京ICP备13020181号-2
© 《China Plastics》
© 《China Plastics》

China Plastics ›› 2022, Vol. 36 ›› Issue (2): 96-102.DOI: 10.19491/j.issn.1001-9278.2022.02.015
• Processing and Application • Previous Articles Next Articles
REN Lihui1, LI Fuzhu1( ), WANG Yun1, DAI Yachun1, YANG Hui2, XU Zhenying1
), WANG Yun1, DAI Yachun1, YANG Hui2, XU Zhenying1
Received:2021-07-21
Online:2022-02-26
Published:2022-02-23
CLC Number:
REN Lihui, LI Fuzhu, WANG Yun, DAI Yachun, YANG Hui, XU Zhenying. Multi⁃objective optimization of injection molding quality based on TOPSIS⁃grey relational analysis[J]. China Plastics, 2022, 36(2): 96-102.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.plaschina.com.cn/EN/10.19491/j.issn.1001-9278.2022.02.015

| 序号 | 因素 | 试验结果 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| A/℃ | B/℃ | C/s | D/MPa | E/s | F | 翘曲 变形量/mm | 缩痕 指数/% | 体积收缩率/% | |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 7.889 | 2.322 | 12.99 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 7.798 | 2.826 | 13.44 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 7.701 | 2.945 | 13.52 |
| 4 | 1 | 4 | 4 | 4 | 4 | 4 | 7.623 | 3.077 | 13.62 |
| 5 | 1 | 5 | 5 | 5 | 5 | 5 | 7.566 | 3.188 | 13.70 |
| 6 | 2 | 1 | 2 | 3 | 4 | 5 | 7.867 | 2.480 | 13.16 |
| 7 | 2 | 2 | 3 | 4 | 5 | 1 | 7.763 | 2.552 | 13.2 |
| 8 | 2 | 3 | 4 | 5 | 1 | 2 | 7.672 | 2.974 | 13.59 |
| 9 | 2 | 4 | 5 | 1 | 2 | 3 | 7.542 | 3.280 | 13.97 |
| 10 | 2 | 5 | 1 | 2 | 3 | 4 | 7.403 | 3.598 | 14.33 |
| 11 | 3 | 1 | 3 | 5 | 2 | 4 | 7.790 | 2.404 | 13.12 |
| 12 | 3 | 2 | 4 | 1 | 3 | 5 | 7.741 | 2.808 | 13.61 |
| 13 | 3 | 3 | 5 | 2 | 4 | 1 | 7.612 | 2.936 | 13.73 |
| 14 | 3 | 4 | 1 | 3 | 5 | 2 | 7.450 | 3.466 | 14.28 |
| 15 | 3 | 5 | 2 | 4 | 1 | 3 | 7.376 | 3.514 | 14.30 |
| 16 | 4 | 1 | 4 | 2 | 5 | 3 | 7.812 | 2.608 | 13.50 |
| 17 | 4 | 2 | 5 | 3 | 1 | 4 | 7.683 | 2.924 | 13.79 |
| 18 | 4 | 3 | 1 | 4 | 2 | 5 | 7.492 | 3.162 | 14.08 |
| 19 | 4 | 4 | 2 | 5 | 3 | 1 | 7.425 | 3.366 | 14.24 |
| 20 | 4 | 5 | 3 | 1 | 4 | 2 | 7.316 | 3.862 | 14.85 |
| 21 | 5 | 1 | 5 | 4 | 3 | 2 | 7.772 | 2.598 | 13.56 |
| 22 | 5 | 2 | 1 | 5 | 4 | 3 | 7.543 | 3.079 | 14.10 |
| 23 | 5 | 3 | 2 | 1 | 5 | 4 | 7.481 | 3.480 | 14.64 |
| 24 | 5 | 4 | 3 | 2 | 1 | 5 | 7.381 | 3.689 | 14.79 |
| 25 | 5 | 5 | 4 | 3 | 2 | 1 | 7.317 | 3.703 | 14.79 |
| 序号 | 因素 | 试验结果 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| A/℃ | B/℃ | C/s | D/MPa | E/s | F | 翘曲 变形量/mm | 缩痕 指数/% | 体积收缩率/% | |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 7.889 | 2.322 | 12.99 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 7.798 | 2.826 | 13.44 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 7.701 | 2.945 | 13.52 |
| 4 | 1 | 4 | 4 | 4 | 4 | 4 | 7.623 | 3.077 | 13.62 |
| 5 | 1 | 5 | 5 | 5 | 5 | 5 | 7.566 | 3.188 | 13.70 |
| 6 | 2 | 1 | 2 | 3 | 4 | 5 | 7.867 | 2.480 | 13.16 |
| 7 | 2 | 2 | 3 | 4 | 5 | 1 | 7.763 | 2.552 | 13.2 |
| 8 | 2 | 3 | 4 | 5 | 1 | 2 | 7.672 | 2.974 | 13.59 |
| 9 | 2 | 4 | 5 | 1 | 2 | 3 | 7.542 | 3.280 | 13.97 |
| 10 | 2 | 5 | 1 | 2 | 3 | 4 | 7.403 | 3.598 | 14.33 |
| 11 | 3 | 1 | 3 | 5 | 2 | 4 | 7.790 | 2.404 | 13.12 |
| 12 | 3 | 2 | 4 | 1 | 3 | 5 | 7.741 | 2.808 | 13.61 |
| 13 | 3 | 3 | 5 | 2 | 4 | 1 | 7.612 | 2.936 | 13.73 |
| 14 | 3 | 4 | 1 | 3 | 5 | 2 | 7.450 | 3.466 | 14.28 |
| 15 | 3 | 5 | 2 | 4 | 1 | 3 | 7.376 | 3.514 | 14.30 |
| 16 | 4 | 1 | 4 | 2 | 5 | 3 | 7.812 | 2.608 | 13.50 |
| 17 | 4 | 2 | 5 | 3 | 1 | 4 | 7.683 | 2.924 | 13.79 |
| 18 | 4 | 3 | 1 | 4 | 2 | 5 | 7.492 | 3.162 | 14.08 |
| 19 | 4 | 4 | 2 | 5 | 3 | 1 | 7.425 | 3.366 | 14.24 |
| 20 | 4 | 5 | 3 | 1 | 4 | 2 | 7.316 | 3.862 | 14.85 |
| 21 | 5 | 1 | 5 | 4 | 3 | 2 | 7.772 | 2.598 | 13.56 |
| 22 | 5 | 2 | 1 | 5 | 4 | 3 | 7.543 | 3.079 | 14.10 |
| 23 | 5 | 3 | 2 | 1 | 5 | 4 | 7.481 | 3.480 | 14.64 |
| 24 | 5 | 4 | 3 | 2 | 1 | 5 | 7.381 | 3.689 | 14.79 |
| 25 | 5 | 5 | 4 | 3 | 2 | 1 | 7.317 | 3.703 | 14.79 |
| 序号 | 灰色关联贴近度 | 序号 | 灰色关联贴近度 |
|---|---|---|---|
| 1 | 0.596 0 | 14 | 0.463 4 |
| 2 | 0.530 7 | 15 | 0.463 6 |
| 3 | 0.524 5 | 16 | 0.545 3 |
| 4 | 0.515 0 | 17 | 0.513 6 |
| 5 | 0.506 6 | 18 | 0.494 6 |
| 6 | 0.570 9 | 19 | 0.475 5 |
| 7 | 0.569 2 | 20 | 0.404 0 |
| 8 | 0.520 8 | 21 | 0.546 2 |
| 9 | 0.487 5 | 22 | 0.496 1 |
| 10 | 0.452 4 | 23 | 0.441 5 |
| 11 | 0.586 8 | 24 | 0.421 9 |
| 12 | 0.527 7 | 25 | 0.425 2 |
| 13 | 0.520 8 |
| 序号 | 灰色关联贴近度 | 序号 | 灰色关联贴近度 |
|---|---|---|---|
| 1 | 0.596 0 | 14 | 0.463 4 |
| 2 | 0.530 7 | 15 | 0.463 6 |
| 3 | 0.524 5 | 16 | 0.545 3 |
| 4 | 0.515 0 | 17 | 0.513 6 |
| 5 | 0.506 6 | 18 | 0.494 6 |
| 6 | 0.570 9 | 19 | 0.475 5 |
| 7 | 0.569 2 | 20 | 0.404 0 |
| 8 | 0.520 8 | 21 | 0.546 2 |
| 9 | 0.487 5 | 22 | 0.496 1 |
| 10 | 0.452 4 | 23 | 0.441 5 |
| 11 | 0.586 8 | 24 | 0.421 9 |
| 12 | 0.527 7 | 25 | 0.425 2 |
| 13 | 0.520 8 |
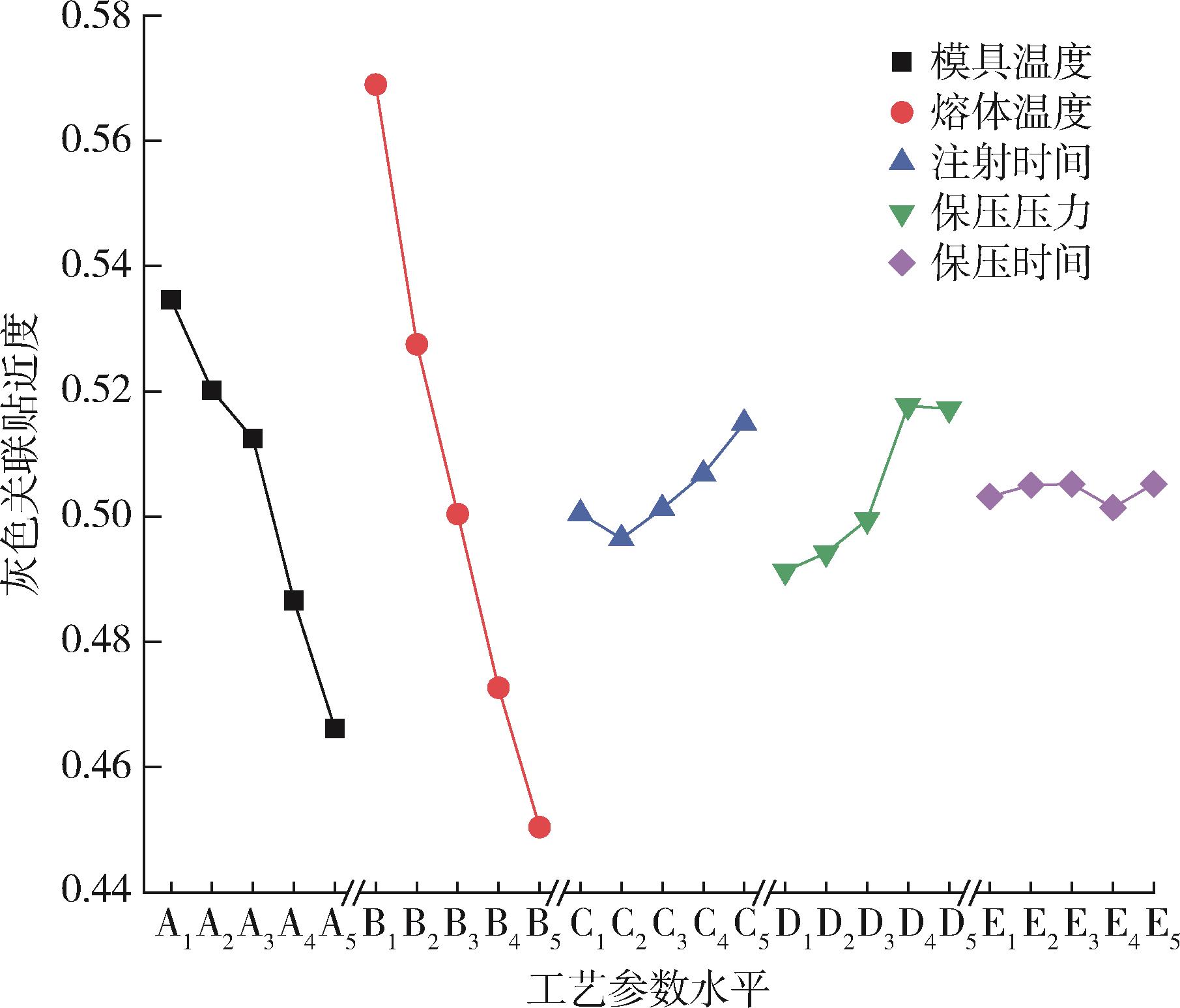
| 水平 | A | B | C | D | E |
|---|---|---|---|---|---|
| 极差 | 0.068 4 | 0.118 6 | 0.018 5 | 0.026 4 | 0.003 9 |
| 1 | 0.534 6 | 0.569 0 | 0.500 5 | 0.491 3 | 0.503 2 |
| 2 | 0.520 2 | 0.527 5 | 0.496 5 | 0.494 2 | 0.505 0 |
| 3 | 0.512 4 | 0.500 4 | 0.501 3 | 0.499 5 | 0.505 2 |
| 4 | 0.486 6 | 0.472 7 | 0.506 8 | 0.517 7 | 0.501 4 |
| 5 | 0.466 2 | 0.450 4 | 0.514 9 | 0.517 2 | 0.505 2 |
| 水平 | A | B | C | D | E |
|---|---|---|---|---|---|
| 极差 | 0.068 4 | 0.118 6 | 0.018 5 | 0.026 4 | 0.003 9 |
| 1 | 0.534 6 | 0.569 0 | 0.500 5 | 0.491 3 | 0.503 2 |
| 2 | 0.520 2 | 0.527 5 | 0.496 5 | 0.494 2 | 0.505 0 |
| 3 | 0.512 4 | 0.500 4 | 0.501 3 | 0.499 5 | 0.505 2 |
| 4 | 0.486 6 | 0.472 7 | 0.506 8 | 0.517 7 | 0.501 4 |
| 5 | 0.466 2 | 0.450 4 | 0.514 9 | 0.517 2 | 0.505 2 |
| 来源 | 自由度 | 总偏差 平方和 | 平均偏差 平方和 | F值 | P值 | 显著性 |
|---|---|---|---|---|---|---|
| 合计 | 24 | 0.064 013 | — | — | — | — |
| A | 4 | 0.014 992 | 0.003 748 | 9.86 | 0.024 | 显著 |
| B | 4 | 0.043 236 | 0.010 809 | 28.43 | 0.003 | 显著 |
| C | 4 | 0.001 021 | 0.000 255 | 0.67 | 0.645 | — |
| D | 4 | 0.003 186 | 0.000 796 | 2.09 | 0.246 | — |
| E | 4 | 0.000 057 | 0.000 014 | 0.04 | 0.996 | — |
| 误差 | 4 | 0.001 521 | 0.000 380 | — | — | — |
| 来源 | 自由度 | 总偏差 平方和 | 平均偏差 平方和 | F值 | P值 | 显著性 |
|---|---|---|---|---|---|---|
| 合计 | 24 | 0.064 013 | — | — | — | — |
| A | 4 | 0.014 992 | 0.003 748 | 9.86 | 0.024 | 显著 |
| B | 4 | 0.043 236 | 0.010 809 | 28.43 | 0.003 | 显著 |
| C | 4 | 0.001 021 | 0.000 255 | 0.67 | 0.645 | — |
| D | 4 | 0.003 186 | 0.000 796 | 2.09 | 0.246 | — |
| E | 4 | 0.000 057 | 0.000 014 | 0.04 | 0.996 | — |
| 误差 | 4 | 0.001 521 | 0.000 380 | — | — | — |


| 1 | LI S , FAN X , HUANG H , et al . Multi⁃objective optimization of injection molding parameters, based on the Gkriging⁃NSGA⁃vague method[J]. Journal of Applied Polymer Science, 2020, 137(19): 48659. |
| 2 | ZHOU H , ZHANG S , WANG Z . Multi⁃objective optimization of process parameters in plastic injection molding using a differential sensitivity fusion method[J]. International Journal of Advanced Manufacturing Technology, 2021, 114(1/2): 423⁃449. |
| 3 | 傅莹龙, 邵明朝 . 基于正交实验与CAE模拟优化水箱盖的成型参数[J]. 塑料,2020,49(4):55⁃57,64. |
| FU Y L , SHAO M C . Parameters optimization of tank co⁃ver based on orthogonal test and CAE simulation[J]. Plastics, 2020, 49(4):55⁃57,64. | |
| 4 | MOAYYEDIAN M , ABHARY K , MARIAN R . Optimization of injection molding process based on fuzzy quality eva⁃luation and taguchi experimental design[J]. Cirp Journal of Manufacturing Science and Technology, 2018, 21: 150⁃160. |
| 5 | 郭文博, 刘泓滨, 车应田, 等 . 飞机支线架注塑成型缺陷分析和多目标优化[J]. 轻工机械,2019,37(5):77⁃83. |
| GUO W B , LIU H B , CHE Y T , et al . Injection molding defect analysis and multi⁃objective optimization of aircraft branch frame[J]. Light Industry Machinery, 2019, 37(5):77⁃83. | |
| 6 | LIN C M , CHEN W C . Optimization of injection⁃molding processing conditions for plastic double⁃convex fresnel lens using grey⁃based taguchi method[J]. Microsystem Techno⁃logies, 2020, 26(8): 2 575⁃2 588. |
| 7 | 程锦, 谭建荣, 余加红 . 基于TOPSIS的注塑工艺参数多目标稳健优化设计[J]. 机械工程学报,2011,47(6):27⁃32. |
| CHENG J , TAN J R , YU J H . Multi⁃objective robust optimization of injection molding process parameters based on TOPSIS[J]. Journal of Mechanical Engineering, 2011, 47(6):27⁃32. | |
| 8 | 黄海松, 张鲁滨, 姚立国 . 基于灰色关联分析的注塑成型工艺多目标优化[J]. 塑料科技,2019,47(1):104⁃110. |
| HUANG H S , ZHANG L B , YAO L G . Multi⁃objective optimization of injection molding process based on grey relational analysis[J]. Plastic Science and Technology, 2019, 47(1):104⁃110. | |
| 9 | 段家现 . 基于灰色关联分析的注塑工艺参数优化[J]. 塑料,2017,46(4):88⁃92. |
| DUAN J X . Optimization of injection molding process parameters based on grey relational analysis[J]. Plastics, 2017, 46(4):88⁃92. | |
| 10 | 雷继梅 . 高光三色汽车尾灯灯罩注塑模具设计及工艺参数优化[D]. 镇江: 江苏大学, 2020. |
| 11 | FAN⁃JIANG J C , SU C W , LIOU G Y , et al . Study of an online monitoring adaptive system for an injection mol⁃ding process based on a nozzle pressure curve[J]. Polymers, 2021, 13(4): 555. |
| 12 | WANG G Q , WANG Y M , YANG D Y , et al . Study on automotive back door panel injection molding process simulation and process parameter optimization[J]. Advances in Materials Science and Engineering, 2021: 9996423. |
| 13 | 邵谦 . 复合材料注塑成型工艺参数优化及宏介观模拟与试验研究[D]. 哈尔滨: 哈尔滨工业大学, 2019. |
| 14 | YANG W G , WU Y J . A novel TOPSIS method based on improved grey relational analysis for multiattribute decision⁃making problem[J]. Mathematical Problems in Engineering, 2019: 8761681. |
| 15 | CHEN P Y . A novel coordinated TOPSIS based on coefficient of variation[J]. Mathematics, 2019, 7(7): 17 614. |
| [1] | WANG Xiaodong, WANG Quan, CHEN Tuo, ZHENG Yue. Optimization of multi⁃objective parameters for double color injection⁃molding based on grey relational analysis and entropy weight method [J]. China Plastics, 2022, 36(7): 115-120. |
| [2] | LIU Yi, SUN Wei, QU Guoxing, WANG Ye, YUAN Ning, YANG Shaolin, XU Xia, CHANG Xiaoyi, ZHANG Yufei. Structure and performance analysis of transparent polypropylene special material for thin⁃wall injection molding [J]. China Plastics, 2022, 36(7): 37-43. |
| [3] | LIU Zheng, LIU Zhenfeng, ZHOU Guofa. Simulation study on regulation mechanism of key quality attributes of twin⁃screw wet granulation [J]. China Plastics, 2022, 36(6): 100-107. |
| [4] | DENG Shixin, WANG Jian, YANG Weimin. Simulation and analysis of fluid high⁃pressure and high⁃speed collision in mixing head cavity of enhanced reaction injection molding machine [J]. China Plastics, 2022, 36(6): 130-136. |
| [5] | SUN Wenbo, XIN Chunling, HE Yadong, ZHAI Yujiao, YAN Baorui. Influence of micro⁃foaming injection molding process on cell structure of glass⁃fiber⁃reinforced PBT products [J]. China Plastics, 2022, 36(5): 1-7. |
| [6] | WANG Yang, CHENG Lisheng, TAN Jing, YANG Weimin, WANG Ruixue, ZHANG Zhenghe. Moldflow analysis of influence of filler on polyether ether ketone injection molding [J]. China Plastics, 2022, 36(5): 68-74. |
| [7] | OUYANG Yu, LIU Hongbin. Injection molding of PPO/PA fender based on principal component analysis and grey relational analysis [J]. China Plastics, 2022, 36(5): 99-103. |
| [8] | ZHAI Yujiao, XIN Chunling, HE Yadong, YAN Baorui, QIAO Linjun. Study on process parameters for filling process of polypropylene microcellular injection molding under supercritical N2 [J]. China Plastics, 2022, 36(3): 69-74. |
| [9] | LIU Ganhua, TANG Naifu, MA Ruiwu. Multi⁃objective optimization for MIM process parameters of equal⁃distance spiral bevel gear [J]. China Plastics, 2022, 36(3): 96-103. |
| [10] | ZHANG Xiang, YAN Zhenhao, KONG Xiaoya, ZHU Jianxiao, GUAN Guotao, ZHAO Na, LI Qian. Study on structural optimization of disc screw in micro injection machine [J]. China Plastics, 2022, 36(2): 147-156. |
| [11] | ZHAI Yujiao, XIN Chunling, HE Yadong, YAN Baorui, QIAO Linjun. Study on surface quality optimization of microfoaming injection⁃molded products [J]. China Plastics, 2022, 36(2): 19-26. |
| [12] | HUANG Wei, LIU Hesheng, HUANG Xingyuan, ZHANG Wei, KUANG Tangqing, CHEN Zhongshi. Study on high⁃pressure water penetration behavior of square cross⁃sectional pipes based on short⁃glass⁃fiber⁃reinforced polypropylene [J]. China Plastics, 2022, 36(2): 82-88. |
| [13] | LI Xiang, WANG Dongyang, ZHU Xiangzhe. Research on conveying characteristics of solid conveying section of three⁃screw extruder [J]. China Plastics, 2022, 36(1): 160-165. |
| [14] | ZHENG Fangli, FU Nanhong, JIAO Xiaolong, YANG Weimin, XIE Pengcheng. Research progress in applications and optimization of artificial intelligence technology in injection molding parameters setting [J]. China Plastics, 2022, 36(1): 84-91. |
| [15] | QIAO Linjun, XIN Chunling, HE Yadong, ZHAI Yujiao, YAN Baorui. Visualization Study on Gas Injection Process of A New Type of Micro⁃foaming Gas Injector [J]. China Plastics, 2021, 35(9): 128-135. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||