 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2021, Vol. 35 ›› Issue (5): 92-96.DOI: 10.19491/j.issn.1001-9278.2021.05.015
庄玮( )
)
ZHUANG Wei()
摘要:
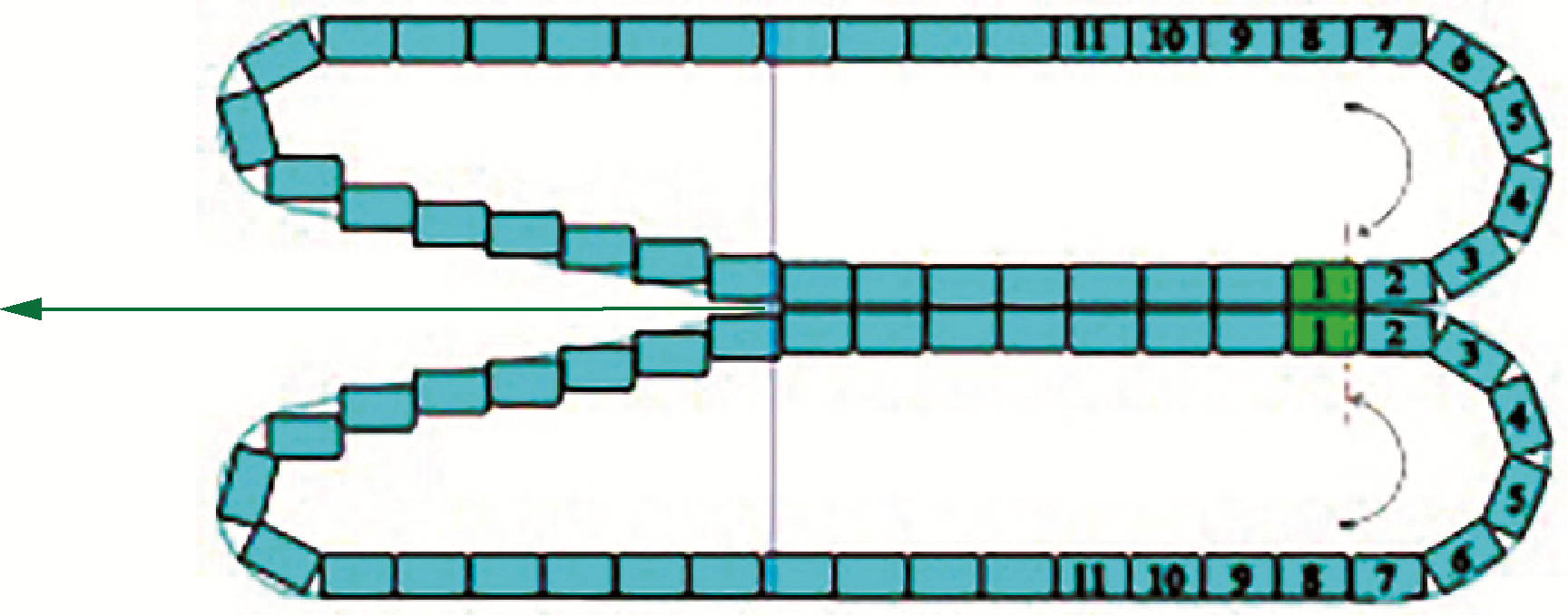
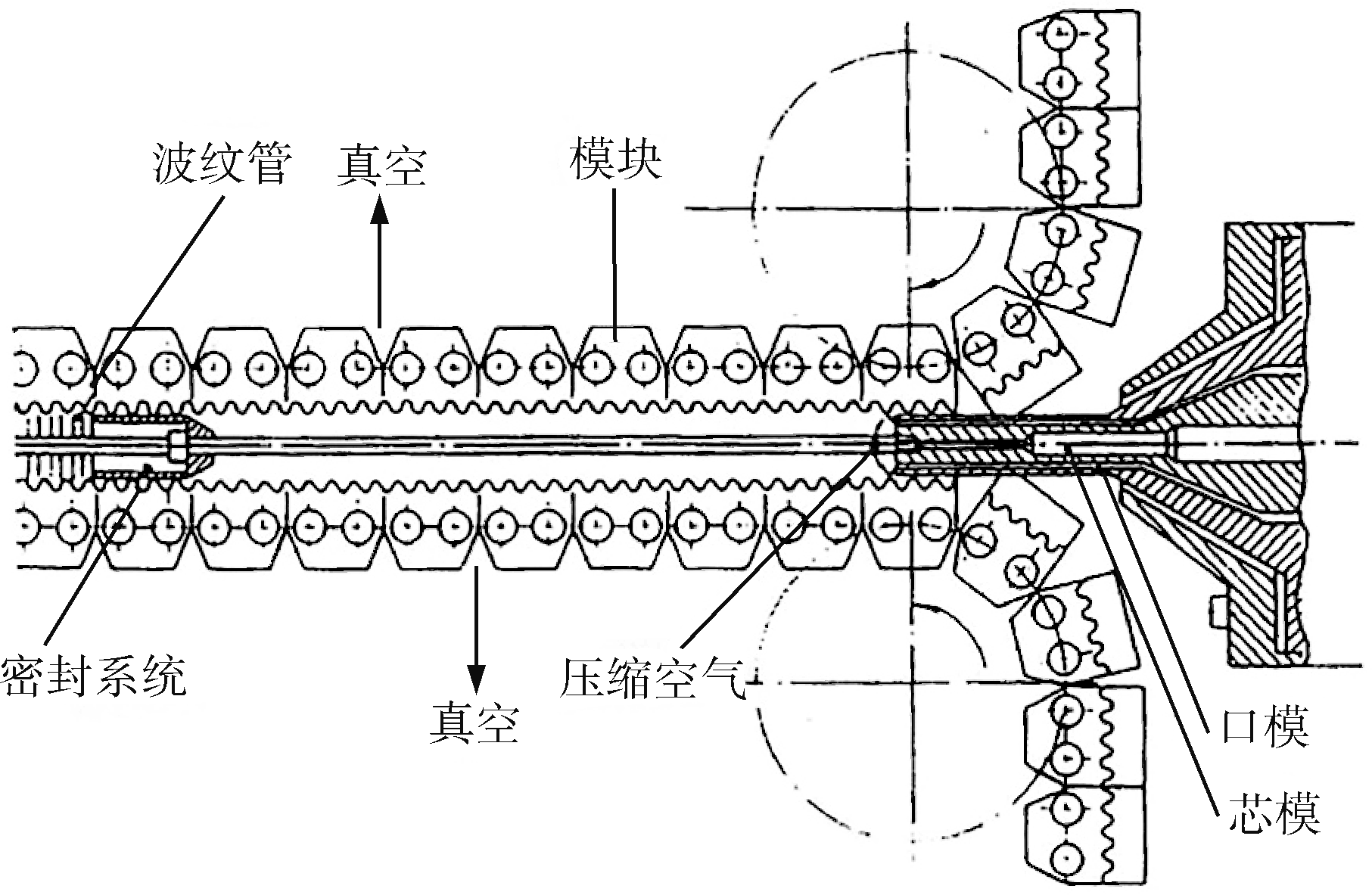
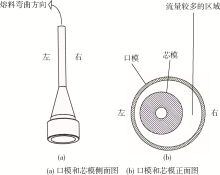
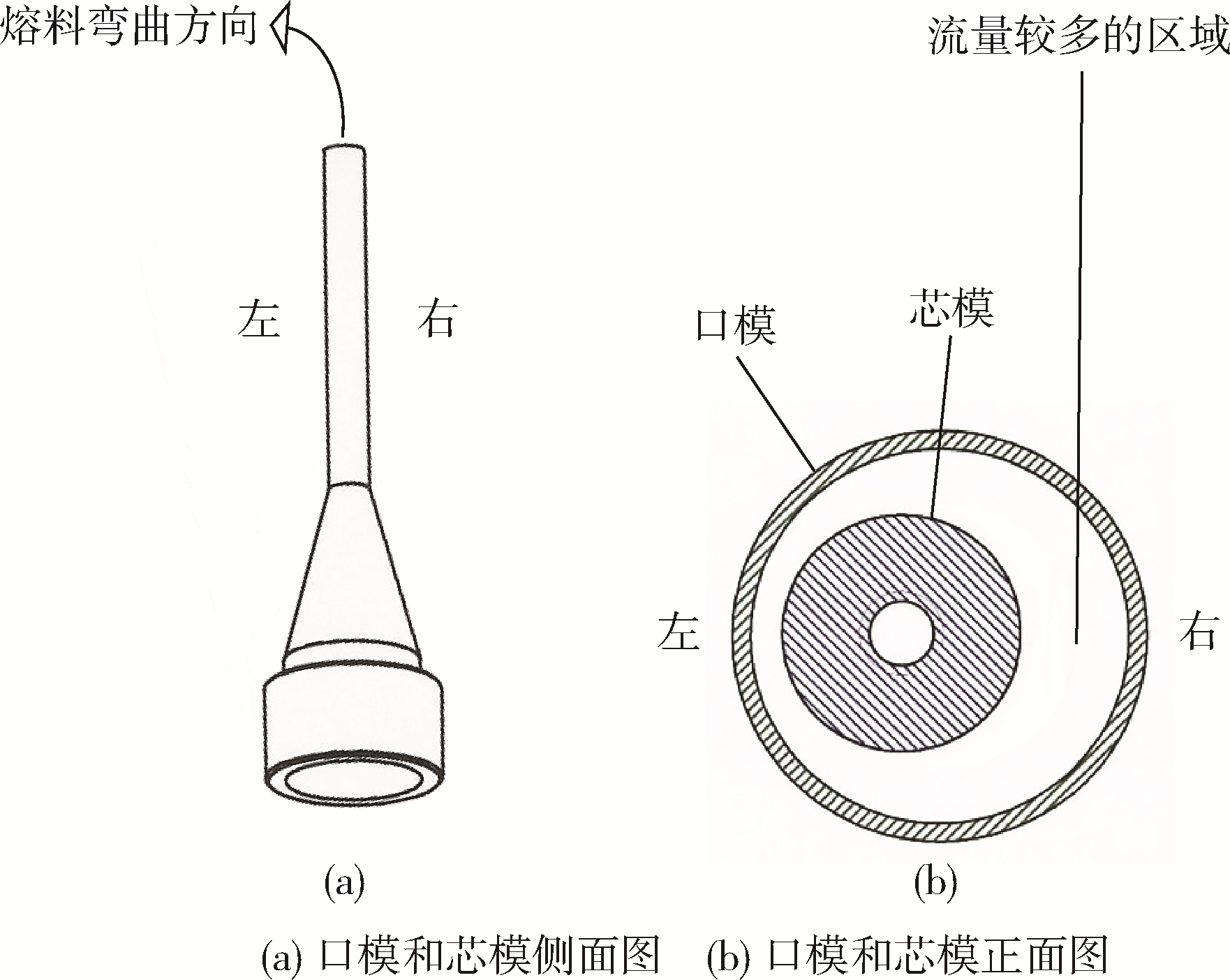
介绍了车用聚酰胺波纹管挤出成型工艺流程。分析了聚酰胺波纹管质量影响因素,主要包括原材料含水率、烘干时长、成型温度和速度、模具设计等。讲解了挤出模具直径的确定方法,重点是芯模外径的计算公式。综述了波纹管挤出成型的开机步骤和生产时的注意事项,以及气堵撑杆长度与模块数量的对应关系。强调了1.3 mm是最佳的波纹成型机模块游隙和40 ℃是模块必须控制的最高温度。阐述了波纹成型腔与口模对中的技巧和调整产品壁厚均匀的技巧。对波纹管挤出成型过程中常见的问题进行了总结,指出了质量缺陷的产生原因及解决方法。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2