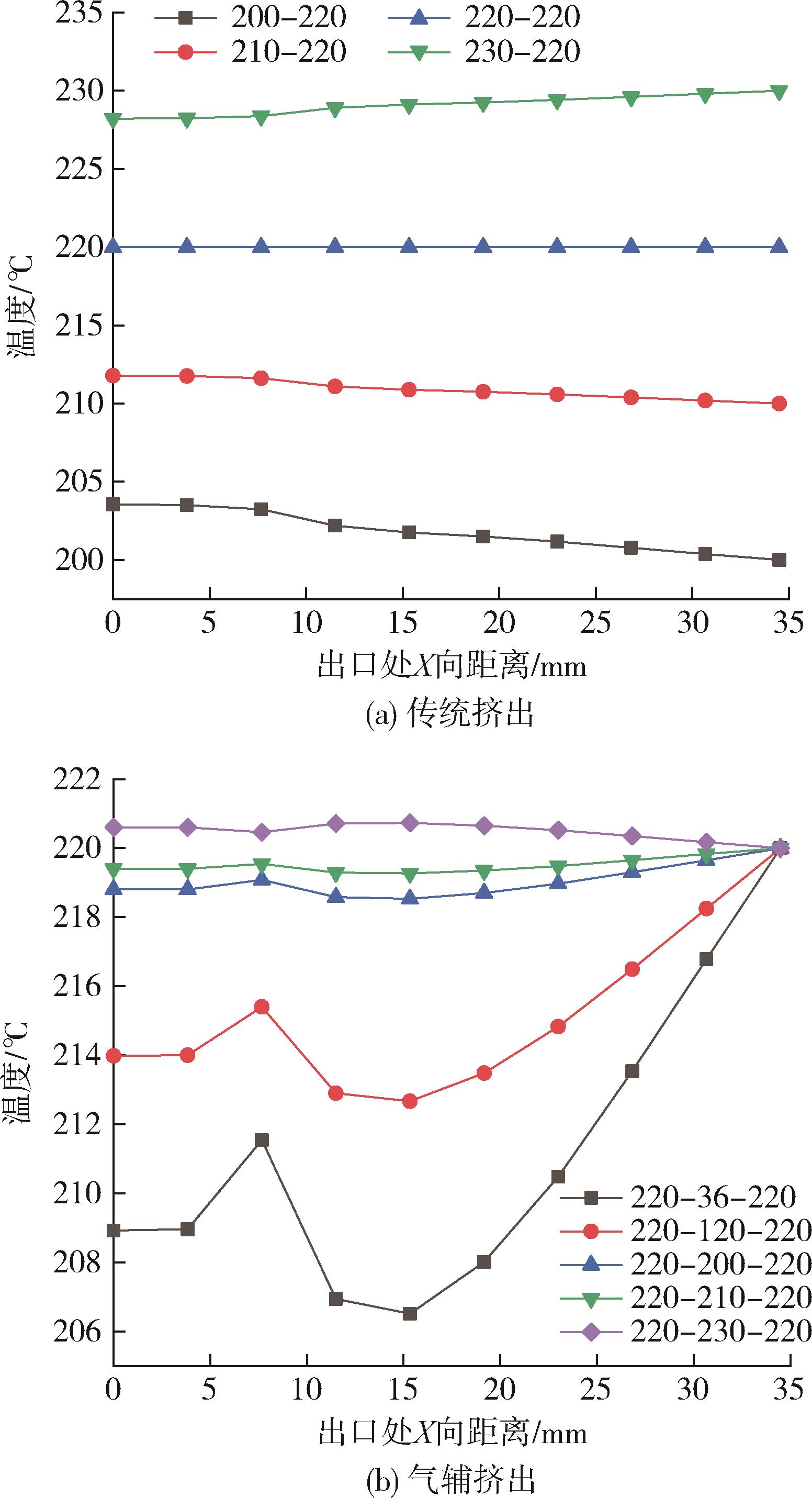
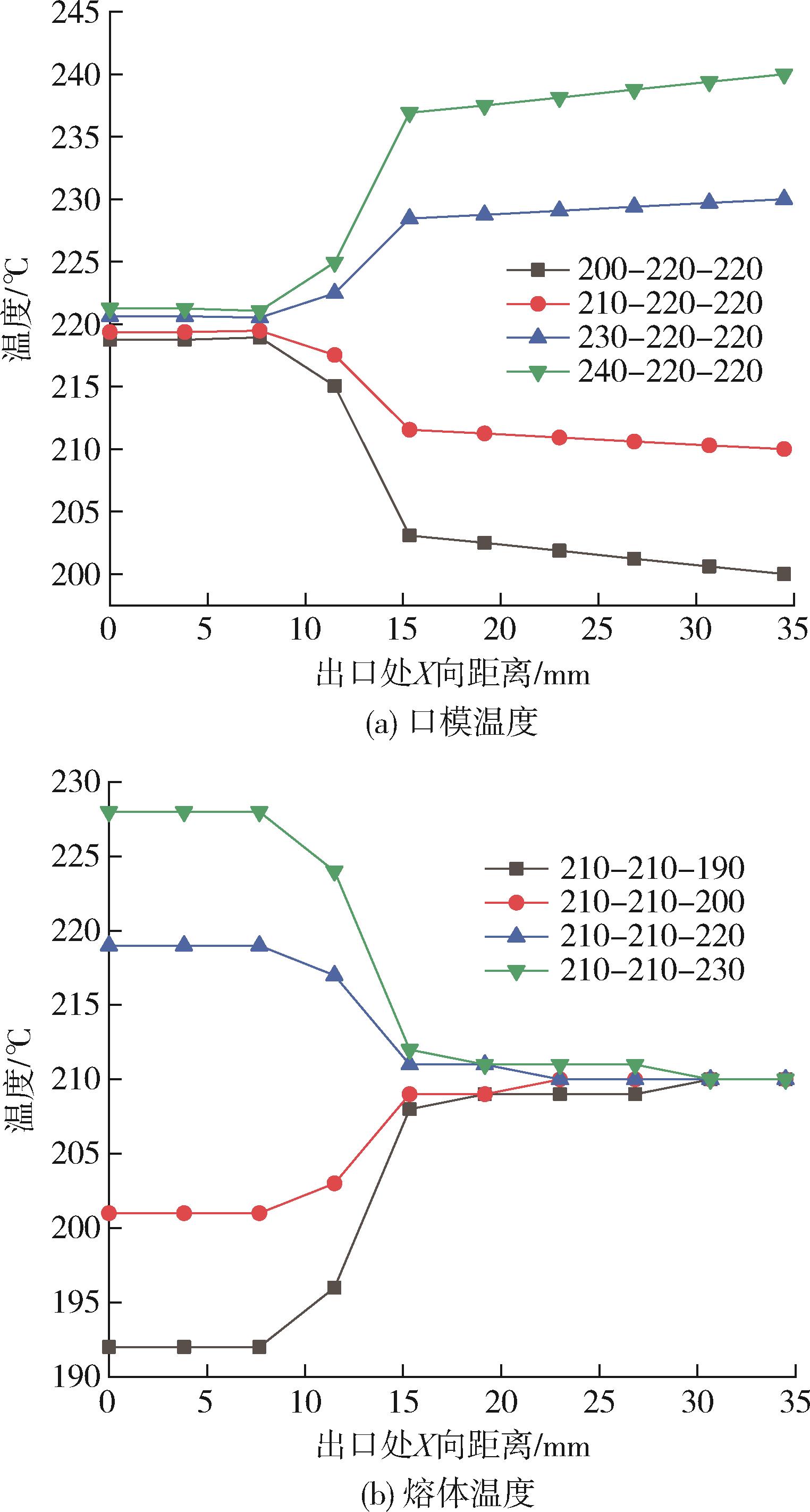
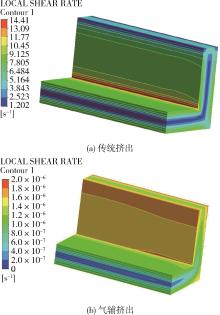
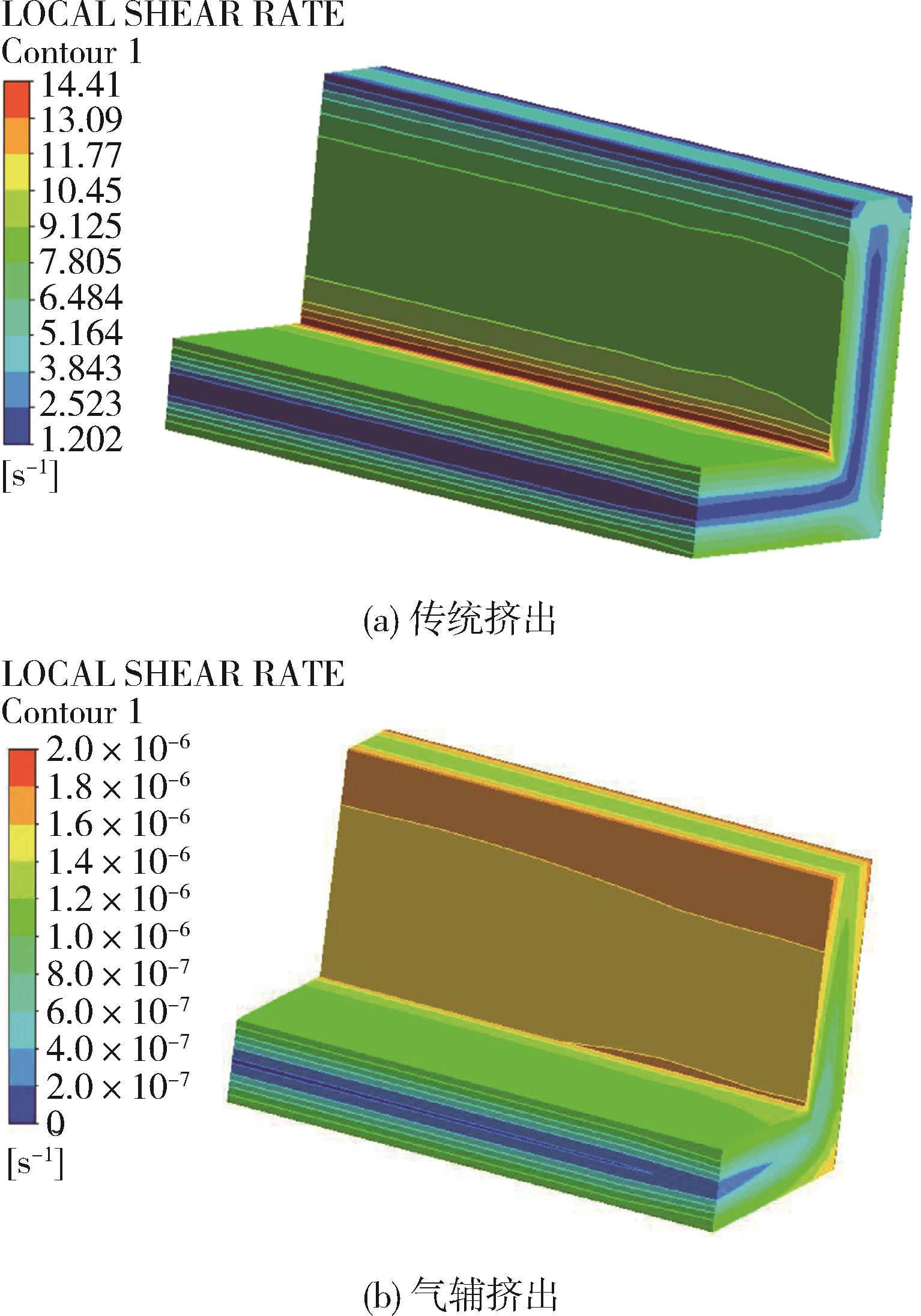
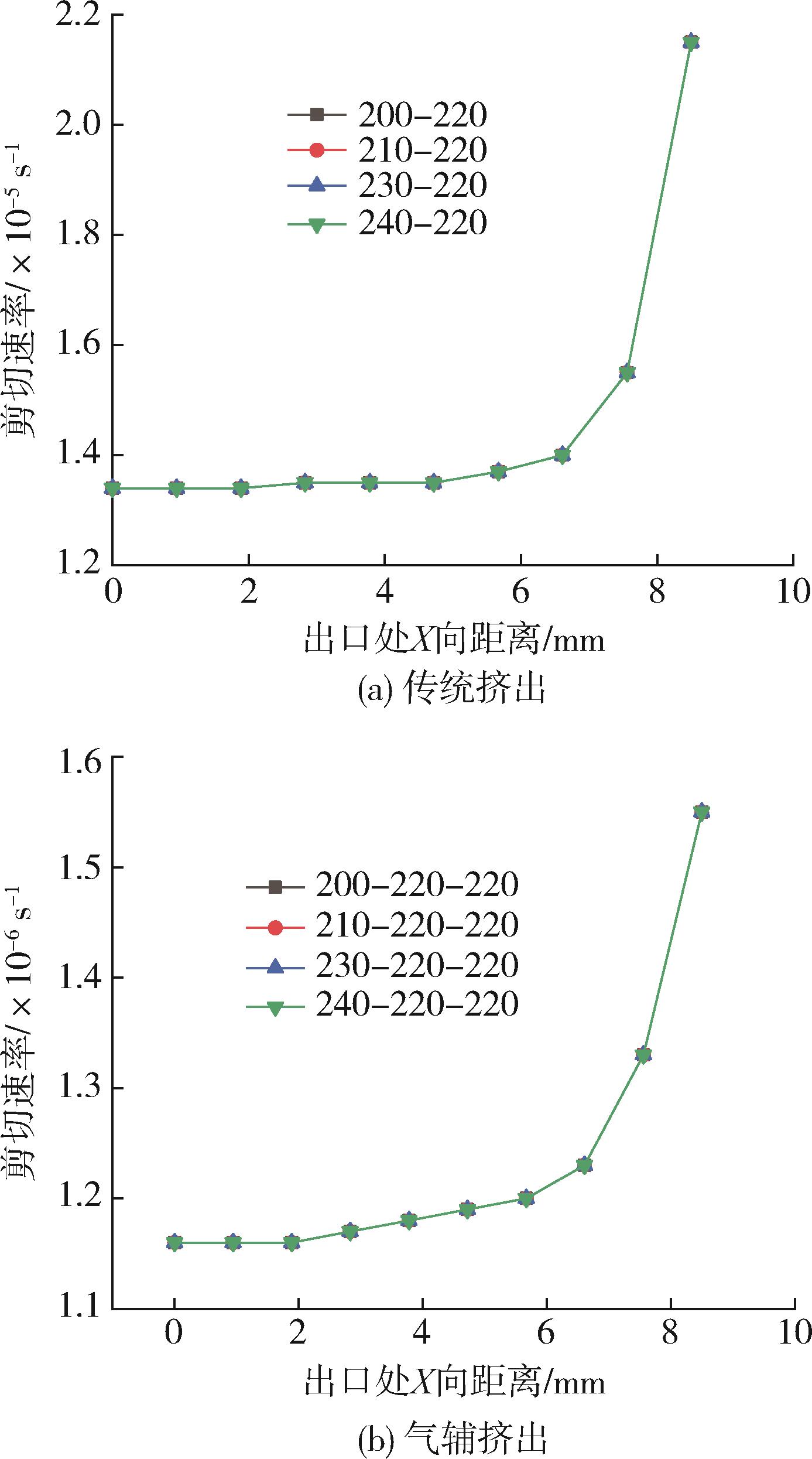
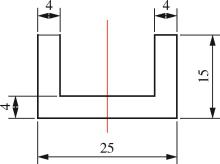
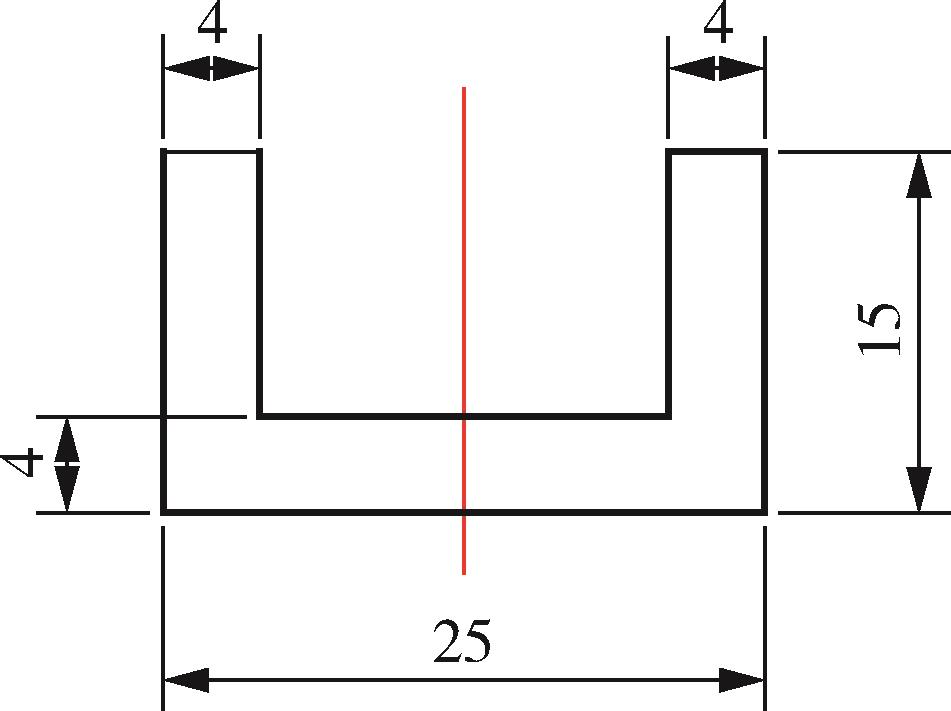
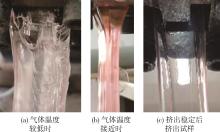
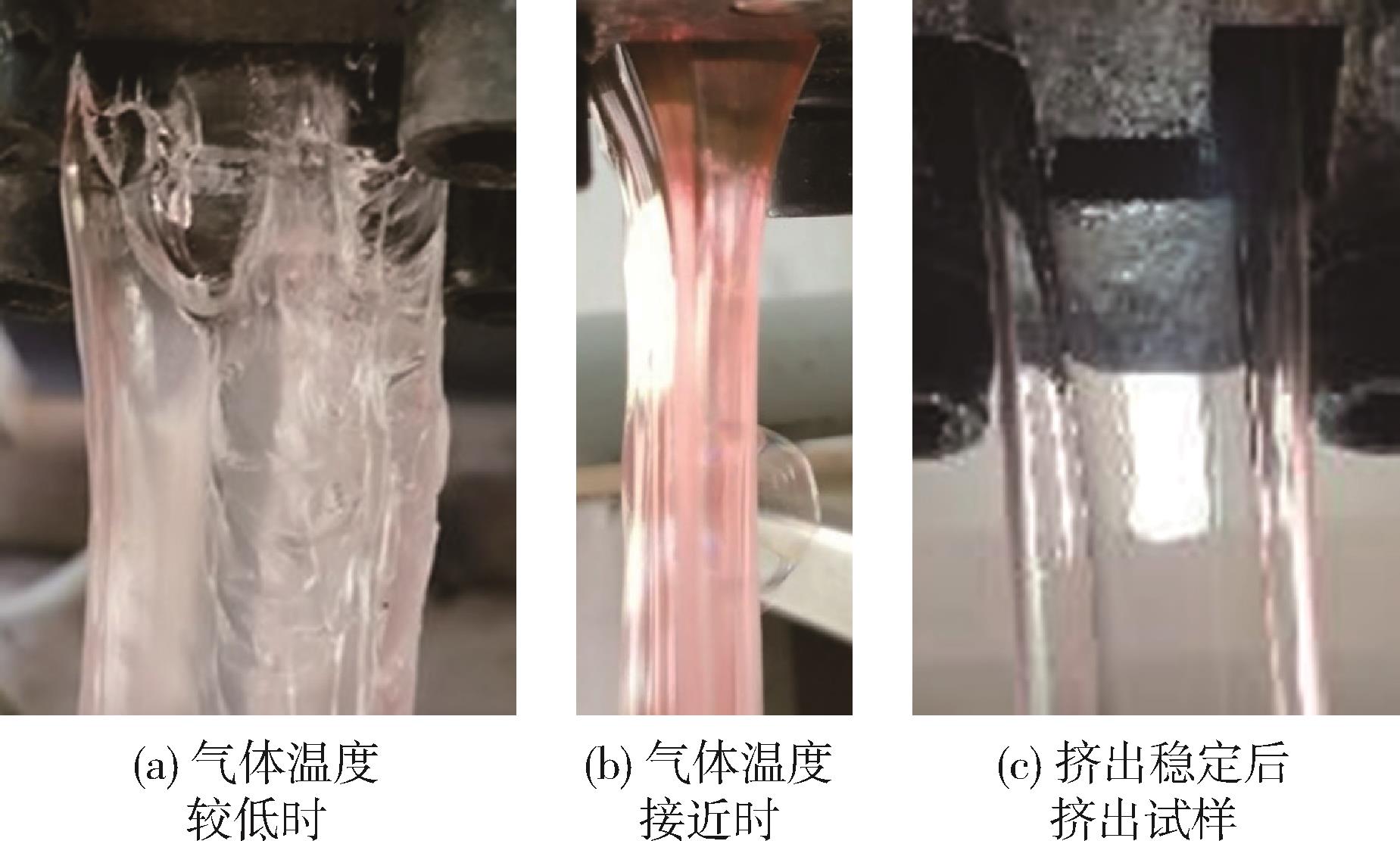
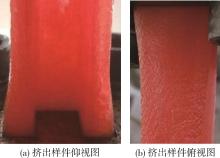
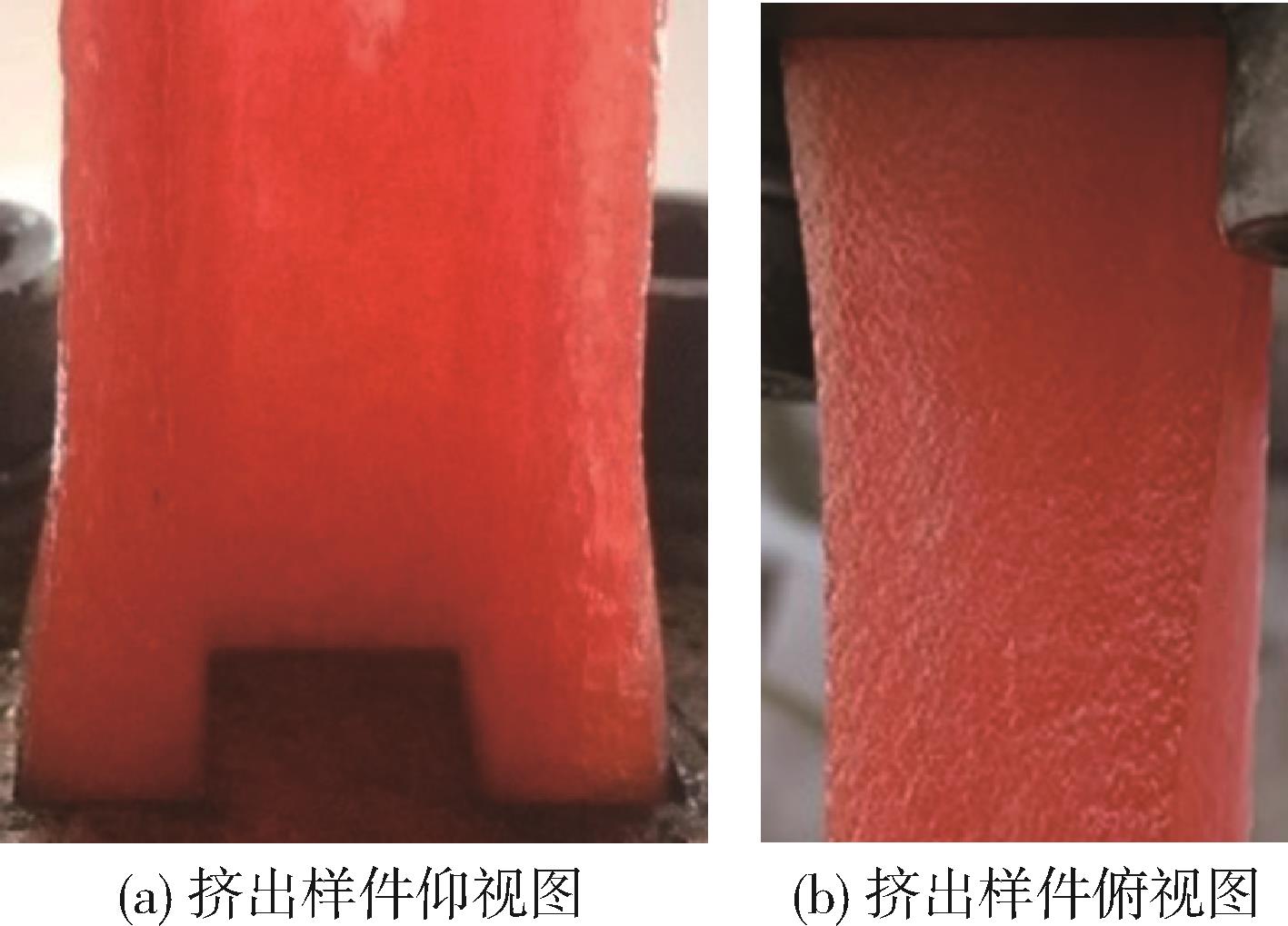
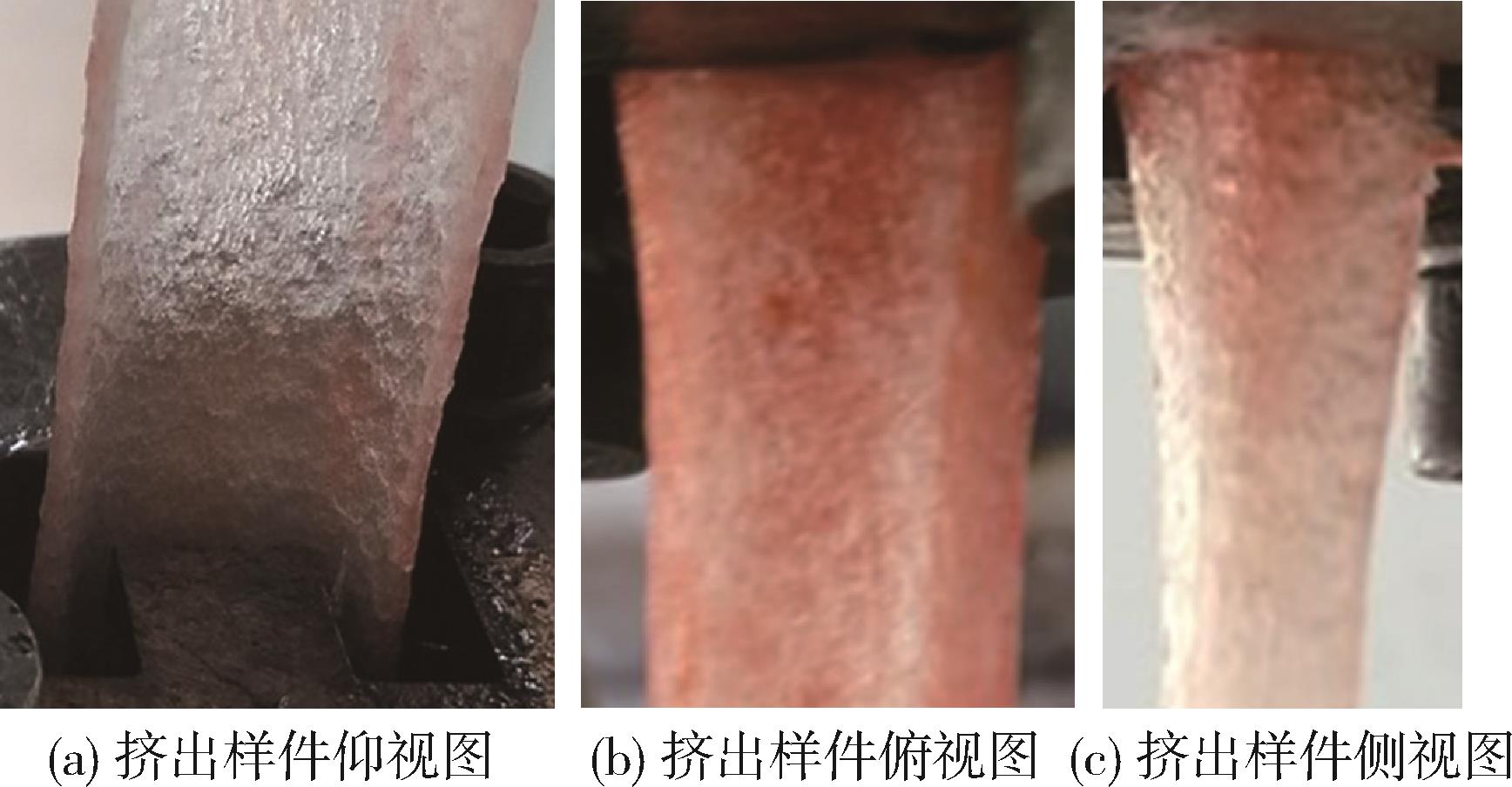
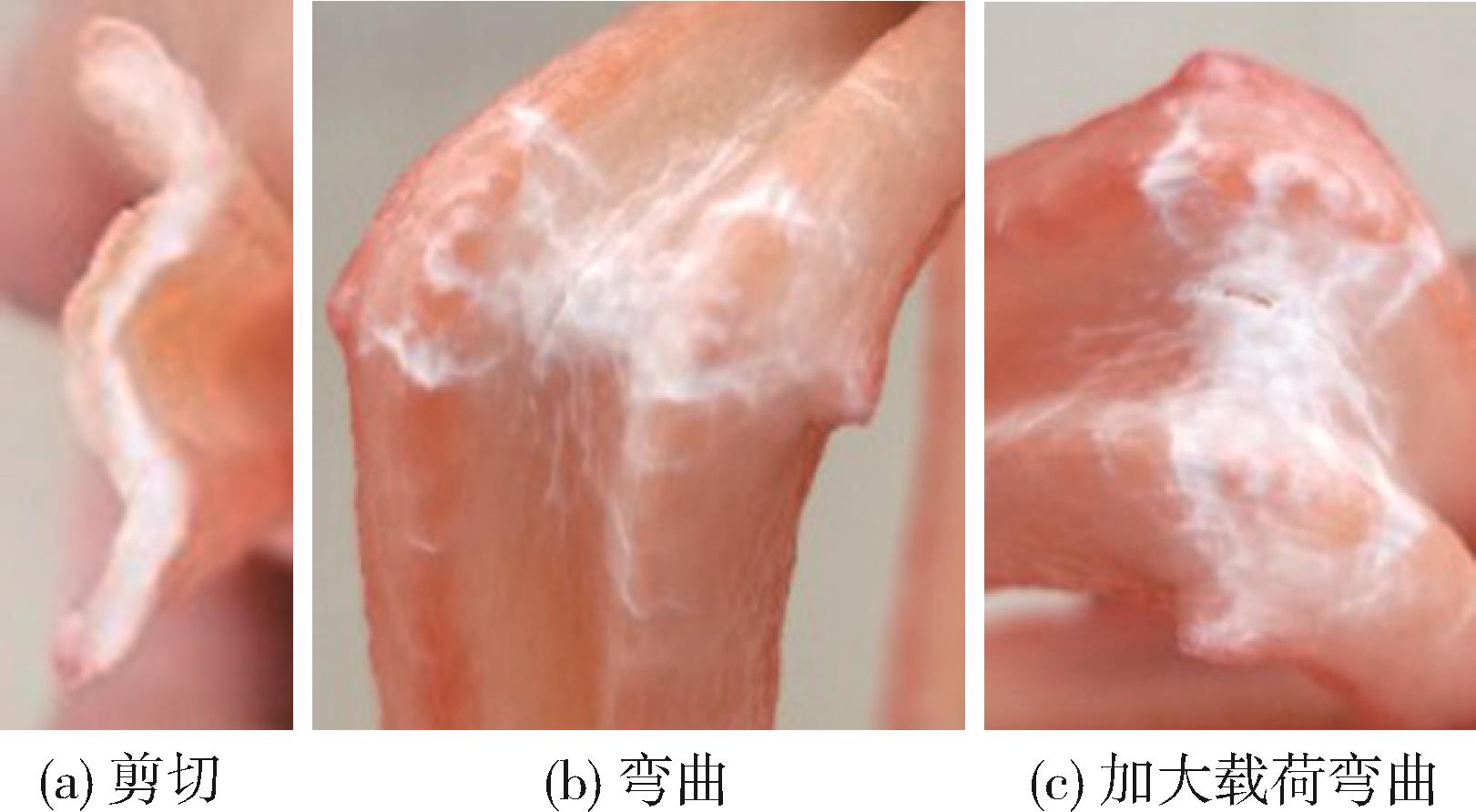
应用Polyflow软件将气辅挤出成型引入U型件挤出成型过程中,建立了口模?气体?熔体的三相模型,在传热情况下,对口模温度、气体温度对口模内熔体的流动速度、温度及剪切速率等进行数值计算,用origin软件进行分析,通过传统挤出和气体辅助挤出成型对U型件进行挤出成型实验,选用聚丙烯(PP)材料挤出,均能顺利挤出,在达到挤出平衡后,气辅挤出时比传统挤出时更能使试样离膜下垂现象明显减弱。PP/10 %玻璃纤维在传统挤出成型时,有明显的挤出胀大现象,纤维在U型截面的侧壁与底面分布不均匀,在U型件拐角处分层分离现象严重;气辅挤出成型时,可以很好改善挤出胀大和纤维在侧壁与底面分布不均匀的现象,同时在U型件拐角处纤维分层分离的现象也能得到部分缓解。PP/20 %玻璃纤维在气辅挤出成型下挤出的U型件时,U型件壁厚变薄严重,试样中纤维分布比较均匀,拐角处无明显的纤维分层分离现象,但是试样表面有明显的纤维组织,且U型件的开口变形严重。结果表明,气辅挤出成型可以部分的减弱试样挤出后的下垂现象,也可以改善口模内熔体的温度场;传统挤出成型时候,口模内的U型件内外壁温度随着口模的变化而变化,气辅挤出成型时熔体高温区域集中在U型槽截面的中心线位置附近;气辅挤出成型与传统挤出时的剪切速率场分布发生了较大变化,气辅挤出成型时的剪切速率最大值比传统挤出时小很多。
中图分类号:
黄雪梅, 柳和生, 黄兴元, 余忠, 江诗雨. U型件的气体辅助挤出成型工艺的数值模拟与实验研究[J]. 中国塑料, 2022, 36(7): 93-103.
HUANG Xuemei, LIU Hesheng, HUANG Xingyuan, YU Zhong, JIANG Shiyu. Numerical simulation and experimental study on gas⁃assisted extrusion process of U⁃shaped parts[J]. China Plastics, 2022, 36(7): 93-103.
| 材料 | Ⅰ区 温度/ ℃ | Ⅱ区 温度/ ℃ | Ⅲ区 温度/ ℃ | 口模 温度/ ℃ | 牵引转速/ r∙min-1 |
|---|---|---|---|---|---|
| PP | 225 | 230 | 235 | 240 | 82 |
| PP/10 %玻璃纤维 | 215 | 220 | 225 | 230 | 83 |
| PP/20 %玻璃纤维 | 215 | 220 | 225 | 230 | 83 |
| 材料 | Ⅰ区 温度/ ℃ | Ⅱ区 温度/ ℃ | Ⅲ区 温度/ ℃ | 口模 温度/ ℃ | 牵引转速/ r∙min-1 |
|---|---|---|---|---|---|
| PP | 225 | 230 | 235 | 240 | 82 |
| PP/10 %玻璃纤维 | 215 | 220 | 225 | 230 | 83 |
| PP/20 %玻璃纤维 | 215 | 220 | 225 | 230 | 83 |









| 1 | 杜瑞奎, 刘亚青, 张彦飞.纤维取向的研究进展及应用[J].山西化工,2006,26(4):41⁃43. |
| DU R K, LIU Y Q, ZHANG Y F. Recent development and application of fibre arrangement direction[J].Shanxi Chemical Industry,2006,26(4):41⁃43. | |
| 2 | 钟明强.聚烯烃共混、纳米粒子复合及短纤维增强研究[D].杭州:浙江大学,2001. |
| 3 | 刘春阳.熔体热历史及挤出条件对聚乳酸结晶的影响[D].郑州:郑州大学, 2015. |
| 4 | 郑海丽, 赵元旭, 刘忠柱, 等.近熔点挤出HDPE片材结晶结构的研究[J].塑料科技, 2013, 41(7):40⁃45. |
| ZHENG H L, ZHAO Y X, LIU Z Z, et al. Investigation on crystal structure of HDPE sheets extruded near the melting point[J].Plastics Science and Technology,2013, 41(7):40⁃45. | |
| 5 | 李 健, 黄 庆, 李 鑫.PGLA纤维力学性能与结晶和取向的关系[J].化纤与纺织技术, 2010, 39(1):1⁃4. |
| LI J, HUANG Q, LI X. Relationship between mechanical properties of PGLA fiber and crystallinity and orientation[J].Chemical Fiber & Textile Technology,2010, 39(1):1⁃4. | |
| 6 | 邱孝涛, 高 阳, 王秀丽,等.碳纤维的长度与取向对聚醚醚酮基复合材料摩擦磨损性能的影响[J].摩擦学学报, 2020, 40(2):240⁃251. |
| QIU X T, GAO Y, WANG X L, et al. Effects of carbon fiber length and orientation on the tribological properties of polyetheretherketone based composites[J].Tribology,2020, 40(2):240⁃251. | |
| 7 | 韩高峰, 王建章, 阎逢元.纤维取向对飞龙材料摩擦磨损行为的影响[J].润滑与密封, 2016, 41(7):1⁃8. |
| HAN G F, WANG J Z, YAN F Y. Influence of fiber orientation on sliding tribology behavior of feroform composites[J].Lubrication Engineering,2016, 41(7):1⁃8. | |
| 8 | 吴泽斌, 金 昌, 王丽珍, 等.心包纤维取向对压缩性能的影响[J].医用生物力学, 2019, 34(1):21⁃26. |
| WU Z B, JIN C, WANG L Z,et al. Effects from fiber orientations of bovine pericardium on its compression performance[J].Journal of Medical Biomechanics,2019, 34(1):21⁃26. | |
| 9 | 彭响方, 瞿金平, 曾 慧.振动挤出对LDPE熔融结晶行为的影响[J].合成树脂及塑料, 2000, 17(5):19⁃25. |
| PENG X F, QU J P, ZENG H. Influence of dynamic extrusion on melting and crystallization behaviour of LDPE[J].China Synthetic Resin and Plastucs,2000, 17(5):19⁃25. | |
| 10 | 梁基照.挤出过程中HDPE流动特性及结晶行为的研究[J].合成树脂及塑料, 1994, 11(3):37⁃41. |
| LIANG J Z.A Study of the flow properties and crystallization behaviour of HDPE melt during extrusion[J].China Synthetic Resin and Plastucs,1994, 11(3):37⁃41. | |
| 11 | 徐睿杰.熔体拉伸流动场中聚合物的结晶行为及热处理过程研究[D].广州:广东工业大学, 2015. |
| 12 | Malakane P B, Kadole P V, 贺春霞.快速成纱工艺参数对纤维取向和粗纱强度的影响[J].国际纺织导报, 2019, 12(12):8⁃10. |
| Prakash B M, Pradyumnkumar V K, HE C X.Effect of speed frame process parameters on fiber orientation and roving tenacity[J].Melliand China,2019,12(12):8⁃10. | |
| 13 | 孙显茹.PA6原位成纤复合改善PP的挤出流变性和力学性能[D].青岛:青岛科技大学, 2012. |
| 14 | 张育宁, 姚瑞娟, 王会平, 等.有一定取向性的碳纤维增强尼龙6复合材料弹性模量的实验和理论研究[J].复合材料学报, 2019, 36(2):315⁃321. |
| ZHANG Y N, YAO R J, WANG H P, et al. Experimental and theorrtical study on elastic modulus of oriented carbon fiber reinforced nylon 6 composites[J].Acta Materiae Compositae Sinica,2019, 36(2):315⁃321. | |
| 15 | 钱晓倩,李宗津.挤出成型GFRC板的纤维取向分布和轴拉性能[J].复合材料学报, 2001, 18(3):85⁃90. |
| QIAN X Q, LI Z J. Fiber alignment and property direction dependency of GFRC extrudate[J].Acta Materiae Compositae Sinica,2001, 18(3):85⁃90. | |
| 16 | 刘岳新, 徐樑华, 张 均, 等.PAN分子取向程度与纤维结构性能的关系[J].合成纤维工业, 2005, 28(1):5⁃8. |
| LU Y X, XU L H, ZHUANG J, et al. Rlaitonship between molecular orientaiton degree and structure and pro⁃perties of PAN[J].China Synthetic Fiber Industry,2005, 28(1):5⁃8. | |
| 17 | 段芳莉, 金义矿, 颜世铛.半晶态聚合物拉伸变形的微观机理[J].力学学报, 2016, 48(3):360⁃377. |
| DUAN F L, JIN Y K, YAN S D. Microstructure evolution during tension deformation of semi⁃crystalline polymer[J].Chinese Journal of Theoretical and Applied Mechanics,2016, 48(3):360⁃377. | |
| 18 | 颜世铛.半晶态聚合物拉伸变形行为的微观机理[D].重庆:重庆大学,2013. |
| 19 | 颜世铛,段芳莉.半晶态与非晶态聚合物的微观变形机理[J].高分子材料科学与工程, 2014, 3(30):100⁃104. |
| YAN S D, DUAN F L. Microscopic deformation mechanisms of semi⁃crystalline and amorphous polymer[J].Polymer Materials Science and Engineering,2014, 3(30):100⁃104. | |
| 20 | 李 利,王振鲁,边慧光,等.层叠式挤出机头对短纤维取向的对比实验研究[J].橡塑技术与装备, 2015, 41(3):5⁃10. |
| LI L, WANG Z L, BIAN H G, et al. Study on short fiber orientation for cascading the extrusion head with contrast experiment[J].China Rubber/Plastics Technology and Equipment,2015,41(3):5⁃10. | |
| 21 | 谢海玲.拉伸流场作用下纤维取向的数值模拟及实验研究[D].广州:华南理工大学,2016. |
| 22 | Liang R F, Mackley M R. The gas⁃assisted extrusion of molten polyethylene[J].Journal of Rheology, 2001, 45(1): 211⁃226. |
| 23 | 黄兴元,柳和生,周国发,等.气体辅助挤出的实验研究[J].中国塑料,2005,9(3):17⁃19. |
| HUANG X Y, LIU H S, ZHOU G F, et al. The experimental study of air⁃assisted extrusion of polymer[J].China Plastics,2005,19(3):17⁃19. | |
| 24 | Ren Z, Huang X Y, Liu H S, et al. Numerical and experimental studies for gas assisted extrusion forming of molten polypropylene[J]. Journal of Applied Polymer Science, 2015, 132(42):12 365⁃12 377. |
| 25 | REN Z, HUANG X Y, LIU H S, et al. Numerical simulation of polymer gas⁃assisted extrusion based on gas/liquid two⁃phase flow[J]. Polymer Materials Science & Engineering, 2016, 32: 102. |
| 26 | 柳和生,何建涛,黄兴元,等.L型异型材气辅共挤胀大及变形的数值模拟和实验验证[J].高分子材料科学与工程, 2014, 30(10):113⁃116. |
| LIU H S, HE J T, HUANG X Y, et al. Numericai simulation and experimental validation of die swell and deformation in l⁃shaped profile gas⁃assisted co⁃extrusion[J].Polymer Materials Science and Engineering,2014, 30(10):113⁃116. | |
| 27 | 徐 磊,柳和生,黄兴元,等.T形异型材挤出口模的逆向数值模拟[J].中国塑料,2010,24(1):103⁃106. |
| XU L, LIU H S, HUANG X Y, et al. Inverse numerical simulation of t⁃shape dies for the extrusion of plastics profiles[J].China Plastics, 2010,24(1):103⁃106. | |
| 28 | 何建涛.塑料异型材气辅共挤数值模拟与实验研究[D].南昌:南昌大学, 2014. |
| 29 | 李 萍,马文琦,孙红镱.方型口模气辅挤出的数值模拟[J].塑料,2010,39(4):18⁃20. |
| LI P, MA W Q, SUN H Y. The numerical simulation of square die gas⁃assisted extrusion[J]. Plastics, 2010, 39(4):18⁃20. | |
| 30 | 宋建辉,黄兴元.方形口模气辅挤出成型的挤出胀大计算机模拟[J].塑料,2013,42(3):100⁃102. |
| SONG J H, HUANG X Y. Computer simulation on die swell of gas⁃assisted extrusion from square die[J].Plastics,2013,42(3):100⁃102. | |
| 31 | 邓小珍.塑料异型材气体辅助共挤出成型的实验和理论研究[D].南昌:南昌大学,2014,4. |
| [1] | 赵鸿敬, 朱江. 微纳层叠天然橡胶/聚丙烯两相挤出的数值模拟研究[J]. 中国塑料, 2022, 36(8): 110-114. |
| [2] | 邓世欣, 王建, 杨卫民. 增强反应注射成型机混合头内流体高压高速对撞过程模拟与分析[J]. 中国塑料, 2022, 36(6): 130-136. |
| [3] | 张庆弢, 毕超. 基于CFD⁃DEM的水下切粒装置水室内颗粒流动过程数值模拟[J]. 中国塑料, 2022, 36(6): 87-91. |
| [4] | 班董董, 王丹华, 刘奎, 李亚楠, 李涵, 戴亚辉. 波状双螺杆元件混炼性能的数值模拟[J]. 中国塑料, 2022, 36(4): 95-101. |
| [5] | 盛天阳, 谭晶, 张政和, 高晓东, 于景超, 程礼盛, 杨卫民. 微纳层叠聚丙烯腈凝胶流动特性的数值模拟研究[J]. 中国塑料, 2021, 35(7): 74-79. |
| [6] | 王瑞喆, 柳和生, 黄兴元, 余忠, 江诗雨, 刘同科. 不同进气角度对片材气辅挤出成型的影响[J]. 中国塑料, 2021, 35(7): 80-86. |
| [7] | 钟罗浩, 匡唐清, 赖家美, 柳和生, 赖德炜. 成型工艺对短玻璃纤维增强聚丙烯注塑管件的壁厚分布及玻璃纤维取向的影响[J]. 中国塑料, 2021, 35(5): 11-16. |
| [8] | 卢京, 王伟. 低密度聚乙烯熔体毛细管挤出的数值模拟[J]. 中国塑料, 2021, 35(5): 79-85. |
| [9] | 庄玮. 车用聚酰胺波纹管挤出成型工艺[J]. 中国塑料, 2021, 35(5): 92-96. |
| [10] | 何家隆, 谷琳, 朱钰婷, 宋秀铎, 杨雪琴, 马玉录, 谢林生. 固体推进剂螺旋压伸挤出过程流变模型建立[J]. 中国塑料, 2021, 35(2): 58-62. |
| [11] | 牛旭, 刘越, 张雅静. 导热油进口速度对造粒模板造粒带温度均匀性影响[J]. 中国塑料, 2021, 35(12): 76-80. |
| [12] | 王贺祥, 彭炯, 葛震, 张永涛, 郭炳毅, 李忠山. 双螺杆挤出过程数值模拟研究进展[J]. 中国塑料, 2020, 34(9): 96-102. |
| [13] | 刘良先, 冯志华, 呼春雪, 葛嵇南. 基于正交试验的PET瓶拉伸吹塑优化设计[J]. 中国塑料, 2020, 34(6): 73-79. |
| [14] | 杨北京, 杨旭, 苏婧颖, 李海梅. 免喷涂注塑件的成型品质及应用概述[J]. 中国塑料, 2020, 34(6): 118-125. |
| [15] | 张云青. 长玻璃纤维增强热塑性塑料纤维取向模型[J]. 中国塑料, 2020, 34(12): 103-109. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2