




 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2021, Vol. 35 ›› Issue (4): 47-52.DOI: 10.19491/j.issn.1001-9278.2021.04.009
马秀清, 孙凯欣, 李瑞, 张亚军, 范一强( )
)
MA Xiuqing, SUN Kaixin, LI Rui, ZHANG Yajun, FAN Yiqiang()
摘要:
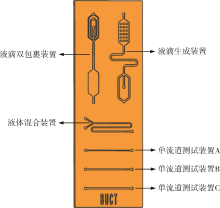
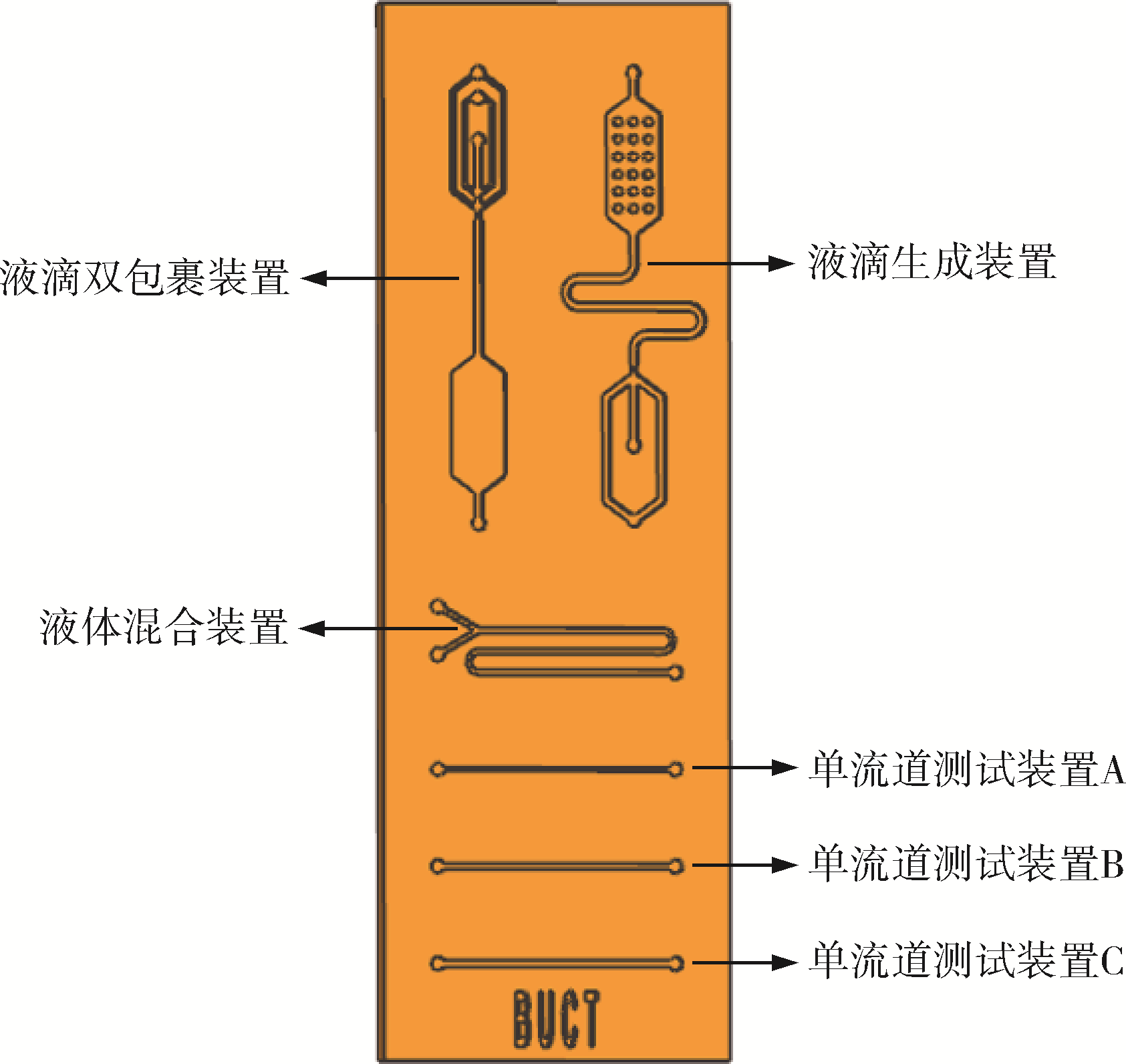
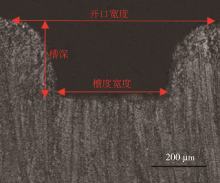
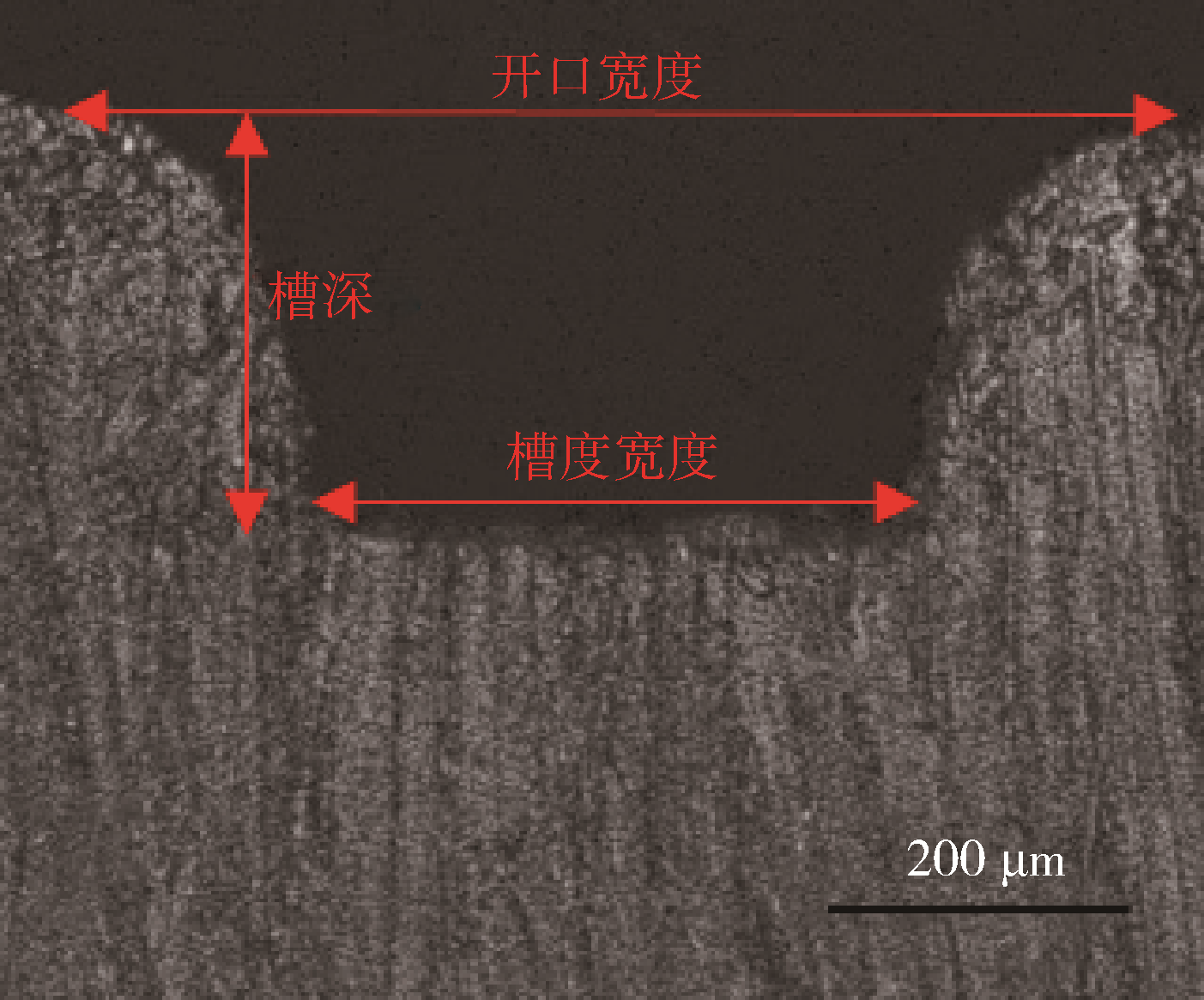
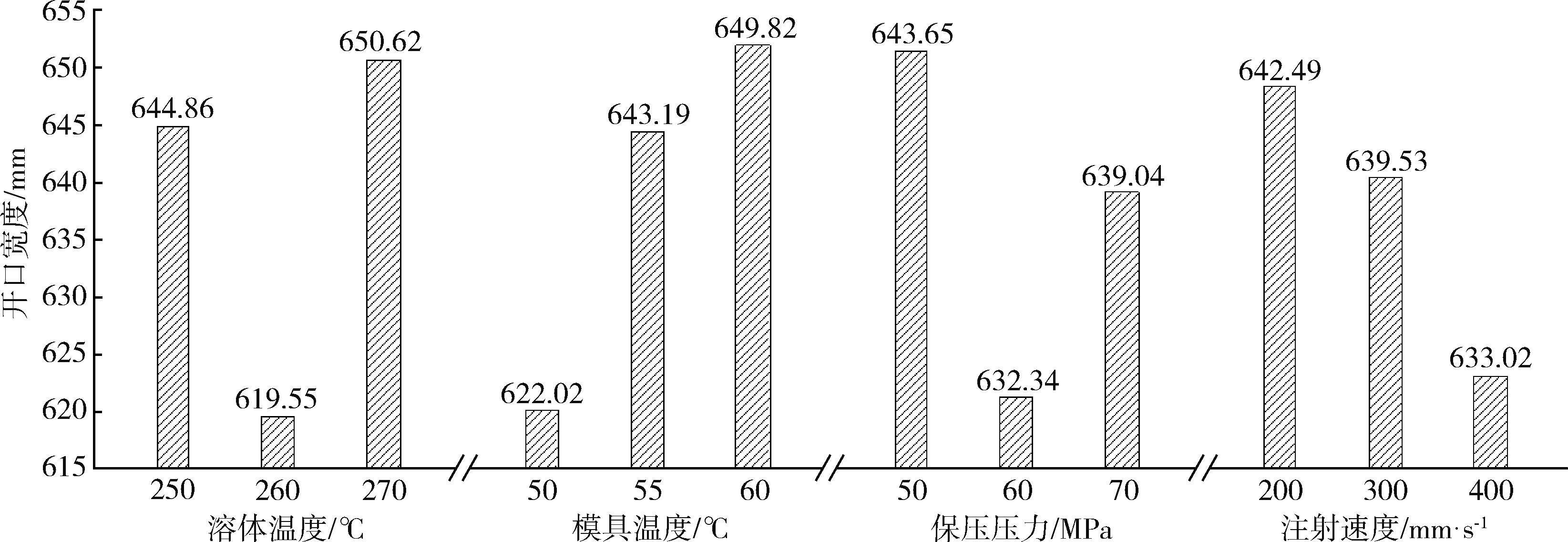
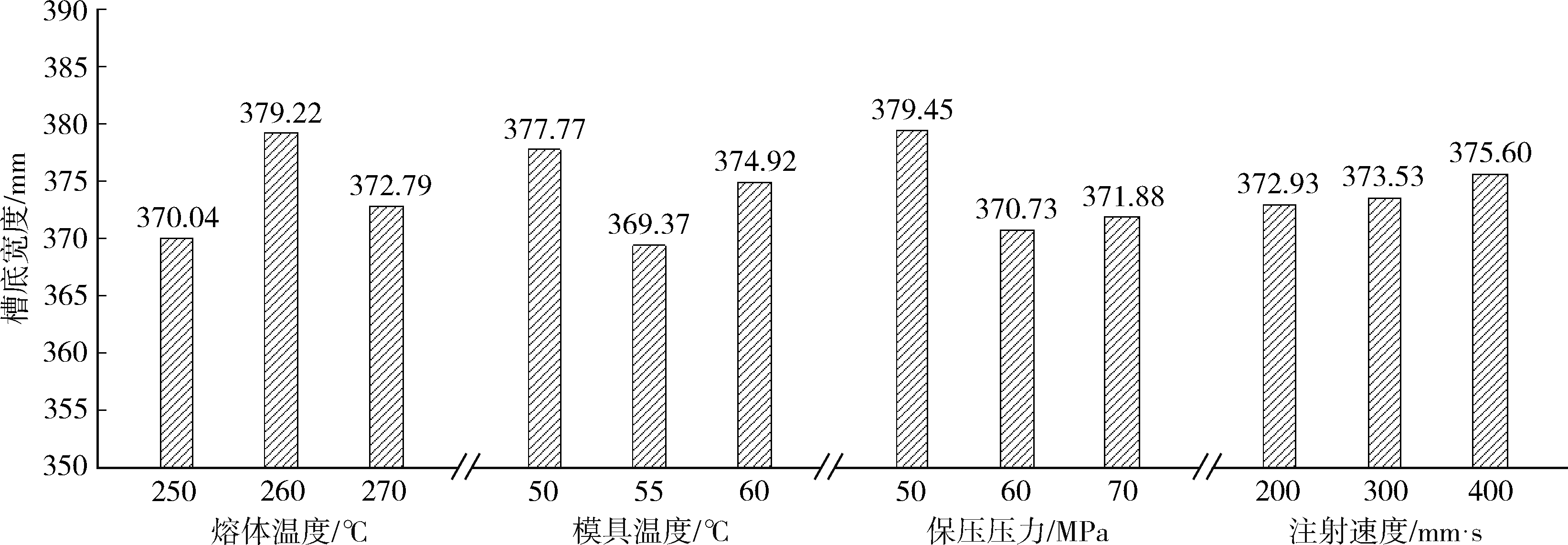
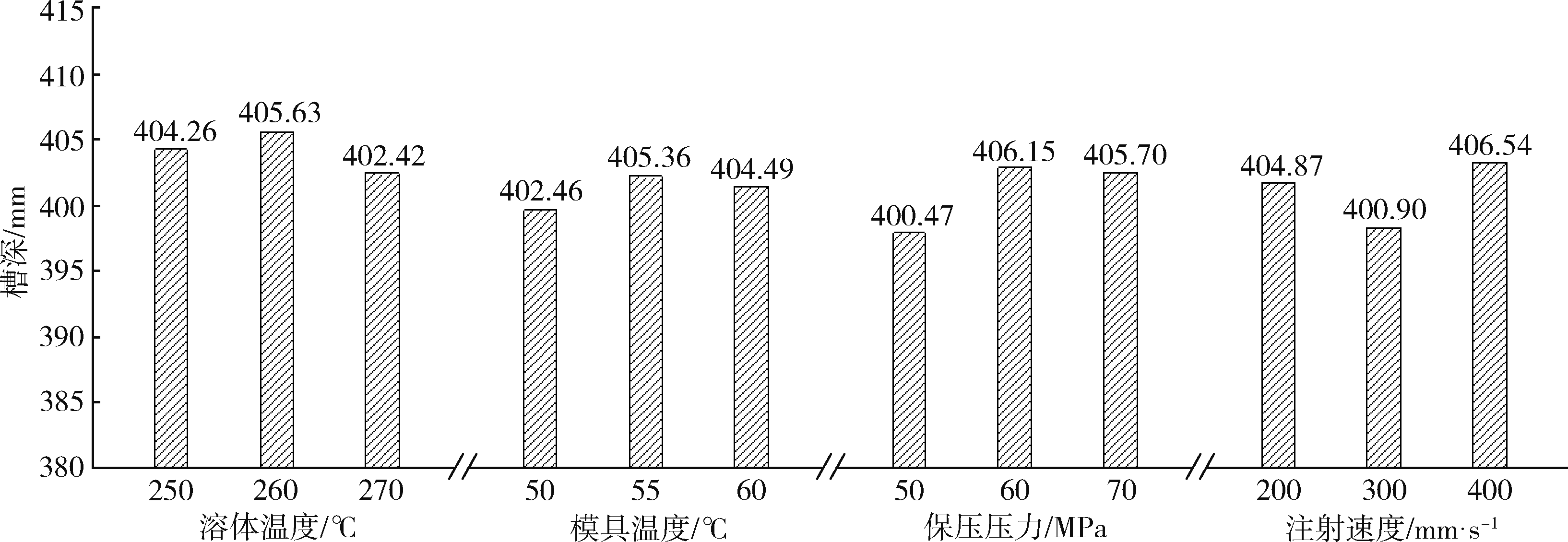
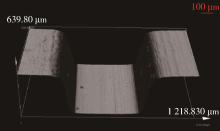
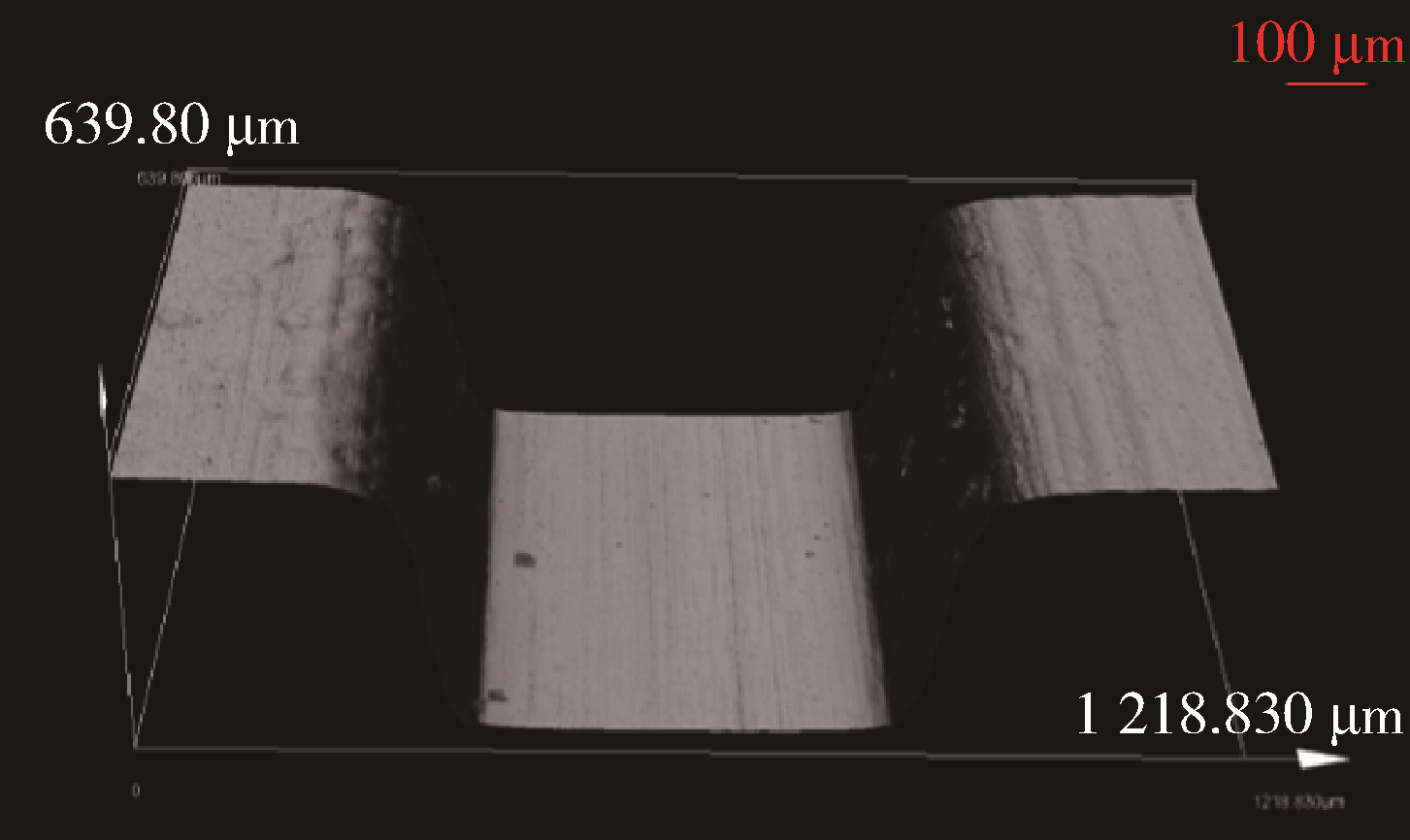
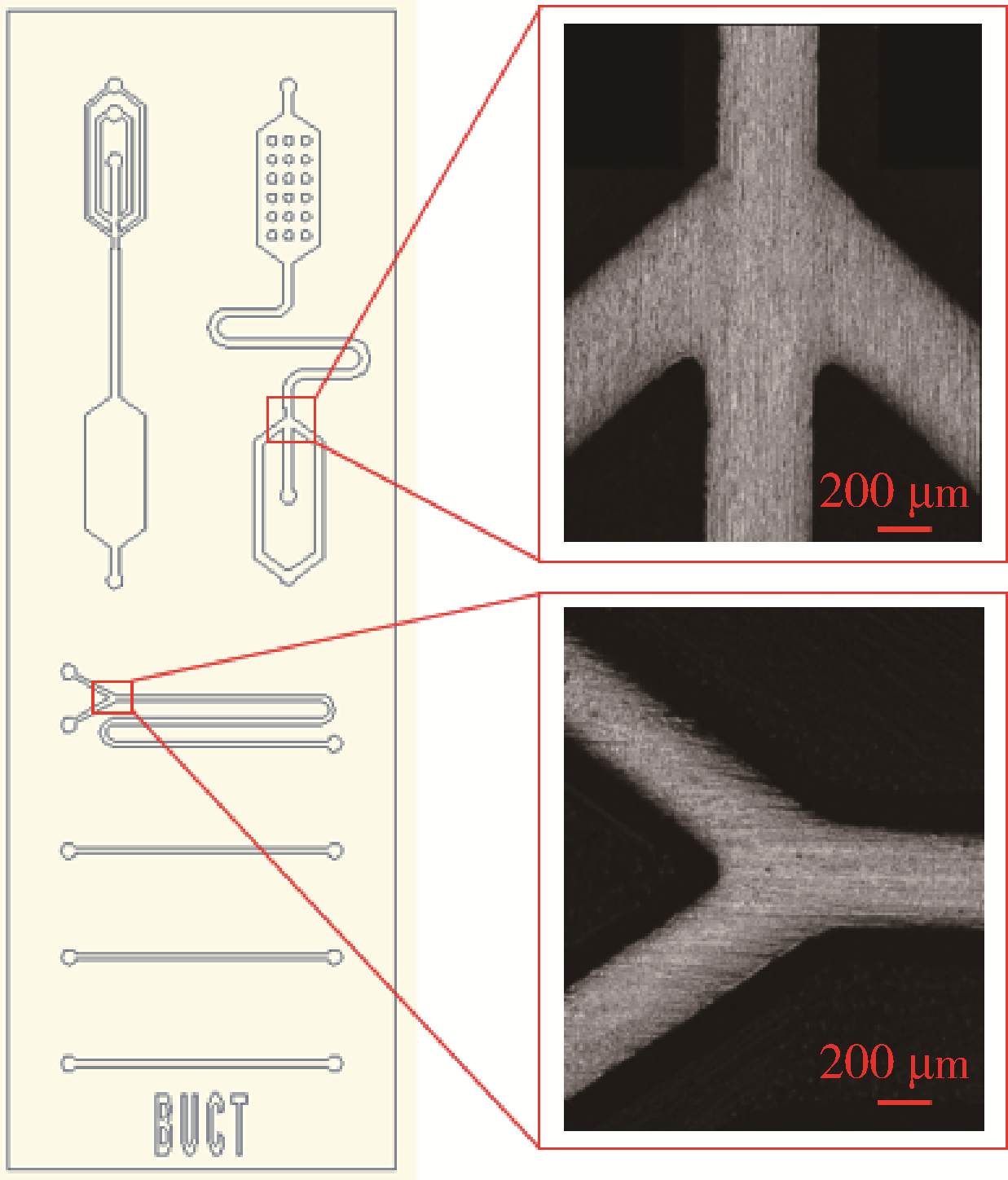
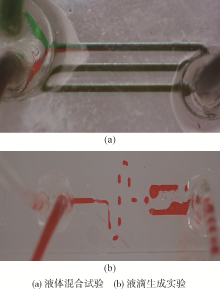
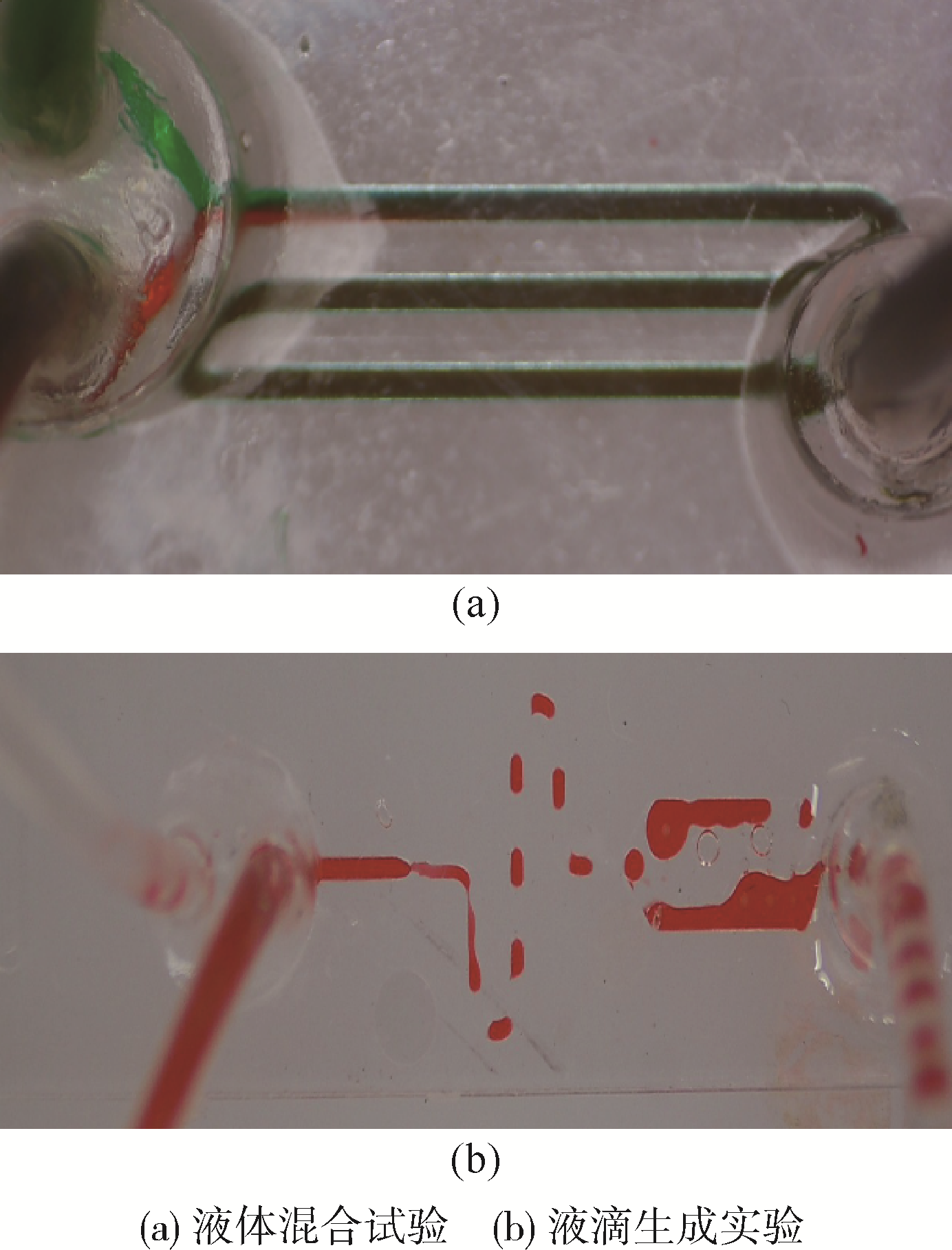
以聚甲基丙烯酸甲酯(PMMA)为原料,通过注塑加工的方式制备微流控芯片,经过多次注塑实验得出影响PMMA微流控芯片成型质量的主要因素是:模具温度、保压压力、熔体温度和注射速度。在其他参数不变的情况下,通过正交实验和极差分析确定了PMMA微流控芯片注射成型的最佳工艺:熔体温度260 ℃,模具温度50 ℃,保压压力60 MPa,注射速度400 mm/s,在该工艺条件下制得的单流道测试装置B的开口宽度、槽底宽度、槽深分别为:591.90、381.26、408.47 μm,这些参数所对应的设计值分别为:400、400、400 μm;在共聚焦显微镜下观察到芯片表面较为洁净、微结构比较完整,最后使用该微流控芯片完成了液体混合实验和液滴生成实验,表明最佳注塑工艺加工出的微流控芯片能满足正常使用,对于未来微流控芯片的批量化生产有着重要意义。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2