京ICP备13020181号-2
© 《China Plastics》
© 《China Plastics》

China Plastics ›› 2024, Vol. 38 ›› Issue (11): 76-80.DOI: 10.19491/j.issn.1001-9278.2024.11.013
• Processing and Application • Previous Articles Next Articles
XU Jiawei1, ZHU Jingxian2, HUO Zejun2, GAO Qiang3( ), KANG Tingting3, KANG Xiaoya3, ZHUANG Jian3
), KANG Tingting3, KANG Xiaoya3, ZHUANG Jian3
Received:2024-02-29
Online:2024-11-26
Published:2024-11-21
CLC Number:
XU Jiawei, ZHU Jingxian, HUO Zejun, GAO Qiang, KANG Tingting, KANG Xiaoya, ZHUANG Jian. Analysis of optimal molding process for PLA microneedle based on micro injection molding technology[J]. China Plastics, 2024, 38(11): 76-80.
| 实验序号 | A | B | C | D | E | 顶端直径 /μm |
|---|---|---|---|---|---|---|
| 1 | A1 (180) | B1 (25) | C1 (300) | D1 (45) | E1 (4) | 34.52 |
| 2 | A1 (180) | B2 (35) | C2 (330) | D2 (50) | E2 (6) | 36.40 |
| 3 | A1 (180) | B3 (45) | C3 (360) | D3 (55) | E3 (8) | 32.12 |
| 4 | A1(180) | B4 (55) | C4 (390) | D4 (60) | E4 (10) | 32.52 |
| 5 | A2 (190) | B1 (25) | C2 (330) | D3 (55) | E4 (10) | 34.12 |
| 6 | A2 (190) | B2 (35) | C1 (300) | D4 (60) | E3 (8) | 39.40 |
| 7 | A2 (190) | B3 (45) | C4 (390) | D1 (45) | E2 (6) | 33.64 |
| 8 | A2 (190) | B4 (55) | C3 (360) | D2 (50) | E1 (4) | 29.96 |
| 9 | A3 (200) | B1 (25) | C3 (360) | D4 (60) | E2 (6) | 27.44 |
| 10 | A3 (200) | B2 (35) | C4 (390) | D3 (55) | E1 (4) | 33.40 |
| 11 | A3 (200) | B3 (45) | C1 (300) | D2 (50) | E4 (10) | 28.00 |
| 12 | A3 (200) | B4 (55) | C2 (330) | D1 (45) | E3 (8) | 28.04 |
| 13 | A4 (210) | B1 (25) | C4 (390) | D2 (50) | E3 (8) | 31.40 |
| 14 | A4 (210) | B2 (35) | C3 (360) | D1 (45) | E4 (10) | 32.96 |
| 15 | A4 (210) | B3 (45) | C2 (330) | D4 (60) | E1 (4) | 28.08 |
| 16 | A4 (210) | B4 (55) | C1 (300) | D3 (55) | E2 (6) | 32.08 |
| 实验序号 | A | B | C | D | E | 顶端直径 /μm |
|---|---|---|---|---|---|---|
| 1 | A1 (180) | B1 (25) | C1 (300) | D1 (45) | E1 (4) | 34.52 |
| 2 | A1 (180) | B2 (35) | C2 (330) | D2 (50) | E2 (6) | 36.40 |
| 3 | A1 (180) | B3 (45) | C3 (360) | D3 (55) | E3 (8) | 32.12 |
| 4 | A1(180) | B4 (55) | C4 (390) | D4 (60) | E4 (10) | 32.52 |
| 5 | A2 (190) | B1 (25) | C2 (330) | D3 (55) | E4 (10) | 34.12 |
| 6 | A2 (190) | B2 (35) | C1 (300) | D4 (60) | E3 (8) | 39.40 |
| 7 | A2 (190) | B3 (45) | C4 (390) | D1 (45) | E2 (6) | 33.64 |
| 8 | A2 (190) | B4 (55) | C3 (360) | D2 (50) | E1 (4) | 29.96 |
| 9 | A3 (200) | B1 (25) | C3 (360) | D4 (60) | E2 (6) | 27.44 |
| 10 | A3 (200) | B2 (35) | C4 (390) | D3 (55) | E1 (4) | 33.40 |
| 11 | A3 (200) | B3 (45) | C1 (300) | D2 (50) | E4 (10) | 28.00 |
| 12 | A3 (200) | B4 (55) | C2 (330) | D1 (45) | E3 (8) | 28.04 |
| 13 | A4 (210) | B1 (25) | C4 (390) | D2 (50) | E3 (8) | 31.40 |
| 14 | A4 (210) | B2 (35) | C3 (360) | D1 (45) | E4 (10) | 32.96 |
| 15 | A4 (210) | B3 (45) | C2 (330) | D4 (60) | E1 (4) | 28.08 |
| 16 | A4 (210) | B4 (55) | C1 (300) | D3 (55) | E2 (6) | 32.08 |
| 均值 | 熔体温度/℃ | 模具温度/℃ | 注射速度/mm·s-1 | 保压压力/MPa | 保压时间/s |
|---|---|---|---|---|---|
| 主次顺序 | 模具温度>熔体温度>注射速度>保压时间>保压压力 | ||||
| K1 | 135.56 | 127.48 | 134.00 | 129.16 | 125.96 |
| K2 | 137.12 | 142.16 | 126.64 | 125.76 | 129.56 |
| K3 | 116.88 | 121.84 | 122.48 | 131.72 | 130.96 |
| K4 | 124.52 | 122.60 | 130.96 | 127.44 | 127.60 |
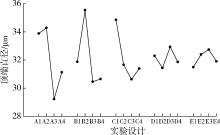
| 33.89 | 31.87 | 34.85 | 32.29 | 31.49 | |
| 34.28 | 35.54 | 31.66 | 31.44 | 32.39 | |
| 29.22 | 30.46 | 30.62 | 32.93 | 32.74 | |
| 31.13 | 30.65 | 31.39 | 31.86 | 31.90 | |
| 最优水平 | A3 | B3 | C3 | D2 | E1 |
| Rj | 5.06 | 5.08 | 4.23 | 0.85 | 1.25 |
| 均值 | 熔体温度/℃ | 模具温度/℃ | 注射速度/mm·s-1 | 保压压力/MPa | 保压时间/s |
|---|---|---|---|---|---|
| 主次顺序 | 模具温度>熔体温度>注射速度>保压时间>保压压力 | ||||
| K1 | 135.56 | 127.48 | 134.00 | 129.16 | 125.96 |
| K2 | 137.12 | 142.16 | 126.64 | 125.76 | 129.56 |
| K3 | 116.88 | 121.84 | 122.48 | 131.72 | 130.96 |
| K4 | 124.52 | 122.60 | 130.96 | 127.44 | 127.60 |
| 33.89 | 31.87 | 34.85 | 32.29 | 31.49 | |
| 34.28 | 35.54 | 31.66 | 31.44 | 32.39 | |
| 29.22 | 30.46 | 30.62 | 32.93 | 32.74 | |
| 31.13 | 30.65 | 31.39 | 31.86 | 31.90 | |
| 最优水平 | A3 | B3 | C3 | D2 | E1 |
| Rj | 5.06 | 5.08 | 4.23 | 0.85 | 1.25 |


| 1 | 张振波, 房德敏. 微针技术在经皮给药系统的研究进展[J]. 天津药学, 2018, 30(06): 40⁃43. |
| 2 | 刘春晶, 林福玉, 刘金毅. 微针技术在透皮给药方向的研究进展[J]. 生物技术通讯, 2018, 29(01): 148⁃154. |
| LIU C J, LIN F Y, LIU J Y. Microneedles for transdermal drug delivery[J]. Letters in Biotechnology, 2018, 29(01): 148⁃154. | |
| 3 | Hong X, Wei L, Wu F. Dissolving and biodegradable microneedle technologies for transdermal sustained delivery of drug and vaccine[J]. Drug design, development and therapy, 2013, 7: 945. |
| 4 | Liu X, Kruger P, Maibach H. Using skin for drug delivery and diagnosis in the critically ill[J]. Advanced Drug Delivery Reviews, 2014, 77: 40⁃49. |
| 5 | Matteucci M, Casella M, Bedoni M. A compact and disposable transdermal drug delivery system[J]. Microelectronic Engineering, 2008, 85(5/6): 1 066⁃1 073. |
| 6 | Haq M, Smith E, John D N. Clinical administration of microneedles: skin puncture, pain and sensation[J]. Biomedical Microdevices, 2009, 11(1): 35⁃47. |
| 7 | Chong R H, Gonzalez⁃Gonzalez E, Lara M F. Gene silencing following siRNA delivery to skin via coated steel microneedles: In vitro and in vivo proof⁃of⁃concept[J]. Journal of Controlled Release, 2013, 166(3): 211⁃219. |
| 8 | Zhang X, Chen G, Yu Y. Bioinspired adhesive and antibacterial microneedles for versatile transdermal drug delivery[J]. Research, 2020,2020: 3672120. |
| 9 | Wang Y, Cheng S, Hu W. Polymer⁃grafted hollow mesoporous silica nanoparticles integrated with microneedle patches for glucose⁃responsive drug delivery[J]. Frontiers of Materials Science, 2021, 15(1): 98⁃112. |
| 10 | Zhu D D, Wang Q L, Liu X B. Rapidly separating microneedles for transdermal drug delivery[J]. Acta Biomaterialia, 2016, 41: 312⁃319. |
| 11 | Ling M⁃H, Chen M⁃C. Dissolving polymer microneedle patches for rapid and efficient transdermal delivery of insulin to diabetic rats[J]. Acta Biomaterialia, 2013, 9(11): 8 952⁃8 961. |
| 12 | Lee I C, Lin W M, Shu J C. Formulation of two‐layer dissolving polymeric microneedle patches for insulin transdermal delivery in diabetic mice[J]. Journal of Biomedical Materials Research Part A, 2017, 105(1): 84⁃93. |
| 13 | Chen Y, Chen B Z, Wang Q L. Fabrication of coated polymer microneedles for transdermal drug delivery[J]. Journal of Controlled Release, 2017, 265: 14⁃21. |
| 14 | 李文俊, 张勇. 塑料薄膜表面微结构热压印成型的研究进展[J]. 上海塑料, 2016(01): 6⁃11. |
| LI W J, ZHANG Y. Research progress on micro⁃structures fabrication for plastics thin films by hot embossing process[J]. Shanghai Plastics, 2016(01): 6⁃11. | |
| 15 | 赵笑, 李欣芳, 张鹏. 聚合物微针介导经皮给药的研究[J]. 化学进展, 2017, 29(12): 1 518⁃1 525. |
| ZHAO X, LI X F, ZHANG P. Research of polymeric microneedles for transdermal drug delivery[J]. Progress in Chemistry, 2017, 29(12): 1 518⁃1 525. | |
| 16 | 杨铎, 韩飞, 吴蒙华. 微注塑成型充模理论模型与3D填充模拟研究[J]. 塑料助剂, 2018(03): 31⁃34. |
| YANG D, HAN F, WU M H. Micro⁃injection mold gilling theoretical model and 3D filling simulation[J]. Plastics Additives, 2018(03): 31⁃34. | |
| 17 | Annicchiarico D, Alcock J R. Review of factors that affect shrinkage of molded part in injection molding[J]. Materials and Manufacturing Processes, 2014, 29(6): 662⁃682. |
| 18 | Liparoti S, Sorrentino A, Titomanlio G. Temperature and pressure evolution in fast heat cycle injection molding[J]. Materials and Manufacturing Processes, 2019, 34(4): 422⁃430. |
| 19 | 李爽. 等规聚丙烯微注塑制品可成型性及形态结构的研究[D]. 郑州:郑州大学, 2013. |
| 20 | Weng C, Yang J, Yang D. Molecular dynamics study on the deformation behaviors of nanostructures in the demolding process of micro⁃injection molding[J]. Polymers, 2019, 11(3): 470. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||