

 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2023, Vol. 37 ›› Issue (8): 79-85.DOI: 10.19491/j.issn.1001-9278.2023.08.011
高海亮( ), 胡程, 周宇强, 刘欣, 程建明(), 宋桂珍()
), 胡程, 周宇强, 刘欣, 程建明(), 宋桂珍()
GAO Hailiang(), HU Cheng, ZHOU Yuqiang, LIU Xin, CHENG Jianming(), SONG Guizhen()
摘要:
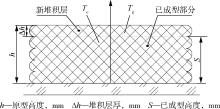
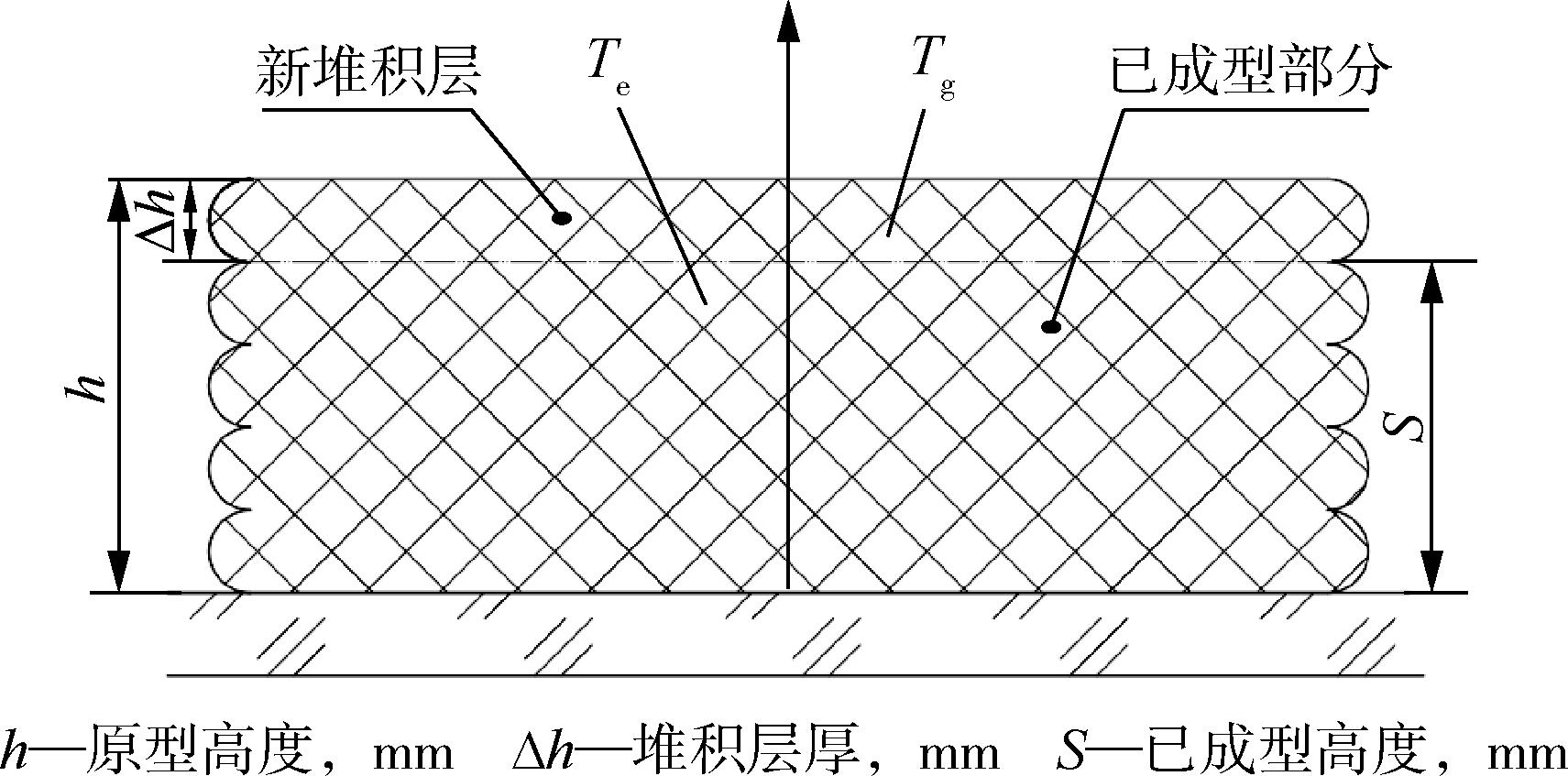
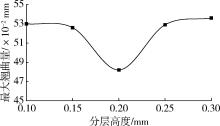
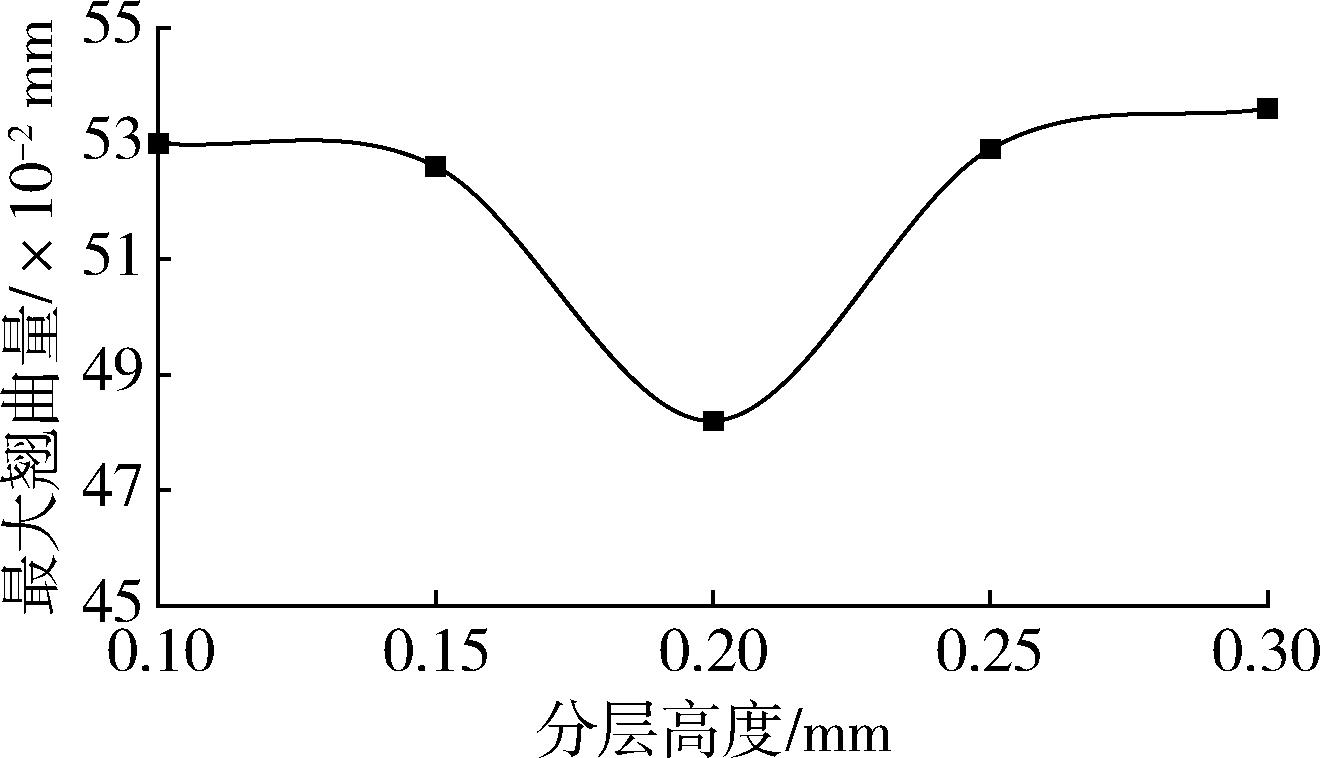
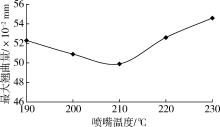
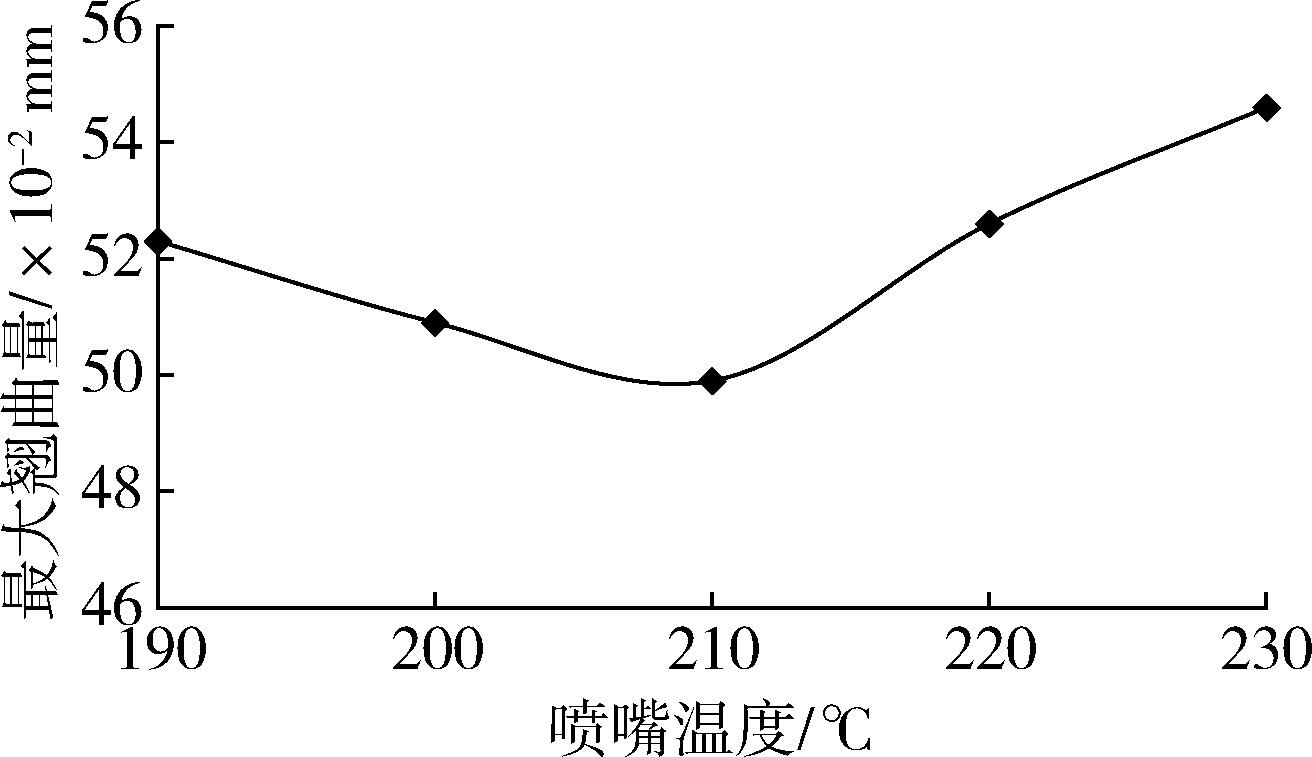
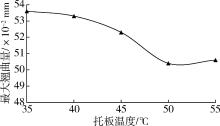
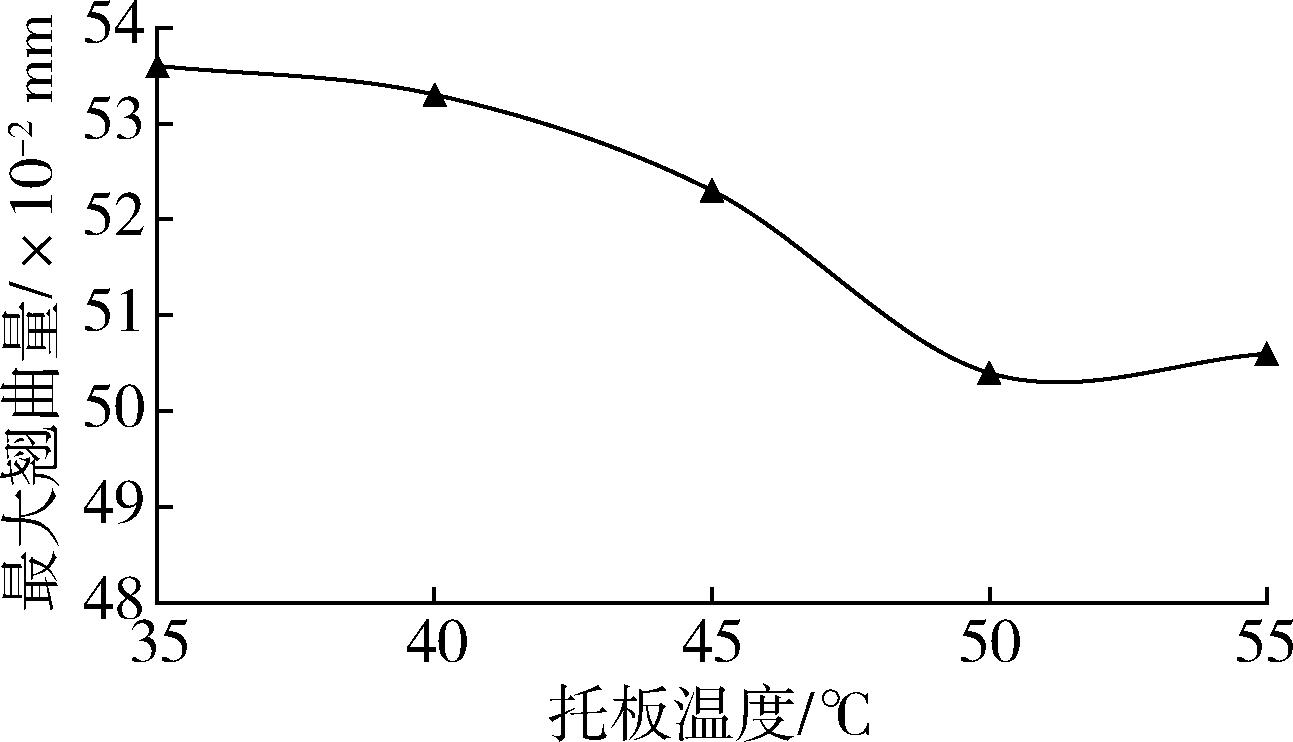
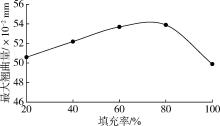
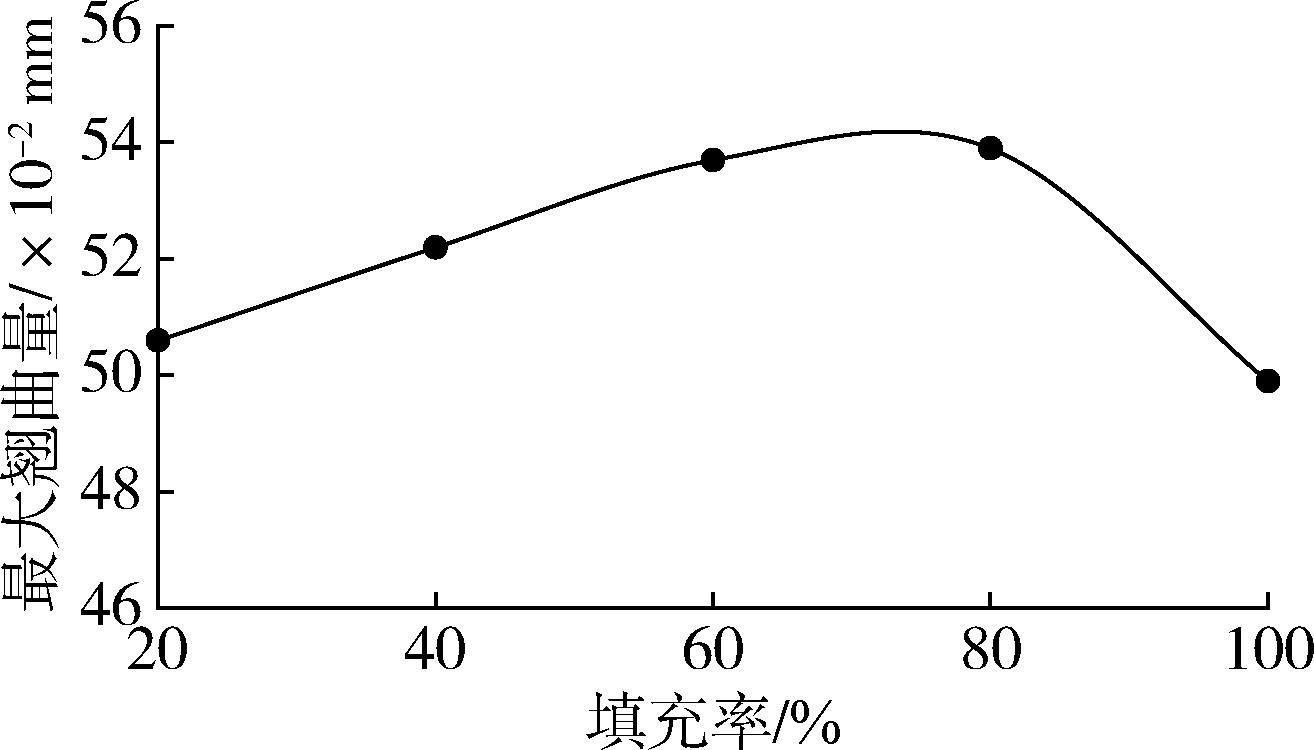
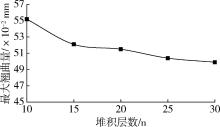
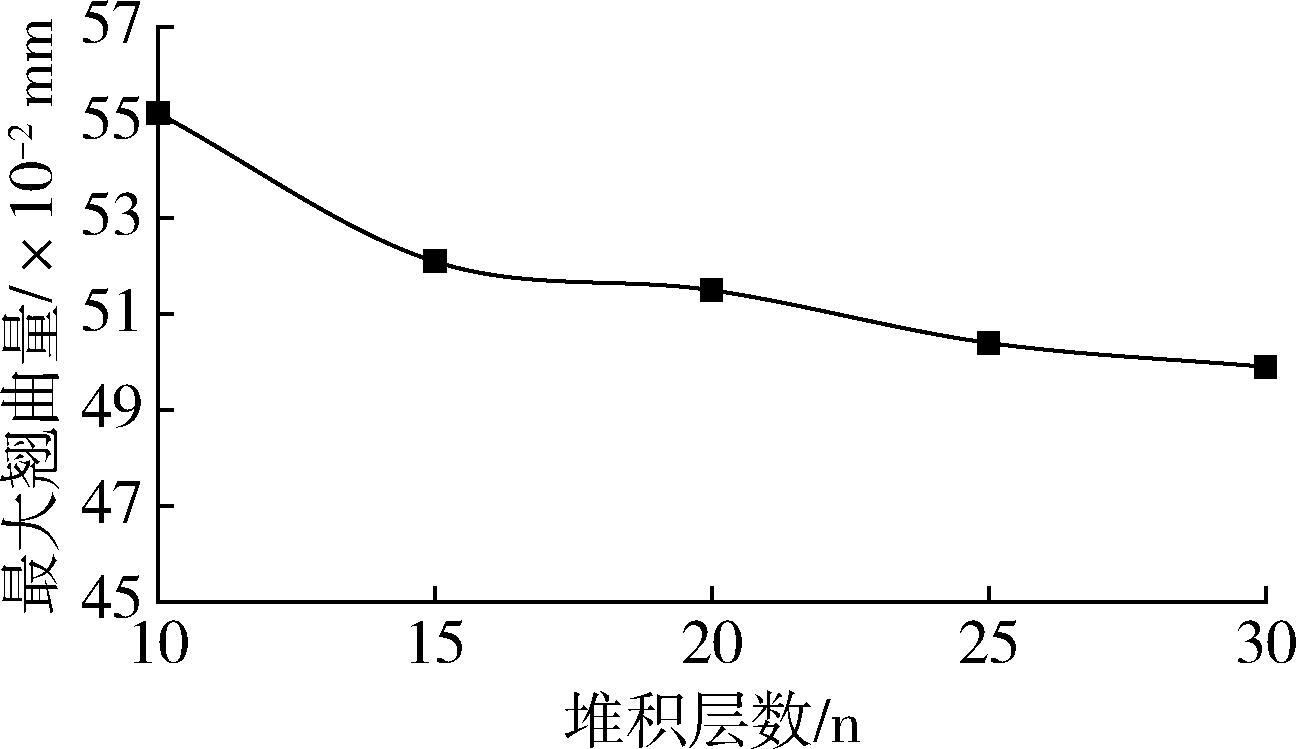
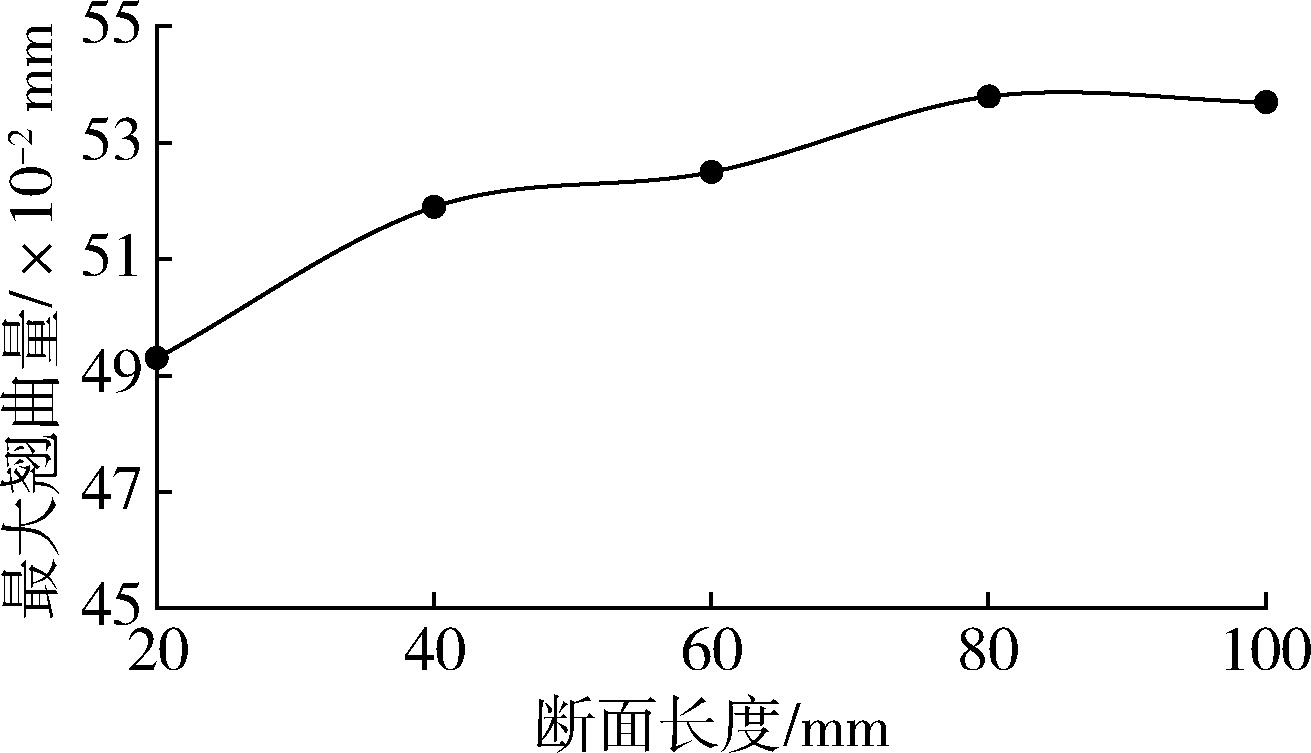
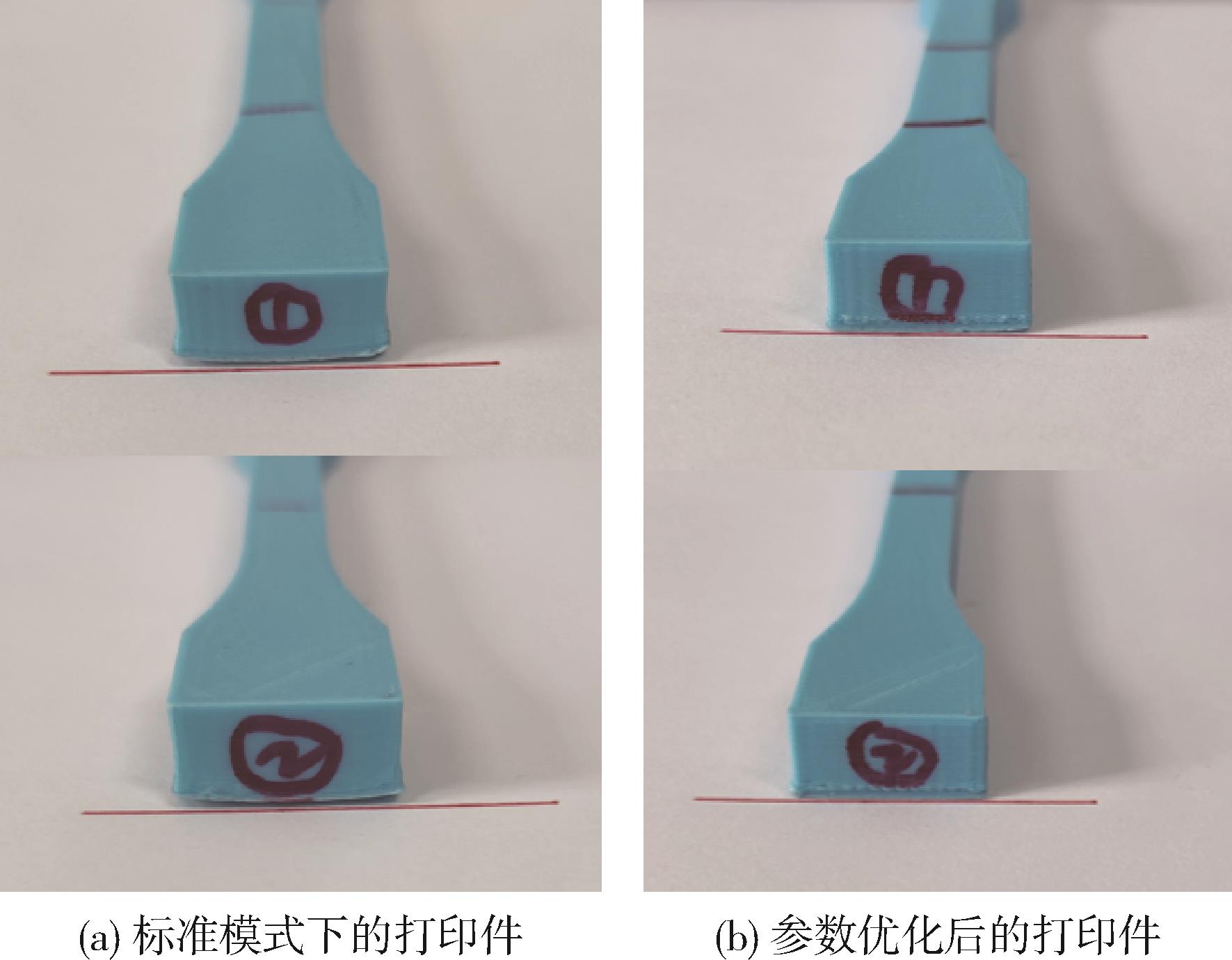
在大型零件的成形过程中,零件底部翘曲变形导致精度丧失是熔融沉积增材制造技术的一个突出问题。以熔融沉积成型(FDM)3D打印制件的底部翘曲变形为研究对象,建立了一种FDM翘曲变形的数学模型,通过标准正交试验设计研究喷嘴温度、分层厚度、托板温度、填充密度和堆积层数及断面长度对FDM 3D打印翘曲变形的影响,应用极差分析和方差分析得到了最优的工艺参数组合。研究结果表明,分层高度为0.2 mm,喷嘴温度为210 ℃,托板温度为55 ℃,填充率为40 %,底层堆积层数为25层,断面长度为20 mm,此时翘曲变形量最小,为0.402 mm。对翘曲变形影响程度主次顺序为:分层厚度>堆积层数>喷嘴温度>断面长度>填充密度>托板温度。随着堆积层数的增加和断面长度的减小,翘曲变形量呈减小趋势。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2