




 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (7): 62-67.DOI: 10.19491/j.issn.1001-9278.2024.07.011
任清海1,2( ), 孙祖东1, 耿铁2()
), 孙祖东1, 耿铁2()
REN Qinghai1,2(), SUN Zudong1, GENG Tie2()
摘要:
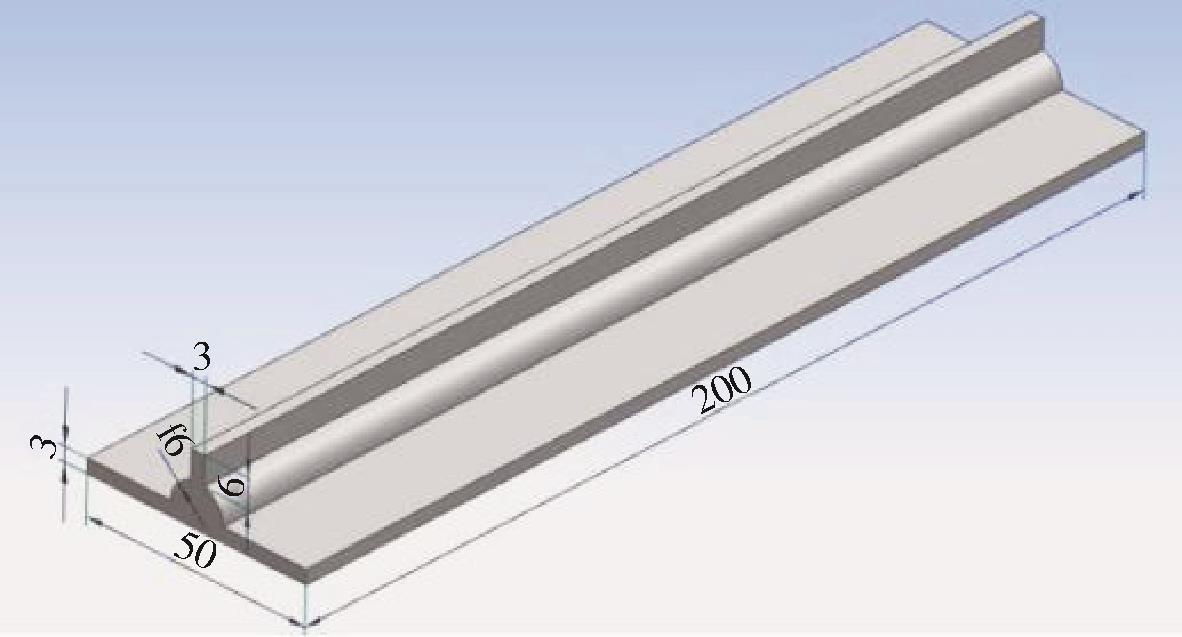
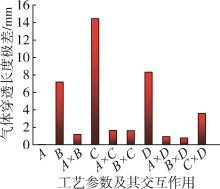
“双碳”目标下,气辅成型技术为塑料成型实现降低碳排放提供了有效途径。为精准规划气辅成型参数,提升气辅成型质量和效率,有效降低碳排放,采用三维数值模拟和成型实验,研究参数交互作用下气辅成型工艺正交优化。结果表明,参数交互作用对气体穿透长度影响小,而对气指缺陷的影响显著。极差分析的基础上,获得了优选参数组:熔体温度240 ℃,注气压力3 MPa,延迟时间4 s,模具温度40 ℃。经数值模拟和成型实验验证,优选参数组下得到气辅塑件的气体穿透长度及气指指标优良,可用于气辅成型实际生产。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2