 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (1): 55-61.DOI: 10.19491/j.issn.1001-9278.2024.01.009
荣迪1,2( ), 贾志欣2(), 刘立君2, 李继强2, 赵川涛1,2, 高利珍2,3, 王少峰4
), 贾志欣2(), 刘立君2, 李继强2, 赵川涛1,2, 高利珍2,3, 王少峰4
收稿日期:2023-06-13
出版日期:2024-01-26
发布日期:2024-01-22
通讯作者:
贾志欣(1970-),女,教授,从事复合材料成型工艺优化、模具表面仿生强化研究,jzx@nit.zju.edu.cn作者简介:荣迪(1998-),男,硕士研究生,研究方向为复合材料热压成型工艺,coolcat@zju.edu.cn
基金资助:
RONG Di1,2(), JIA Zhixin2(), LIU Lijun2, LI Jiqiang2, ZHAO Chuantao1,2, GAO Lizhen2,3, WANG Shaofeng4
Received:2023-06-13
Online:2024-01-26
Published:2024-01-22
Contact:
JIA Zhixin
E-mail:coolcat@zju.edu.cn;jzx@nit.zju.edu.cn
摘要:
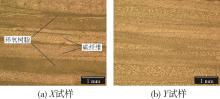
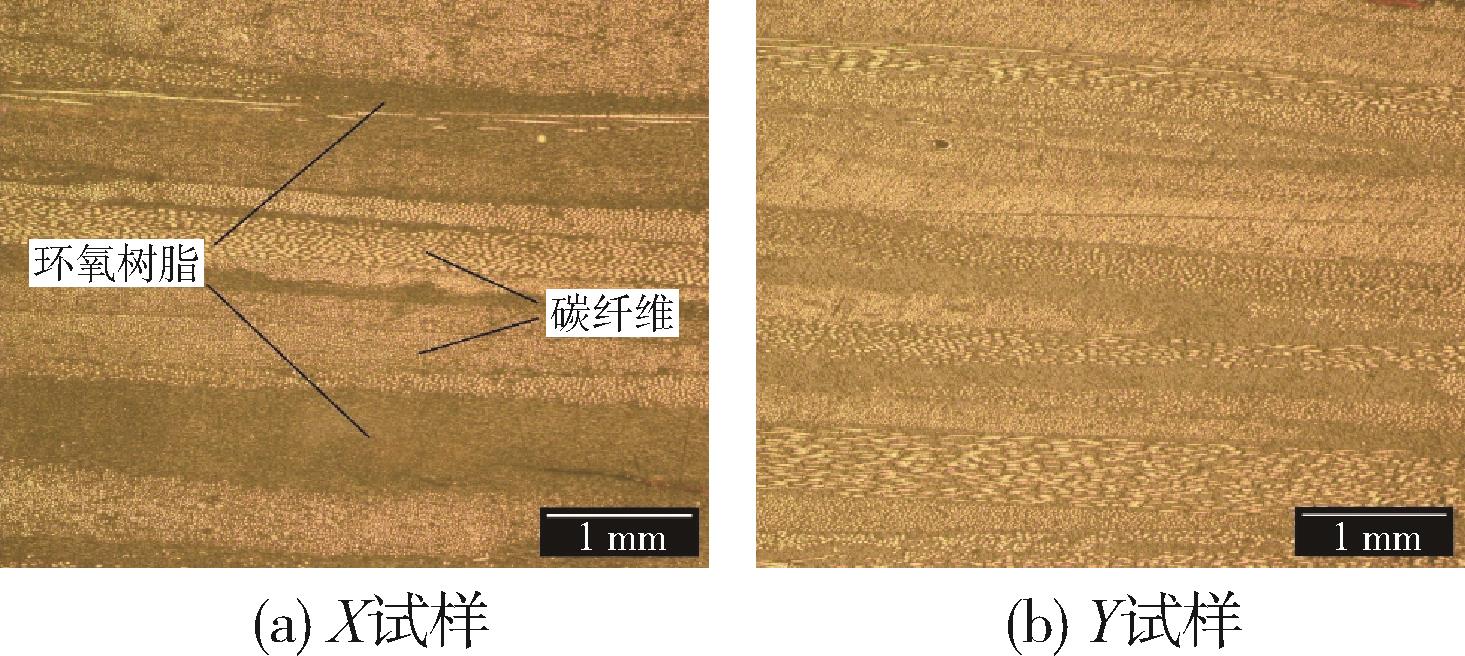
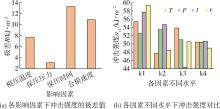
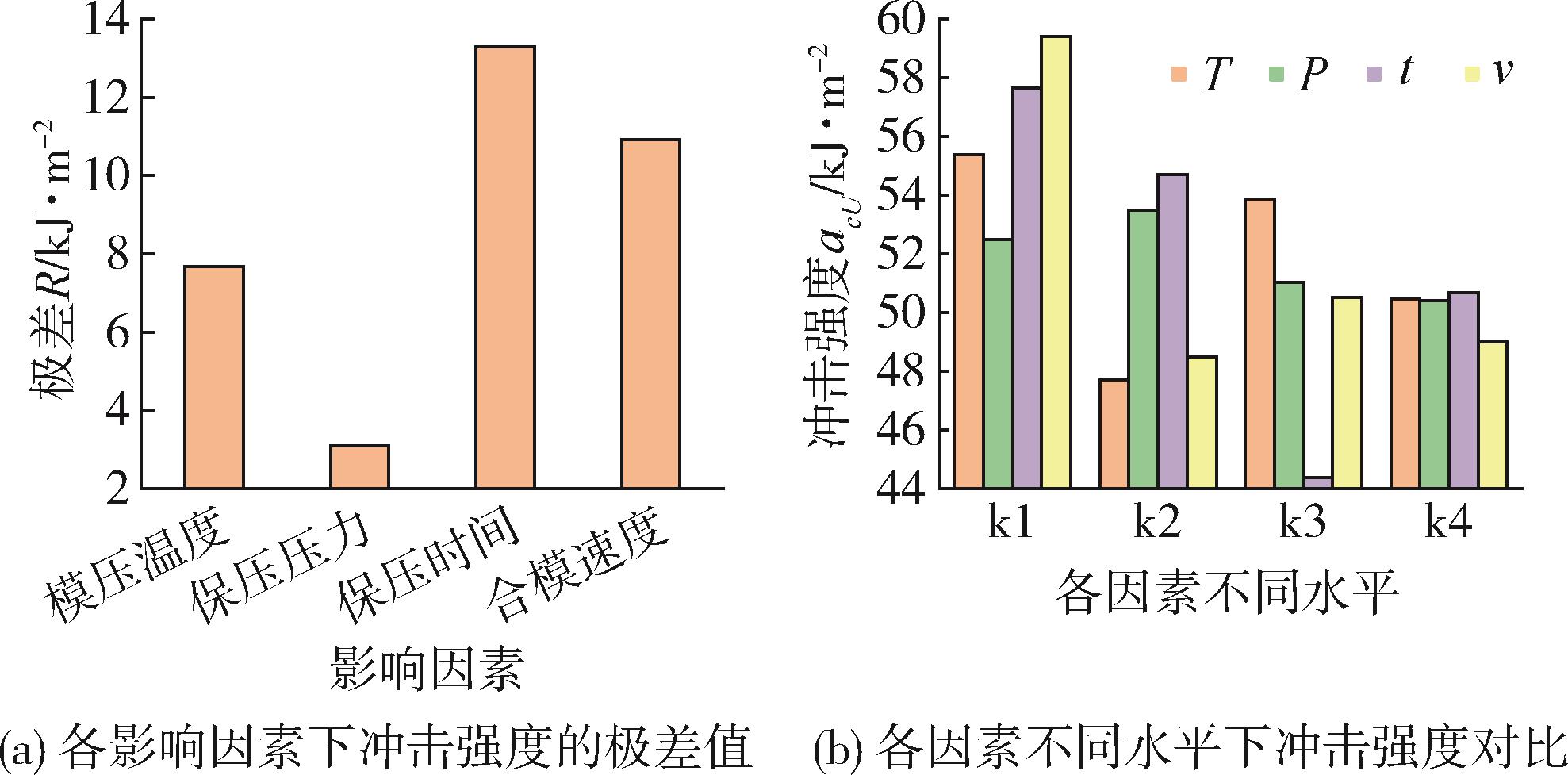
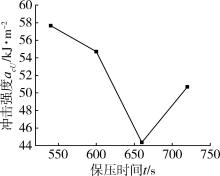
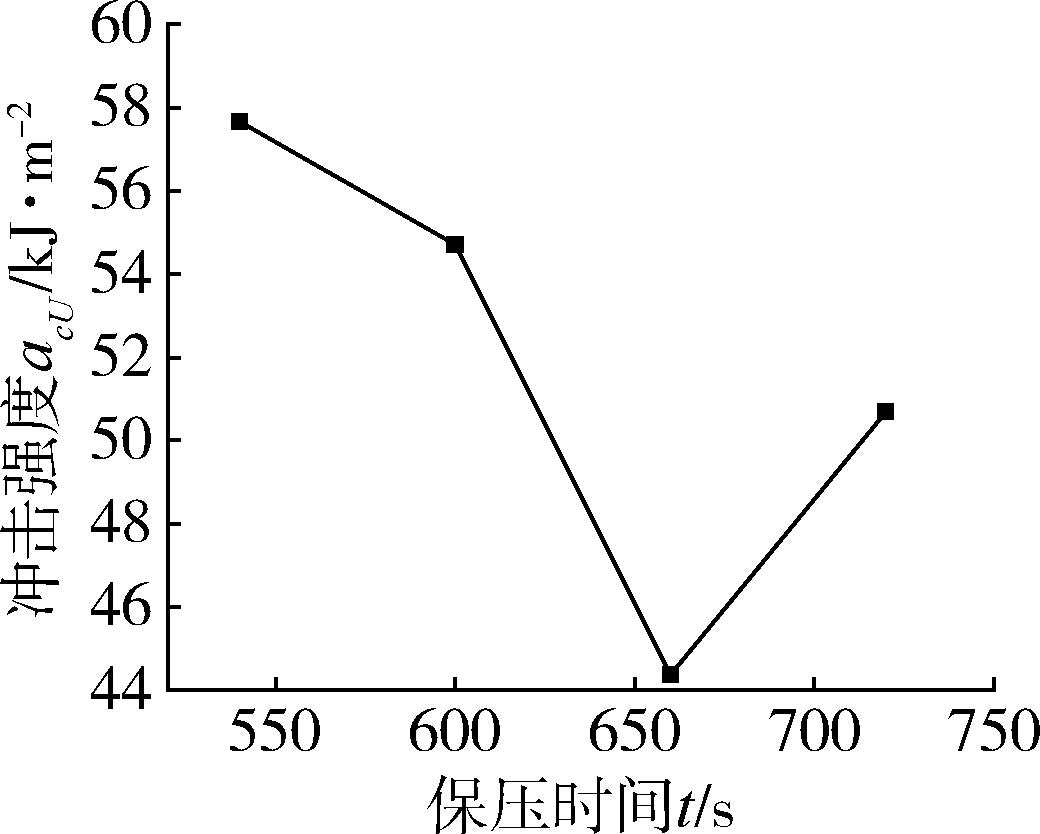
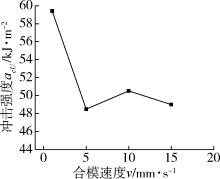
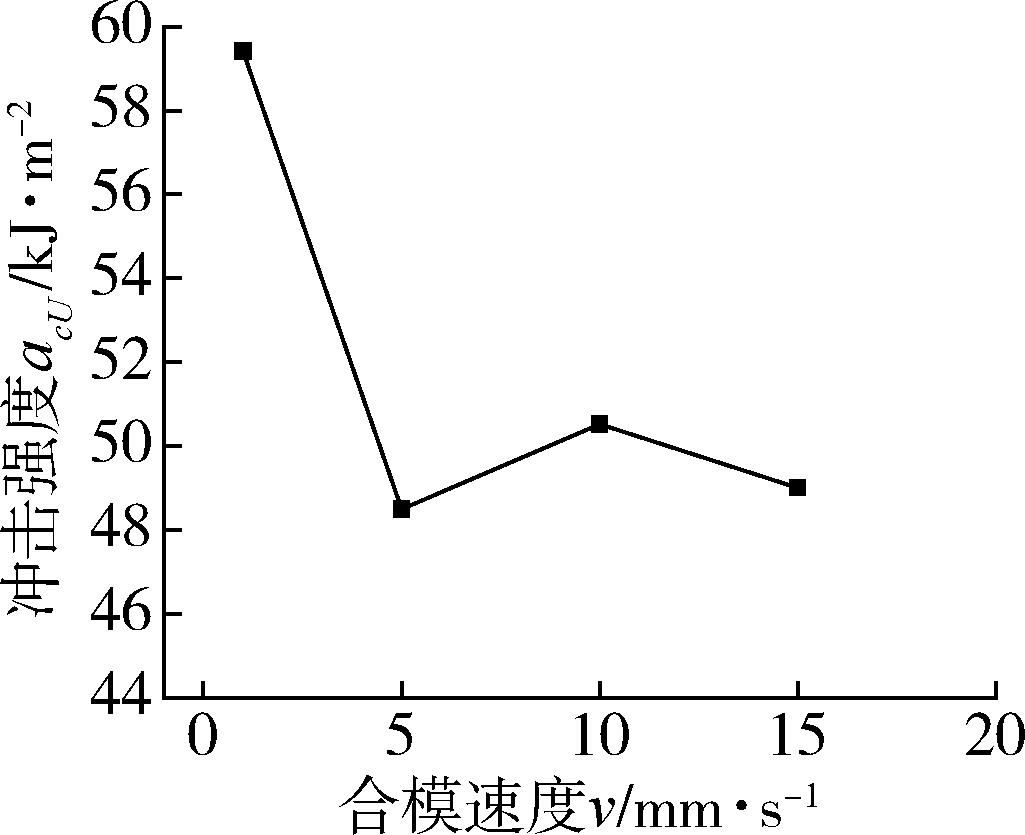
通过正交试验研究了模压温度、模压压力、保压时间、合模速度对环氧树脂/碳纤维片状模塑料模压成型制品冲击强度的影响,制品冲击强度表现出显著的各向异性。使用极差法证明各因素对冲击强度的影响大小为:保压时间t>合模速度
中图分类号:
荣迪, 贾志欣, 刘立君, 李继强, 赵川涛, 高利珍, 王少峰. 环氧树脂/碳纤维复合材料模压制品冲击强度影响因素分析[J]. 中国塑料, 2024, 38(1): 55-61.
RONG Di, JIA Zhixin, LIU Lijun, LI Jiqiang, ZHAO Chuantao, GAO Lizhen, WANG Shaofeng. Analysis of influence factors on impact strength of epoxy/carbon⁃fiber⁃composite⁃molded products[J]. China Plastics, 2024, 38(1): 55-61.




| 试验编号 | ||||
|---|---|---|---|---|
| 1 | 130 | 400 | 540 | 1 |
| 2 | 130 | 500 | 600 | 5 |
| 3 | 130 | 600 | 660 | 10 |
| 4 | 130 | 700 | 720 | 15 |
| 5 | 140 | 600 | 720 | 1 |
| 6 | 140 | 700 | 660 | 5 |
| 7 | 140 | 700 | 600 | 10 |
| 8 | 140 | 400 | 540 | 15 |
| 9 | 150 | 500 | 600 | 1 |
| 10 | 150 | 700 | 540 | 5 |
| 11 | 150 | 600 | 720 | 10 |
| 12 | 150 | 500 | 660 | 15 |
| 13 | 160 | 400 | 660 | 1 |
| 14 | 160 | 500 | 720 | 5 |
| 15 | 160 | 700 | 540 | 10 |
| 16 | 160 | 600 | 600 | 15 |
| 试验编号 | ||||
|---|---|---|---|---|
| 1 | 130 | 400 | 540 | 1 |
| 2 | 130 | 500 | 600 | 5 |
| 3 | 130 | 600 | 660 | 10 |
| 4 | 130 | 700 | 720 | 15 |
| 5 | 140 | 600 | 720 | 1 |
| 6 | 140 | 700 | 660 | 5 |
| 7 | 140 | 700 | 600 | 10 |
| 8 | 140 | 400 | 540 | 15 |
| 9 | 150 | 500 | 600 | 1 |
| 10 | 150 | 700 | 540 | 5 |
| 11 | 150 | 600 | 720 | 10 |
| 12 | 150 | 500 | 660 | 15 |
| 13 | 160 | 400 | 660 | 1 |
| 14 | 160 | 500 | 720 | 5 |
| 15 | 160 | 700 | 540 | 10 |
| 16 | 160 | 600 | 600 | 15 |
| 试验编号 | ||||
|---|---|---|---|---|
| 1 | 50.85 | 12.93 | 67.80 | 15.75 |
| 2 | 45.85 | 11.84 | 57.75 | 9.39 |
| 3 | 42.27 | 4.35 | 49.48 | 5.40 |
| 4 | 49.10 | 8.97 | 46.53 | 4.75 |
| 5 | 49.50 | 5.75 | 54.51 | 11.42 |
| 6 | 47.96 | 4.06 | 33.82 | 10.76 |
| 7 | 38.07 | 3.13 | 46.47 | 9.82 |
| 8 | 37.19 | 12.62 | 56.04 | 5.56 |
| 9 | 42.71 | 1.91 | 66.56 | 9.99 |
| 10 | 43.03 | 4.76 | 52.09 | 3.49 |
| 11 | 37.58 | 8.46 | 51.43 | 12.81 |
| 12 | 41.95 | 6.54 | 45.39 | 17.25 |
| 13 | 41.34 | 13.25 | 48.77 | 9.48 |
| 14 | 43.44 | 4.80 | 50.29 | 8.64 |
| 15 | 41.39 | 4.97 | 54.72 | 6.40 |
| 16 | 48.47 | 6.04 | 48.04 | 6.71 |
| 试验编号 | ||||
|---|---|---|---|---|
| 1 | 50.85 | 12.93 | 67.80 | 15.75 |
| 2 | 45.85 | 11.84 | 57.75 | 9.39 |
| 3 | 42.27 | 4.35 | 49.48 | 5.40 |
| 4 | 49.10 | 8.97 | 46.53 | 4.75 |
| 5 | 49.50 | 5.75 | 54.51 | 11.42 |
| 6 | 47.96 | 4.06 | 33.82 | 10.76 |
| 7 | 38.07 | 3.13 | 46.47 | 9.82 |
| 8 | 37.19 | 12.62 | 56.04 | 5.56 |
| 9 | 42.71 | 1.91 | 66.56 | 9.99 |
| 10 | 43.03 | 4.76 | 52.09 | 3.49 |
| 11 | 37.58 | 8.46 | 51.43 | 12.81 |
| 12 | 41.95 | 6.54 | 45.39 | 17.25 |
| 13 | 41.34 | 13.25 | 48.77 | 9.48 |
| 14 | 43.44 | 4.80 | 50.29 | 8.64 |
| 15 | 41.39 | 4.97 | 54.72 | 6.40 |
| 16 | 48.47 | 6.04 | 48.04 | 6.71 |
| Mann⁃Whitney U | Wilcoxon W | Z | 渐进显著性 (双尾) | 精确显著性 [2*(单尾显著性)] | X试样冲击强度均值 (16组全部试样) | Y试样冲击强度均值 (16组全部试样) |
|---|---|---|---|---|---|---|
| 42.000 | 178.000 | -3.241 | 0.001 | 43.79 | 51.86 |
| Mann⁃Whitney U | Wilcoxon W | Z | 渐进显著性 (双尾) | 精确显著性 [2*(单尾显著性)] | X试样冲击强度均值 (16组全部试样) | Y试样冲击强度均值 (16组全部试样) |
|---|---|---|---|---|---|---|
| 42.000 | 178.000 | -3.241 | 0.001 | 43.79 | 51.86 |
| 各水平冲击强度均值 | 影响因素 | |||
|---|---|---|---|---|
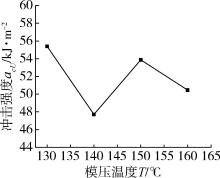
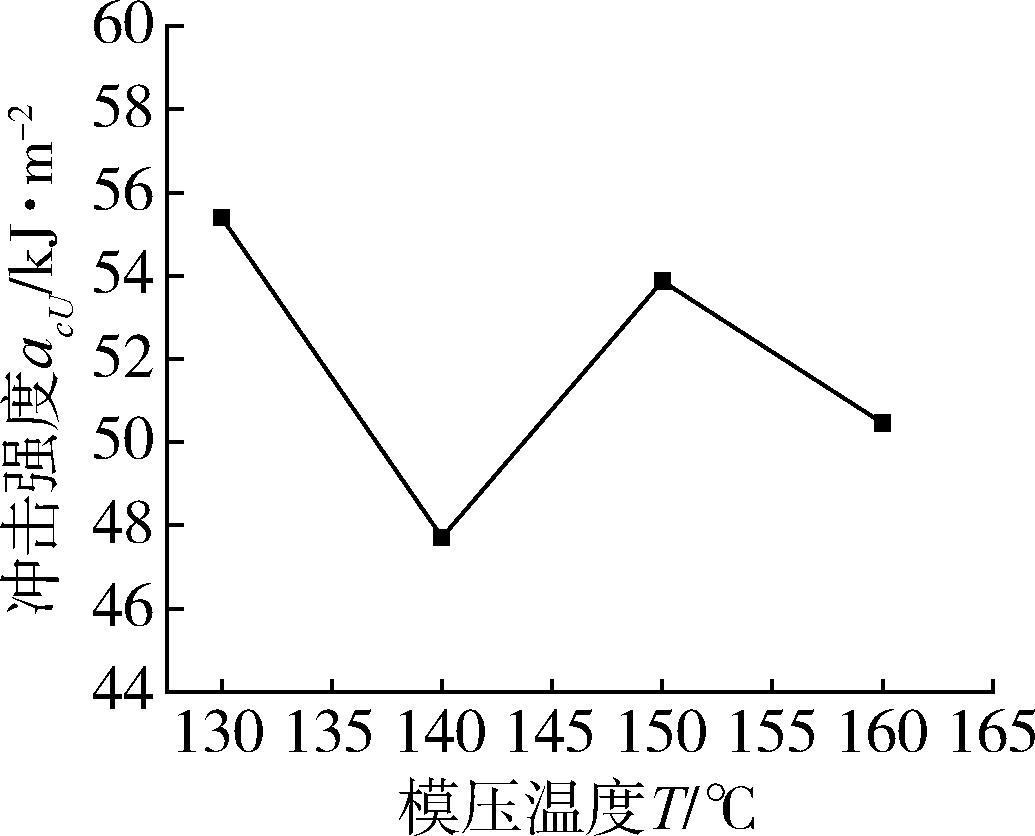
| 55.39 | 52.49 | 57.66 | 59.41 | |
| 47.71 | 53.50 | 54.71 | 48.49 | |
| 53.87 | 51.03 | 44.37 | 50.52 | |
| 50.46 | 50.41 | 50.69 | 49.00 | |
| 7.68 | 3.09 | 13.29 | 10.92 | |
| 各水平冲击强度均值 | 影响因素 | |||
|---|---|---|---|---|
| 55.39 | 52.49 | 57.66 | 59.41 | |
| 47.71 | 53.50 | 54.71 | 48.49 | |
| 53.87 | 51.03 | 44.37 | 50.52 | |
| 50.46 | 50.41 | 50.69 | 49.00 | |
| 7.68 | 3.09 | 13.29 | 10.92 | |
正交试验中冲击 强度最大值 | 最优参数组制品Y方向试样 冲击强度平均值 | 冲击强度 提高百分比/% |
|---|---|---|
| 67.80 | 74.41 | 9.75 |
正交试验中冲击 强度最大值 | 最优参数组制品Y方向试样 冲击强度平均值 | 冲击强度 提高百分比/% |
|---|---|---|
| 67.80 | 74.41 | 9.75 |
| 1 | 张 婧, 于 今, 熊 磊, 等. 车用碳纤维复合材料性能及成型工艺[J]. 科技导报, 2016, 34(8): 26⁃30. |
| ZHANG J, YU J, XIONG L, et al. Performance and molding processes of automotive carbon fiber reinforced plastics [J]. Science & Technology Review, 2016, 34(8): 26⁃30. | |
| 2 | 包建文, 蒋诗才, 张代军. 航空碳纤维树脂基复合材料的发展现状和趋势[J]. 科技导报, 2018, 36(19): 52⁃63. |
| BAO J W, JIANG S C, ZHANG D J. Current status and trends of aeronautical resin matrix composites reinforced by carbon fiber [J]. Science & Technology Review, 2018, 36(19): 53⁃63. | |
| 3 | 王英男, 潘利剑, 刘国峰. 复合材料湿法模压成型工艺参数研究[J]. 航空制造技术, 2018, 61(14): 56⁃60. |
| WANG Y N, PAN L J, LIU G F. Parameters of composites wet compression molding [J]. Aeronautical Manufacturing Technology, 2018, 61(14): 56⁃60. | |
| 4 | 郑 兵. 编织碳纤维增强热塑性复合材料热压⁃注塑整体化成形关键技术[D]. 武汉:华中科技大学, 2019. |
| 5 | 张臣臣, 贾志欣, 刘立君, 等. 环氧树脂/碳纤维复合材料模压制品表面质量影响因素分析[J]. 中国塑料, 2023, 37(3): 77⁃82. |
| ZHANG C C, JIA Z X, LIU L J, et al. Analysis of influencing factors for surface quality of carbon fiber/epoxy composite⁃molded products [J]. China Plastics, 2023, 37(3): 77⁃82. | |
| 6 | 汪 兴, 贾志欣, 刘立君, 等. 基于极差分析的SMC复合材料模压工艺参数优化[J]. 中国塑料, 2022, 36(10): 77⁃83. |
| WANG X, JIA Z X, LIU L J, et al. Optimization of molding process parameters for sheet molding compound composites based on range analysis [J]. China Plastics, 2022, 36(10): 77⁃83. | |
| 7 | 胡章平. 长玻璃纤维增强聚丙烯复合材料模压成型工艺研究[D]. 长沙:湖南大学, 2015. |
| 8 | 杨志生, 贾丽霞. 玻璃纤维增强酚醛树脂模压制品工艺研究[J]. 航天制造技术, 2008, 8(4): 19⁃21. |
| YANG Z S, JIA L X. Research on the technology of glass fiber reinforced phenolic resin molded products [J]. Aeronautical Manufacturing Technology, 2008, 8(4): 19⁃21. | |
| 9 | 花蕾蕾. 复合材料构件固化变形分析及其模具结构优化[D]. 南京:南京航空航天大学, 2020. |
| 10 | 林旭东. 连续玻纤增强PVC复合材料制备及强度研究[D]. 北京:北京化工大学, 2019. |
| 11 | 宋清华, 肖 军, 文立伟, 等. 模压工艺对玻璃纤维增强聚丙烯复合材料层合板力学性能的影响[J]. 复合材料学报, 2016, 33(12): 2 740⁃2 748. |
| SONG Q H, XIAO J, WEN L W, et al. Influence of molding press on mechanical pro perties of glass fiber reinforced polypropylene composite laminates[J]. Acta Materiae Compositae Sinica, 2016, 33(12): 2 740⁃2 748. | |
| 12 | 张 吉. 基于有限元模拟的复合材料构件热压罐成型工艺研究[D]. 南京:南京航空航天大学, 2012. |
| 13 | Mayer C, Wang X, Neitzel M. Macro⁃ and micro⁃impregnation phenomena in continuous manufacturing of fabric reinforced thermoplastic composites[J]. Composites Part A: Applied Science and Manufacturing, 1998, 29(7): 783⁃793. |
| 14 | 吴凤楠, 刘 阔, 贾志欣, 等. SMC与PCM复合材料模压件力学强度[J]. 工程塑料应用, 2020, 48(12): 118⁃122. |
| WU F N, LIU K, JIA Z X, et al. The mechanical properties of SMC and PCM compression molding parts [J]. Engineering Plastics Application, 2020, 48(12): 118⁃122. |
| [1] | 张世博, 杨洋, 晏永, 傅鹏飞. 2,2′⁃二苯甲酰氨基二苯基二硫化物/氧化锌催化剂降低废旧胶粉脱硫温度的研究[J]. 中国塑料, 2023, 37(9): 83-89. |
| [2] | 邹永昆 范温柔 余彪 郭森 高天明 何经纬 刘芳. 耐化学抗菌改性PC/TPU共混合金的制备及性能研究[J]. , 2023, 37(7): 41-46. |
| [3] | 吴文富 王振军 黄德辉 李佳容 边关. 双组分聚氨酯嵌缝胶的制备与性能研究[J]. , 2023, 37(4): 39-45. |
| [4] | 周新星, 郑玉婴, 陈乘鑫, 孔繁盛. 热塑性聚氨酯/石墨烯改性聚氨酯注浆材料的制备与性能研究[J]. 中国塑料, 2023, 37(1): 54-59. |
| [5] | 李宁利, 王猛, 王瑞, 朱壮壮. 橡塑合金改性沥青制备工艺关键参数研究[J]. 中国塑料, 2022, 36(12): 78-85. |
| [6] | 汪兴, 贾志欣, 刘立君, 李继强, 张臣臣, 王少峰. 基于极差分析的SMC复合材料模压工艺参数优化[J]. 中国塑料, 2022, 36(10): 77-83. |
| [7] | 郑方莉, 傅南红, 焦晓龙, 杨卫民, 谢鹏程. 人工智能在注射成型参数设置及优化中的研究进展[J]. 中国塑料, 2022, 36(1): 84-91. |
| [8] | 蒋果, 卢婉霞, 张水洞. 改性TPS对PPC基复合材料流变、微观形貌和力学性能的影响[J]. 中国塑料, 2021, 35(6): 1-6. |
| [9] | 李胤, 周松, 鲁超飞, 罗玉梅, 白小东. PE⁃g⁃MAH对聚酰胺6/导电炭黑复合材料性能的影响[J]. 中国塑料, 2021, 35(3): 44-49. |
| [10] | 王文超, 王艳芝, 张振利, 张居亮, 刘少磊, 魏冰. 基于滤板应用的β成核剂增韧改性聚丙烯研究[J]. 中国塑料, 2021, 35(12): 102-107. |
| [11] | 薛茂远, 梅益, 罗宁康, 唐芳艳, 肖展开. 基于模糊集的车用升降器开关面板注射成型保压曲线优化研究[J]. 中国塑料, 2021, 35(10): 76-82. |
| [12] | 康文倩, 马宗立, 高玉林, 王雄, 杨宝, 闫功臣. 耐热聚丙烯专用料的结构与性能[J]. 中国塑料, 2020, 34(7): 10-13. |
| [13] | 谢熙威, 翁云宣, 张彩丽, 宋鑫宇. 铝酸酯增容改性竹粉对PBAT/BF复合材料性能的影响[J]. 中国塑料, 2020, 34(4): 78-83. |
| [14] | 李薇, 夏新曙, 林鸿裕, 杨裕金, 陈庆华, 肖荔人. 熔融沉积方式对PLA/TPU体系冲击性能的影响[J]. 中国塑料, 2019, 33(9): 21-26. |
| [15] | 李美兰 龚伟 师静 姚丹 吕盼盼 刘白玲. P(VAc-DBM-AA-AMPS)共聚乳液的结构特点对水泥砂浆力学性能的影响[J]. 中国塑料, 2019, 33(1): 40-47. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2