
 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2021, Vol. 35 ›› Issue (12): 63-69.DOI: 10.19491/j.issn.1001-9278.2021.12.011
于盛睿1,2( ), 邹佳勇1, 骆杰3, 曾义和4, 刘广1, 凌妍1, 王云明2, 韩文1, 周华民2
), 邹佳勇1, 骆杰3, 曾义和4, 刘广1, 凌妍1, 王云明2, 韩文1, 周华民2
YU Shengrui1,2(), ZOU Jiayong1, LUO Jie3, ZENG Yihe4, LIU Guang1, LING Yan1, WANG Yunming2, HAN Wen1, ZHOU Huamin2
摘要:
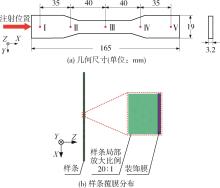
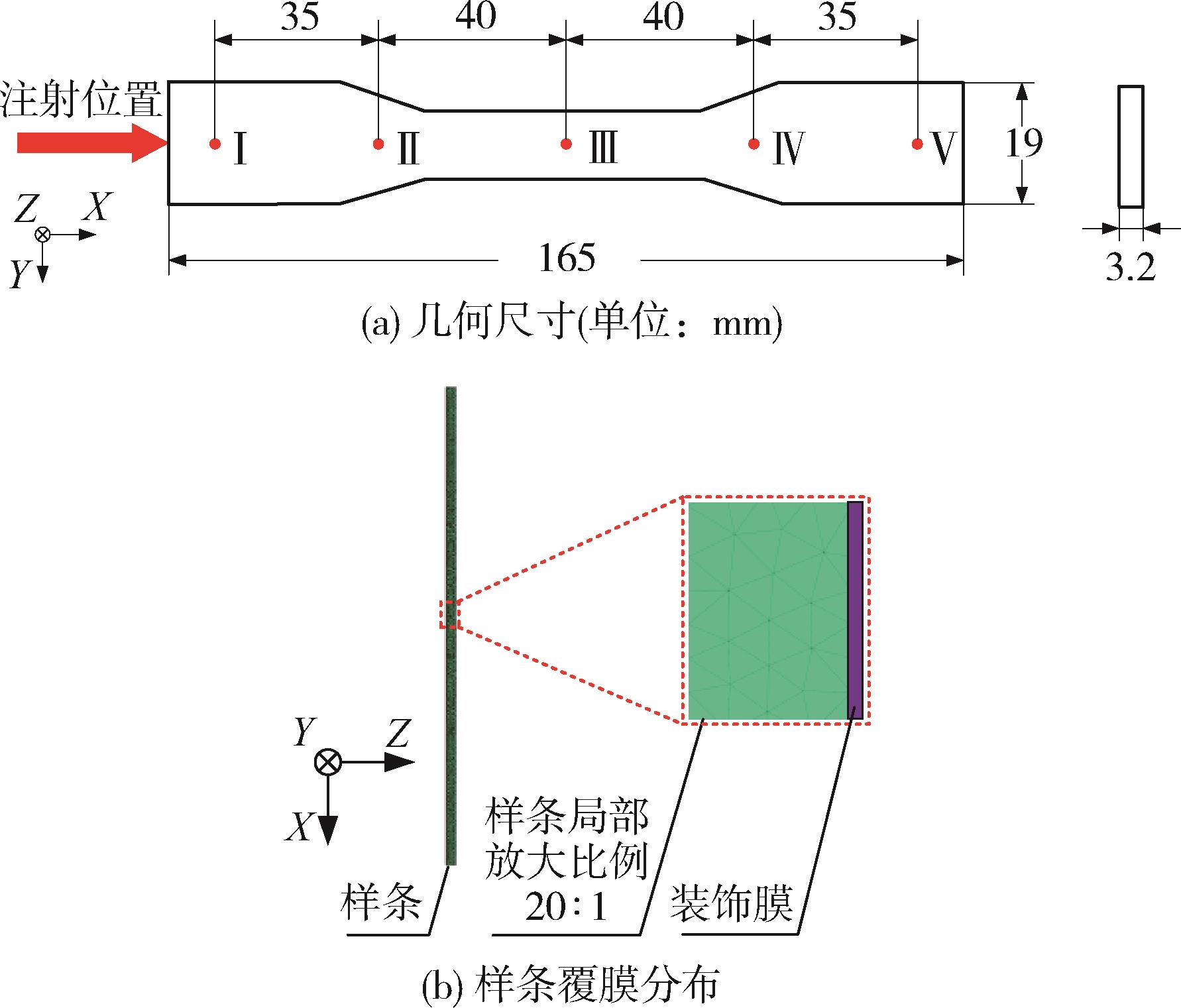
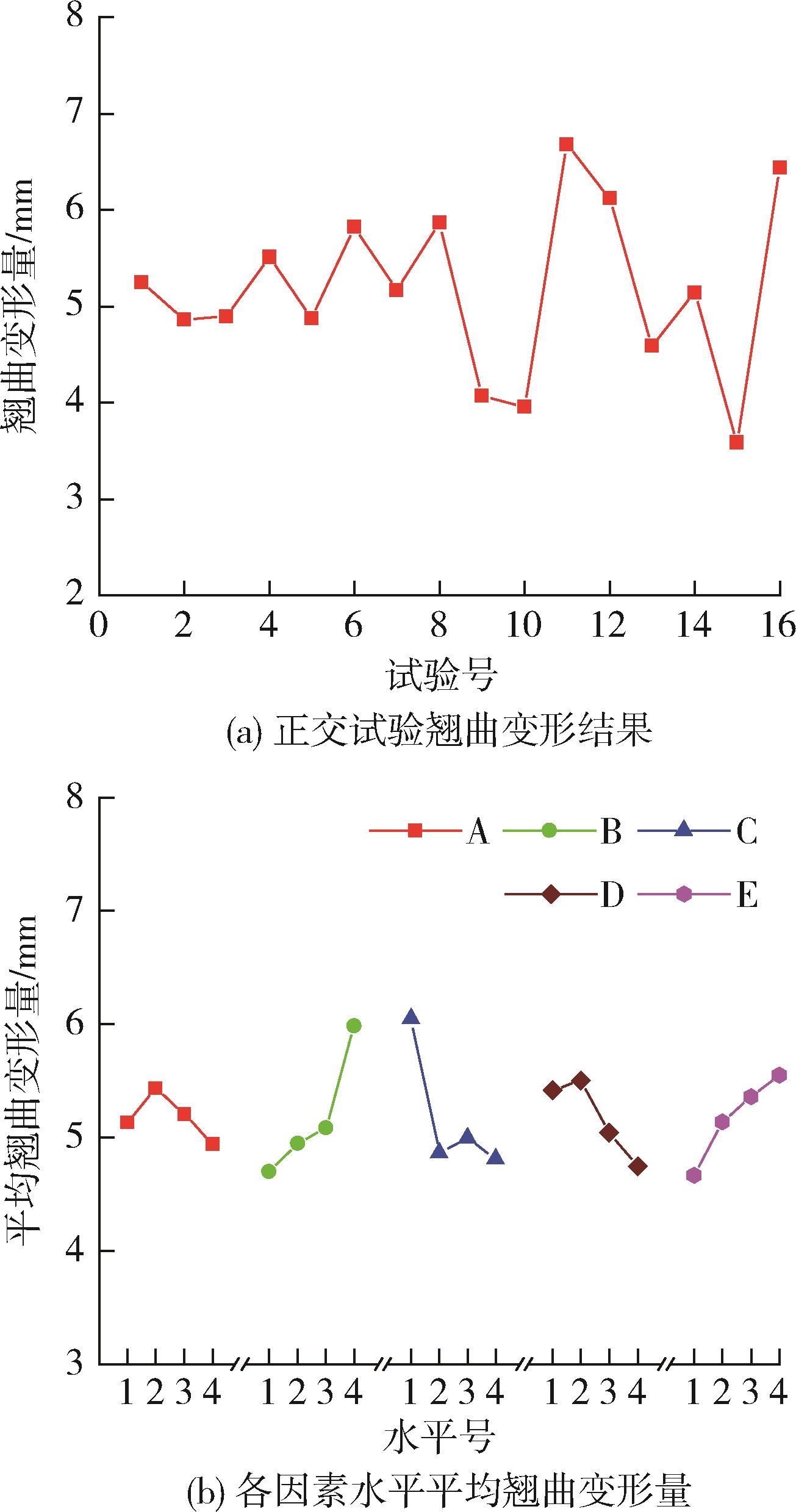
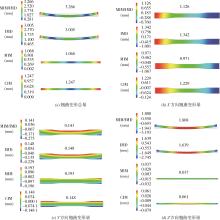
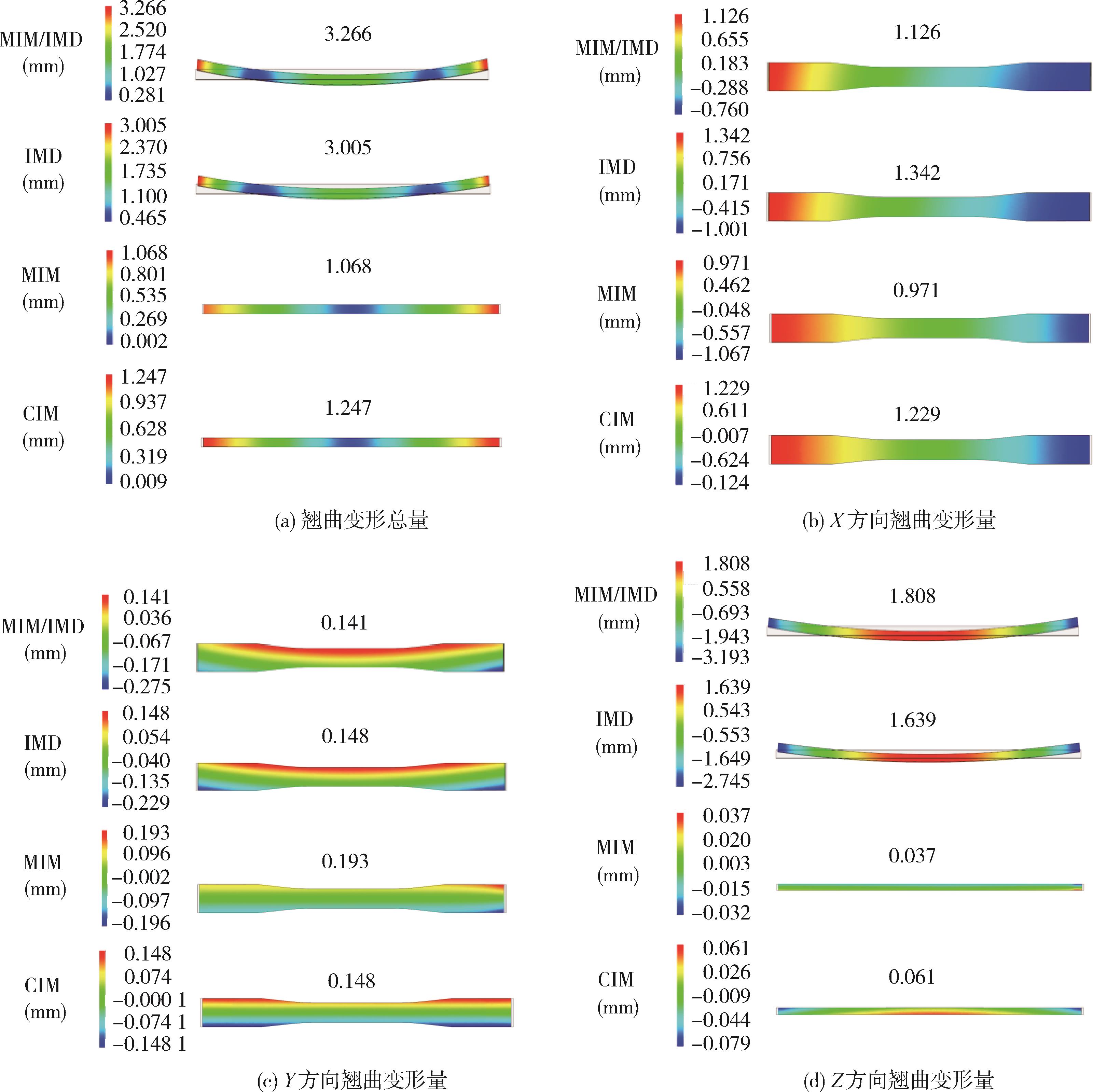
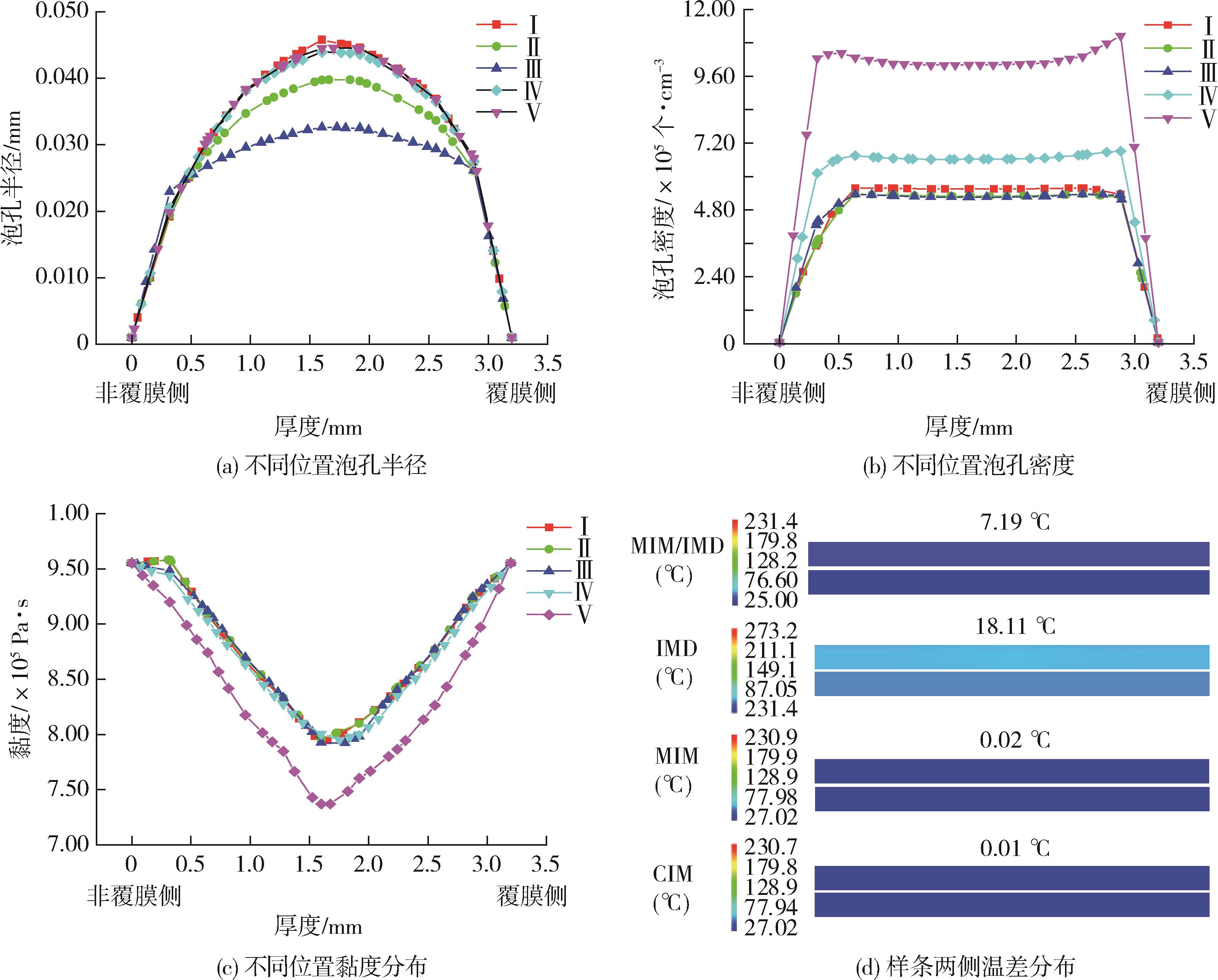
以拉伸试验样条为研究对象,采用正交试验设计与流动仿真计算,对非对称温度场下微孔发泡模内表面装饰复合成型工艺(MIM/IMD)中制品翘曲的影响因素进行分析,获取翘曲变形最小的最佳工艺参数组合。并对4种注射成型工艺(MID/IMD、IMD、MID、CIM)分别在X、Y、Z方向的翘曲变形仿真结果进行对比,分析不同成型工艺的翘曲变形在不同方向上的变化、泡孔半径及密度,探究微孔结构及分布对翘曲变形的影响规律。结果表明,熔体温度210 °C、注射速率55 cm3/s、充填体积98 %、超临界N2浓度0.2 %(质量分数)、冷却时间40 s时,翘曲最小,翘曲变形最大减少3.414 mm;采用发泡工艺对制品的翘曲有一定的抑制作用;非对称温度场导致覆膜侧的泡孔尺寸及密度大于非覆膜侧,且温度较非覆膜侧高,使样条覆膜侧收缩变形慢于非覆膜侧,从而导致样条两侧产生具有向非覆膜侧内凹卷曲趋势的不均衡翘曲变形。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2