京ICP备13020181号-2
© 《China Plastics》
© 《China Plastics》

China Plastics ›› 2024, Vol. 38 ›› Issue (6): 90-97.DOI: 10.19491/j.issn.1001-9278.2024.06.014
• Processing and Application • Previous Articles Next Articles
YIN Dashuai( ), ZHAO Yongqiang(), HEI Ganggang, LI Zhibin
), ZHAO Yongqiang(), HEI Ganggang, LI Zhibin
Received:2023-10-13
Online:2024-06-26
Published:2024-06-20
CLC Number:
YIN Dashuai, ZHAO Yongqiang, HEI Ganggang, LI Zhibin. Optimization of injection⁃molding process of screw rotor based on response surface method[J]. China Plastics, 2024, 38(6): 90-97.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.plaschina.com.cn/EN/10.19491/j.issn.1001-9278.2024.06.014


| 方案编号 | 注射时间/ s | 熔体温度/ ℃ | 保压时间/ s | 开模时间/ s | 注射压力/MPa | 模具表面温度/ ℃ | 保压压力/ MPa | 缩痕深度/ mm | 翘曲变形总量/ mm |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 280 | 16 | 4 | 115 | 80 | 80 | 0.698 | 0.622 |
| 2 | 4 | 280 | 16 | 6 | 115 | 120 | 120 | 0.667 | 0.616 |
| 3 | 4 | 300 | 24 | 4 | 125 | 80 | 80 | 0.795 | 0.658 |
| 4 | 4 | 300 | 24 | 6 | 125 | 120 | 120 | 0.851 | 0.655 |
| 5 | 6 | 280 | 16 | 4 | 125 | 80 | 80 | 0.708 | 0.669 |
| 6 | 6 | 280 | 16 | 6 | 125 | 120 | 120 | 0.65 | 0.652 |
| 7 | 6 | 300 | 24 | 4 | 115 | 80 | 80 | 0.758 | 0.640 |
| 8 | 6 | 300 | 24 | 6 | 115 | 120 | 120 | 0.809 | 0.647 |
| 方案编号 | 注射时间/ s | 熔体温度/ ℃ | 保压时间/ s | 开模时间/ s | 注射压力/MPa | 模具表面温度/ ℃ | 保压压力/ MPa | 缩痕深度/ mm | 翘曲变形总量/ mm |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 280 | 16 | 4 | 115 | 80 | 80 | 0.698 | 0.622 |
| 2 | 4 | 280 | 16 | 6 | 115 | 120 | 120 | 0.667 | 0.616 |
| 3 | 4 | 300 | 24 | 4 | 125 | 80 | 80 | 0.795 | 0.658 |
| 4 | 4 | 300 | 24 | 6 | 125 | 120 | 120 | 0.851 | 0.655 |
| 5 | 6 | 280 | 16 | 4 | 125 | 80 | 80 | 0.708 | 0.669 |
| 6 | 6 | 280 | 16 | 6 | 125 | 120 | 120 | 0.65 | 0.652 |
| 7 | 6 | 300 | 24 | 4 | 115 | 80 | 80 | 0.758 | 0.640 |
| 8 | 6 | 300 | 24 | 6 | 115 | 120 | 120 | 0.809 | 0.647 |
| 因子 | 对缩痕深度影响的百分比/% | 对翘曲变形影响的百分比/% |
|---|---|---|
| 注射时间 | 3.91 | 13.32 |
| 熔体温度 | 30.14 | 28.53 |
| 开模时间 | 3.02 | 2.04 |
| 速度/压力切换(由注射压力) | 5.14 | 5.15 |
| 持续时间(保压时间) | 22.88 | 17.20 |
| 模具表面温度 | 5.43 | 8.32 |
| 保压压力 | 29.48 | 25.45 |
| 因子 | 对缩痕深度影响的百分比/% | 对翘曲变形影响的百分比/% |
|---|---|---|
| 注射时间 | 3.91 | 13.32 |
| 熔体温度 | 30.14 | 28.53 |
| 开模时间 | 3.02 | 2.04 |
| 速度/压力切换(由注射压力) | 5.14 | 5.15 |
| 持续时间(保压时间) | 22.88 | 17.20 |
| 模具表面温度 | 5.43 | 8.32 |
| 保压压力 | 29.48 | 25.45 |
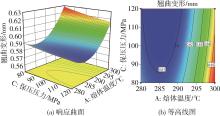
| 实验号 | 运行号 | 熔体温度/℃ | 保压时间/s | 保压压力/MPa | 缩痕深度/mm | 翘曲变形/mm |
|---|---|---|---|---|---|---|
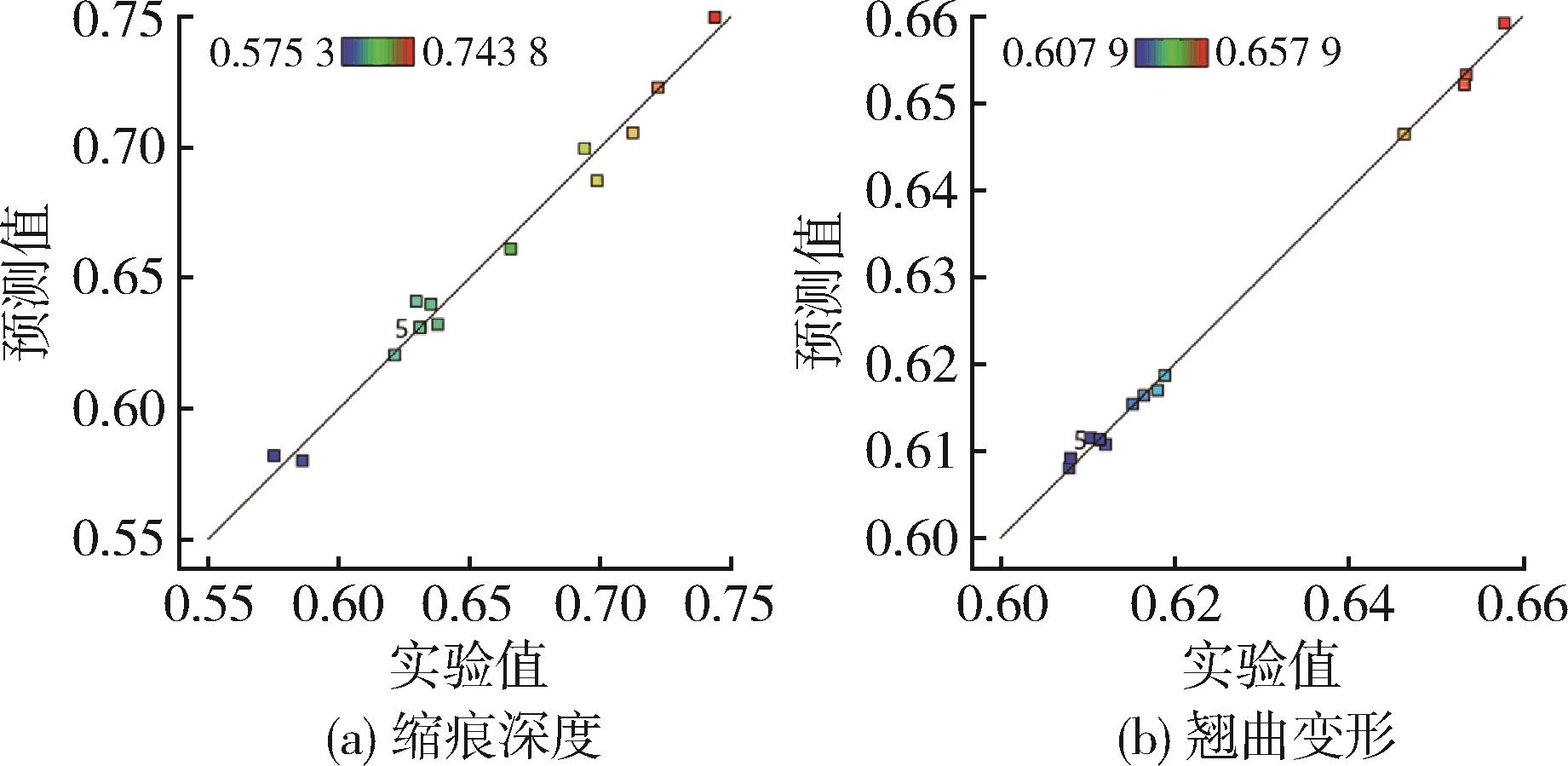
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 4 | 14 | 300 | 22 | 100 | 0.712 4 | 0.653 3 |
| 5 | 6 | 280 | 20 | 80 | 0.635 3 | 0.616 5 |
| 6 | 3 | 300 | 20 | 80 | 0.743 8 | 0.657 9 |
| 7 | 11 | 280 | 20 | 120 | 0.586 1 | 0.612 1 |
| 8 | 12 | 300 | 20 | 120 | 0.665 8 | 0.646 4 |
| 9 | 5 | 290 | 18 | 80 | 0.698 7 | 0.618 1 |
| 10 | 15 | 290 | 22 | 80 | 0.722 0 | 0.618 9 |
| 11 | 2 | 290 | 18 | 120 | 0.621 4 | 0.607 9 |
| 12 | 17 | 290 | 22 | 120 | 0.629 7 | 0.608 1 |
| 13 | 8 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 14 | 9 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 15 | 1 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 16 | 13 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 17 | 4 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 实验号 | 运行号 | 熔体温度/℃ | 保压时间/s | 保压压力/MPa | 缩痕深度/mm | 翘曲变形/mm |
|---|---|---|---|---|---|---|
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 4 | 14 | 300 | 22 | 100 | 0.712 4 | 0.653 3 |
| 5 | 6 | 280 | 20 | 80 | 0.635 3 | 0.616 5 |
| 6 | 3 | 300 | 20 | 80 | 0.743 8 | 0.657 9 |
| 7 | 11 | 280 | 20 | 120 | 0.586 1 | 0.612 1 |
| 8 | 12 | 300 | 20 | 120 | 0.665 8 | 0.646 4 |
| 9 | 5 | 290 | 18 | 80 | 0.698 7 | 0.618 1 |
| 10 | 15 | 290 | 22 | 80 | 0.722 0 | 0.618 9 |
| 11 | 2 | 290 | 18 | 120 | 0.621 4 | 0.607 9 |
| 12 | 17 | 290 | 22 | 120 | 0.629 7 | 0.608 1 |
| 13 | 8 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 14 | 9 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 15 | 1 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 16 | 13 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 17 | 4 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.034 9 | 9 | 0.003 9 | 51.05 | <0.000 1 |
| 熔体温度(A) | 0.018 2 | 1 | 0.018 2 | 239.48 | <0.000 1 |
| 保压时间(B) | 0.001 6 | 1 | 0.001 6 | 20.82 | 0.002 6 |
| 保压压力(C) | 0.011 0 | 1 | 0.011 0 | 144.94 | <0.000 1 |
| AB | 0.000 5 | 1 | 0.000 5 | 6.40 | 0.039 2 |
| AC | 0.000 2 | 1 | 0.000 2 | 2.73 | 0.142 5 |
| BC | 0.000 1 | 1 | 0.000 1 | 0.7404 | 0.418 0 |
| A² | 0.000 2 | 1 | 0.000 2 | 2.55 | 0.154 1 |
| B² | 0.001 2 | 1 | 0.001 2 | 15.99 | 0.005 2 |
| C² | 0.001 7 | 1 | 0.001 7 | 21.87 | 0.002 3 |
| 残差 | 0.000 5 | 7 | 0.000 1 | - | - |
| 失拟项 | 0.000 5 | 3 | 0.0002 | - | - |
| 纯误差 | 0.000 0 | 4 | 0 | - | - |
| 总计 | 0.035 4 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.034 9 | 9 | 0.003 9 | 51.05 | <0.000 1 |
| 熔体温度(A) | 0.018 2 | 1 | 0.018 2 | 239.48 | <0.000 1 |
| 保压时间(B) | 0.001 6 | 1 | 0.001 6 | 20.82 | 0.002 6 |
| 保压压力(C) | 0.011 0 | 1 | 0.011 0 | 144.94 | <0.000 1 |
| AB | 0.000 5 | 1 | 0.000 5 | 6.40 | 0.039 2 |
| AC | 0.000 2 | 1 | 0.000 2 | 2.73 | 0.142 5 |
| BC | 0.000 1 | 1 | 0.000 1 | 0.7404 | 0.418 0 |
| A² | 0.000 2 | 1 | 0.000 2 | 2.55 | 0.154 1 |
| B² | 0.001 2 | 1 | 0.001 2 | 15.99 | 0.005 2 |
| C² | 0.001 7 | 1 | 0.001 7 | 21.87 | 0.002 3 |
| 残差 | 0.000 5 | 7 | 0.000 1 | - | - |
| 失拟项 | 0.000 5 | 3 | 0.0002 | - | - |
| 纯误差 | 0.000 0 | 4 | 0 | - | - |
| 总计 | 0.035 4 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.0051 | 9 | 0.000 6 | 461.59 | <0.000 1 |
| A | 0.0031 | 1 | 0.003 1 | 2 489.50 | <0.000 1 |
| B | 3.920×10-6 | 1 | 3.920×10-6 | 3.17 | 0.118 2 |
| C | 0.0002 | 1 | 0.000 2 | 137.70 | <0.000 1 |
| AB | 6.250×10-6 | 1 | 6.250×10-6 | 5.06 | 0.059 3 |
| AC | 0.0000 | 1 | 0.0000 | 10.20 | 0.015 2 |
| BC | 9.000×10-8 | 1 | 9.000×10-8 | 0.072 8 | 0.795 1 |
| A² | 0.0018 | 1 | 0.001 8 | 1 479.05 | <0.000 1 |
| B² | 3.132×10-6 | 1 | 3.132×10-6 | 2.53 | 0.155 4 |
| C² | 4.106×10-6 | 1 | 4.106×10-6 | 3.32 | 0.111 1 |
| 残差 | 8.652×10-6 | 7 | 1.236×10-6 | - | - |
| 失拟项 | 8.652×10-6 | 3 | 2.884×10-6 | - | - |
| 纯误差 | 0.0000 | 4 | 0 | - | - |
| 总计 | 0.0051 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.0051 | 9 | 0.000 6 | 461.59 | <0.000 1 |
| A | 0.0031 | 1 | 0.003 1 | 2 489.50 | <0.000 1 |
| B | 3.920×10-6 | 1 | 3.920×10-6 | 3.17 | 0.118 2 |
| C | 0.0002 | 1 | 0.000 2 | 137.70 | <0.000 1 |
| AB | 6.250×10-6 | 1 | 6.250×10-6 | 5.06 | 0.059 3 |
| AC | 0.0000 | 1 | 0.0000 | 10.20 | 0.015 2 |
| BC | 9.000×10-8 | 1 | 9.000×10-8 | 0.072 8 | 0.795 1 |
| A² | 0.0018 | 1 | 0.001 8 | 1 479.05 | <0.000 1 |
| B² | 3.132×10-6 | 1 | 3.132×10-6 | 2.53 | 0.155 4 |
| C² | 4.106×10-6 | 1 | 4.106×10-6 | 3.32 | 0.111 1 |
| 残差 | 8.652×10-6 | 7 | 1.236×10-6 | - | - |
| 失拟项 | 8.652×10-6 | 3 | 2.884×10-6 | - | - |
| 纯误差 | 0.0000 | 4 | 0 | - | - |
| 总计 | 0.0051 | 16 | - | - | - |



| 1 | 支明宇. 空压机螺杆转子轻量化设计及增材制造工艺研究[D].陕西:陕西理工大学,2022. |
| 2 | 何雪明,陈泽华,武美萍,等.基于磨料水射流的螺杆转子加工新方法研究[J].中国机械工程,2016,27(19):2581⁃2588. |
| HE X M, CHEN Z H, WU M P, et al. Research on a new method for screw rotor processing using abrasive water jet[J]. China Mechanical Engineering,2016,27(19):2 581⁃2 588. | |
| 3 | Zhao Y, Zhao S, Wei W, et al. Precision grinding of screw rotors using CNC method[J].The International Journal of Advanced Manufacturing Technology, 2017, 89: 2 967⁃2 979. |
| 4 | Liu Z, Tang Q, Liu N, et al. A novel optimization design method of form grinding wheel for screw rotor[J]. Applied Sciences, 2019, 9(23): 5 079. |
| 5 | Hoang M T, Wu Y R. Error compensation method for milling single⁃threaded screw rotors with end mill tools[J]. Mechanism and Machine Theory, 2021, 157: 104170. |
| 6 | 晁 瑞,李志峰.基于增材制造螺杆转子结构轻量化设计与分析[J].工具技术,2020,54(07):53⁃56. |
| CHAO R, LI Z F. Lightweight design and analysis of screw rotor structure based on additive manufacturing[J].Tool Engineering,2020,54(07):53⁃56. | |
| 7 | 别明智.高含量玻纤增强聚酰胺66的制备及性能研究[J].塑料工业,2014,42(12):111⁃114. |
| BIE M ZH. Research on the preparation and property of high content glass fiber reinforced nylon 66[J].China Plastics Industry,2014,42(12):111⁃114. | |
| 8 | 宁敬威,林 立,刘 文,等.双头螺旋内齿轮精密注塑冷却工艺优化[J].工程塑料应用,2022,50(07):79⁃85. |
| NING J W, LIN L, LIU W, et al. Optimization of precision injection cooling process for double⁃headed spiral internal gear [J].Engineering Plastics Application,2022,50(07):79⁃85. | |
| 9 | 林启权,杨雪峰,董文正.基于Moldflow和正交试验设计的注射成型工艺参数的优化[J].中国塑料,2015,29(10):73⁃77. |
| LIN Q Q, YANG X F, DONG W Z. Optimization of injection molding process parameters based on moldflow and orthogonal experimental design[J].China Plastics,2015,29(10):73⁃77. | |
| 10 | 吴俊超,黄 帅,邓 锐,等.基于Moldflow的轿车后视镜镜框注塑工艺优化[J].工程塑料应用,2022,50(07):71⁃78,98. |
| WU J C, HUANG S, DENG R, et al. Optimization of injection molding process for car rearview mirror frame based on moldflow[J].Engineering Plastics Application, 2022,50(07):71⁃78,98. | |
| 11 | 李 莉,张 赛,何 强,等.响应面法在试验设计与优化中的应用[J].实验室研究与探索,2015,34(08):41⁃45. |
| LI L, ZHANG S, HE Q, et al. Application of response surface methodology in experiment design and optimization[J].Research and Exploration in Laboratory, 2015,34(08):41⁃45. | |
| 12 | Wilczyński K, Narowski P. A Strategy for Problem Solving of Filling Imbalance in Geometrically Balanced Injection Molds[J]. Polymers, 2020, 12(4): 805. |
| 13 | 黄 岸,王齐龙,周洪福,等.基于Moldex3d的薄壁复杂零件的注塑优化[J].中国塑料,2023,37(06):59⁃65. |
| HUANG A, WANG Q L, ZHOU H F, et al. Injection molding optimization of thin⁃walled complex parts based on Modex3d[J]. China Plastics, 2023,37(06):59⁃65. | |
| 14 | 凌 杰,刘 强,徐晓鸣.基于响应曲面法与Moldflow的热固性塑料反应注塑工艺参数优化[J].塑料工业,2021,49(09):67⁃71. |
| LING J, LIU Q, XU X M. Optimization of process parameters for reactive injection molding of thermosetting plastics based on response surface methodology and moldfolw[J]. China Plastics Industry,2021,49(09):67⁃71. | |
| 15 | Li H, Liu K, Zhao D, et al. Multi⁃objective optimizations for microinjection molding process parameters of biodegradable polymer stent[J]. Materials, 2018, 11(11): 2 322. |
| 16 | 沈洪雷,王永壮,谭 巍,等.工艺参数对厚壁注塑件表面缩痕的影响及其优化[J].机械设计与制造,2015(02):246⁃248. |
| SHEN H L, WANG Y Z, TAN W, et al. The influence and optimization of processing parameters on sink marks of injection molded thick wall products[J]. Machinery Design & Manufacture, 2015(02):246⁃248. | |
| 17 | 付士军.注射模工艺参数对塑件翘曲量的影响及优化[J].机械设计与制造,2012(02):244⁃246. |
| FU S J. Influence and optimization of process parameters on warpage of injection part [J]. Machinery Design & Manufacture,2012(02):244⁃246. | |
| 18 | Guo W, Hua L, Mao H, et al. Prediction of warpage in plastic injection molding based on design of experiments[J]. Journal of Mechanical Science and Technology, 2012, 26: 1 133⁃1 139. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||