




 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2023, Vol. 37 ›› Issue (10): 111-116.DOI: 10.19491/j.issn.1001-9278.2023.10.015
王斌1( ), 王振超2, 何安淇3, 程德宝4, 王娅茹5, 赵晓颖1(), 项爱民1()
), 王振超2, 何安淇3, 程德宝4, 王娅茹5, 赵晓颖1(), 项爱民1()
WANG Bin1(), WANG Zhenchao2, HE Anqi3, CHENG Debao4, WANG Yaru5, ZHAO Xiaoying1(), XIANG Aimin1()
摘要:
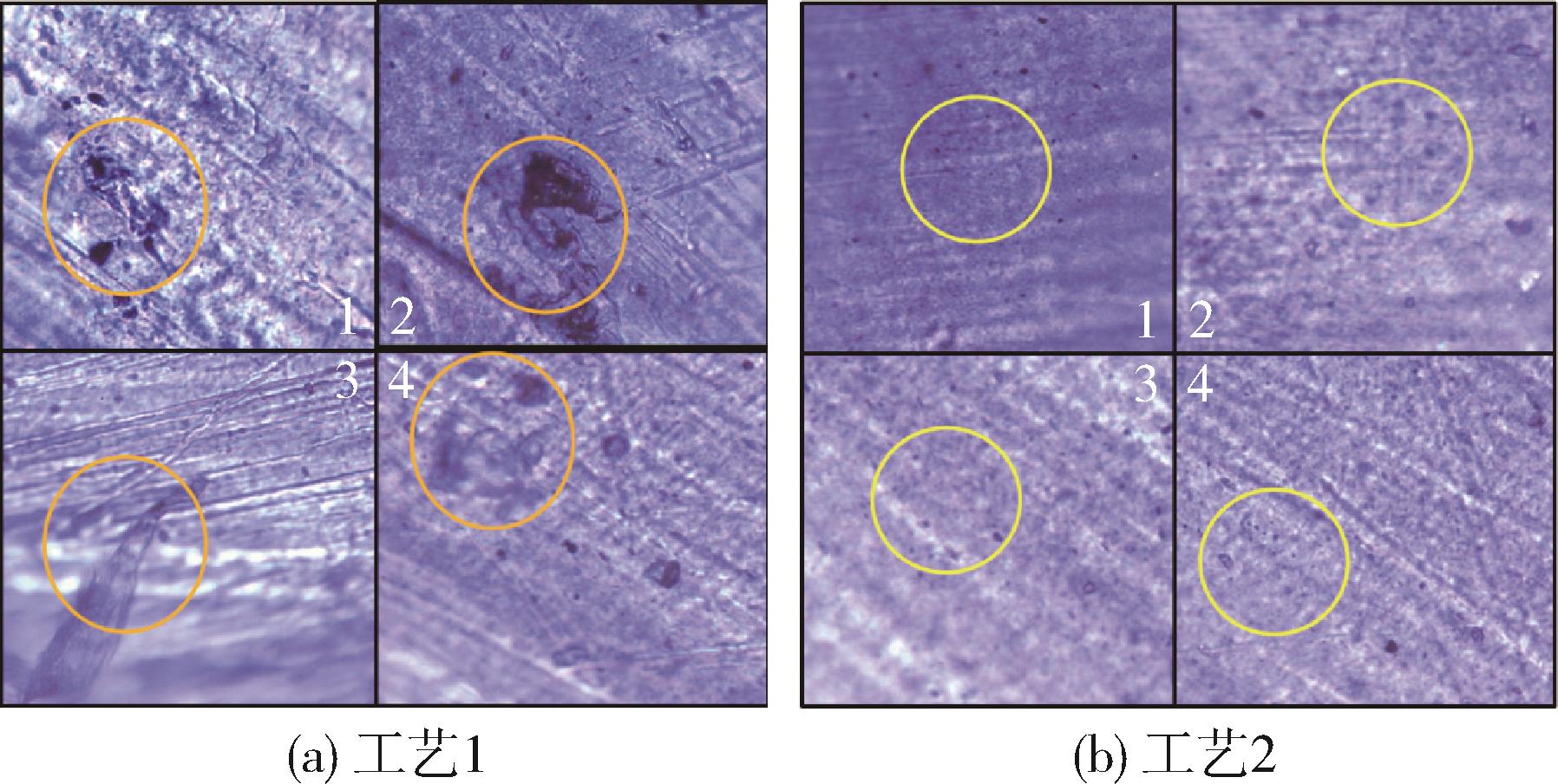
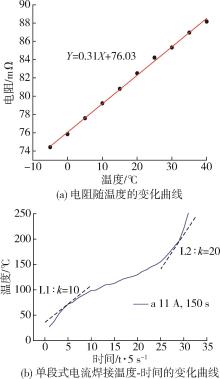
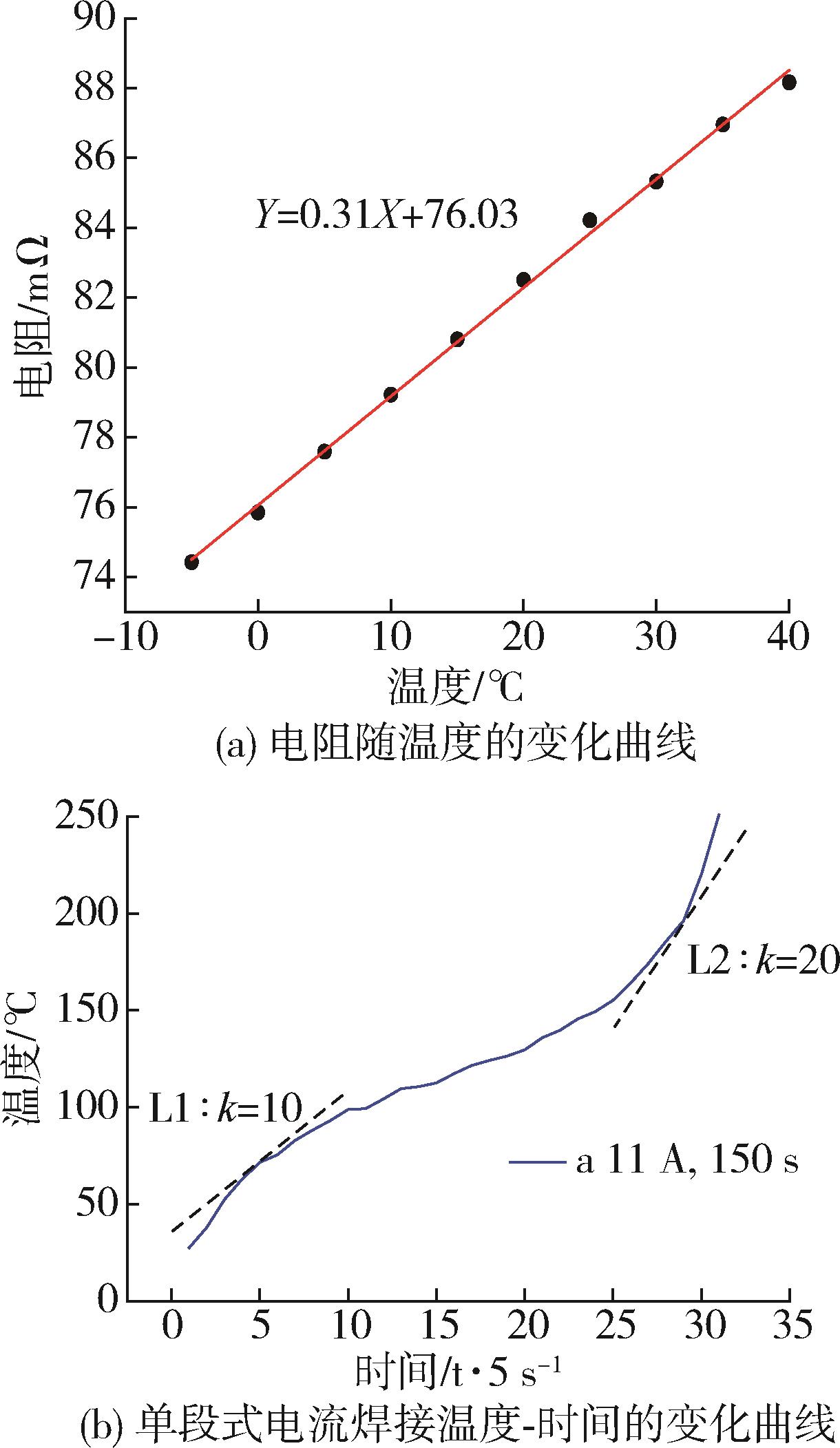
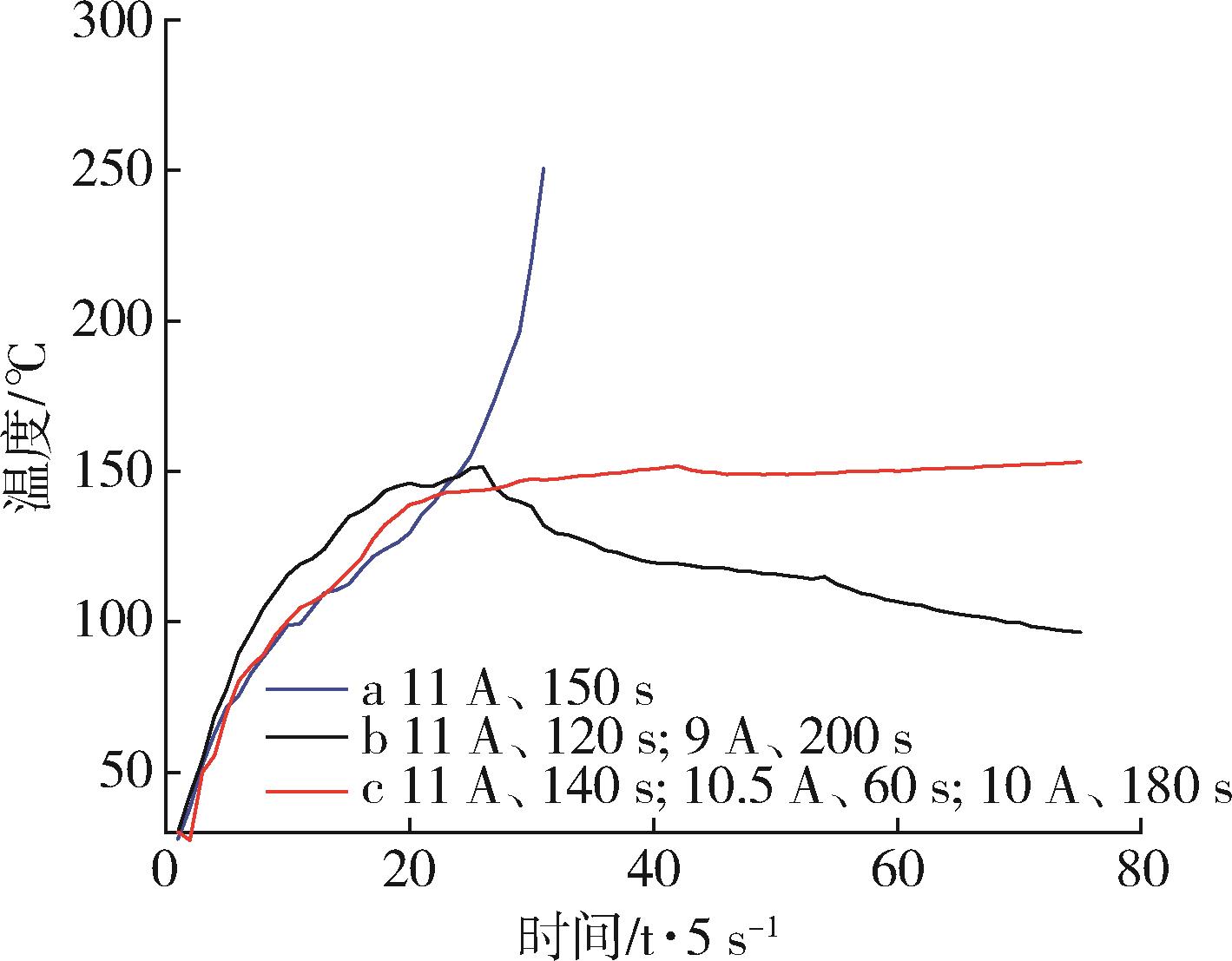
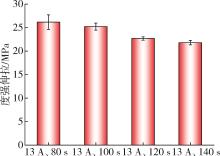
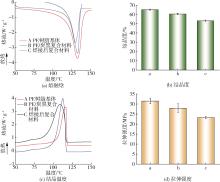
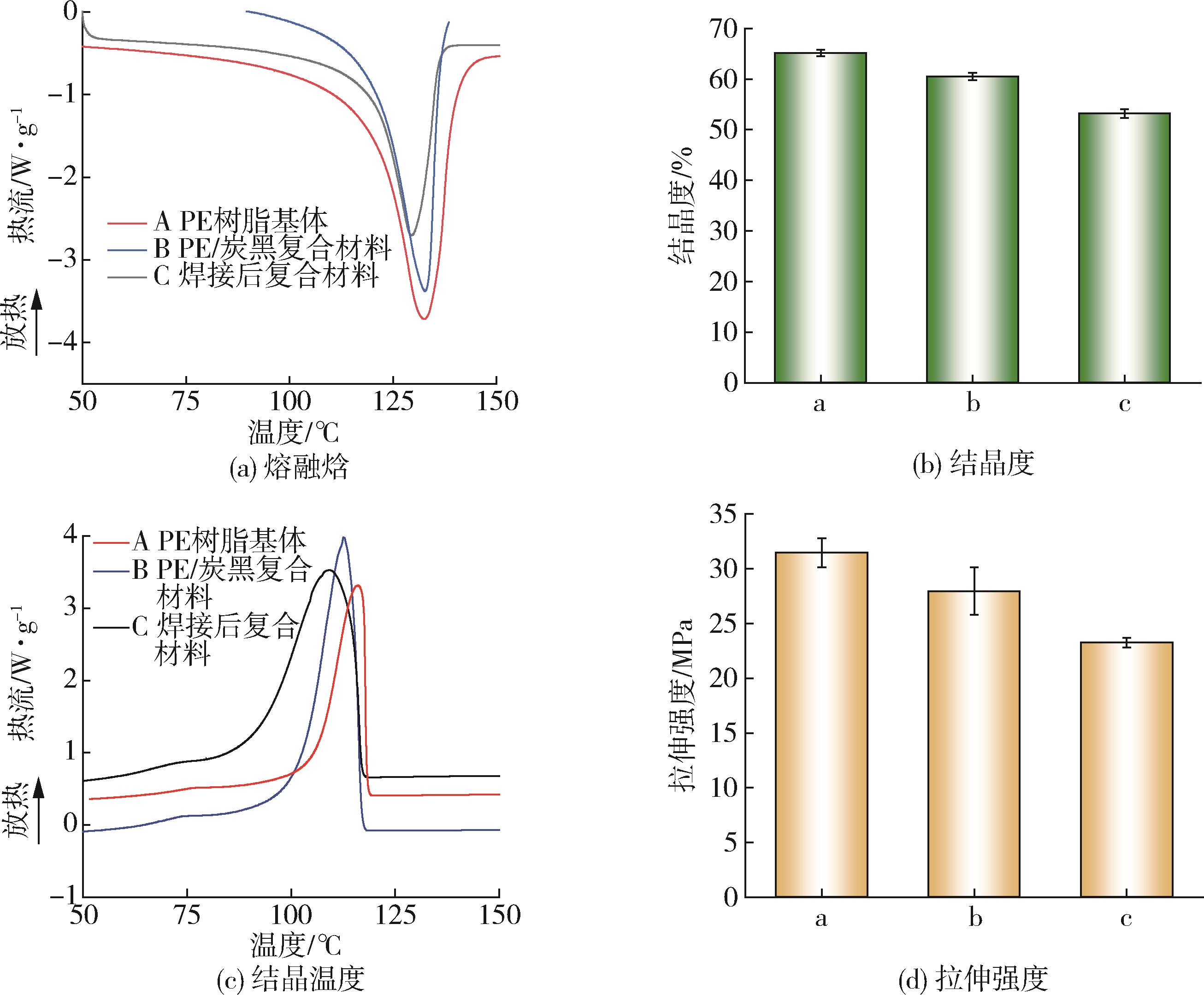
通过熔融共混法在聚乙烯中加炭黑,模拟制备管道用聚乙烯/炭黑复合材料。采用了不同的焊接条件包括单程序焊接和多程序焊接进行复合材料的焊接,并对焊接性能、焊接管道的力学性能、结晶性能、微观形态进行了研究。结果表明,复合材料的制备工艺流程中挤出机的加工温度应避免超过240 ℃以上,且螺杆转速不超过40 r/min时能够有效避免管道制备过程产生炭黑分散不均匀以及气泡的缺陷;焊接过程中,单段式程序焊接过程中会出现实验末期温度急剧上升的情况,而多段式焊接程序能够使熔区温度保持在一个相对稳定的温度区间,对焊接试样进行拉伸剥离实验可知,多段式焊接程序的焊接性能要优于单段式焊接程序。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2