京ICP备13020181号-2
© 《China Plastics》
© 《China Plastics》

China Plastics ›› 2024, Vol. 38 ›› Issue (7): 62-67.DOI: 10.19491/j.issn.1001-9278.2024.07.011
• Processing and Application • Previous Articles Next Articles
REN Qinghai1,2( ), SUN Zudong1, GENG Tie2()
), SUN Zudong1, GENG Tie2()
Received:2023-04-21
Online:2024-07-26
Published:2024-07-24
CLC Number:
REN Qinghai, SUN Zudong, GENG Tie. Orthogonal precision design optimization of gas⁃assisted molding process parameters[J]. China Plastics, 2024, 38(7): 62-67.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.plaschina.com.cn/EN/10.19491/j.issn.1001-9278.2024.07.011

| 试验号 | A | B | A×B | C | A×C | B×C | D | A×D | B×D | C×D | 气体穿透 长度/mm | 最大气指 幅度/mm | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 168.93 | 3.5 |
| 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 158.77 | 2.38 |
| 3 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 187.25 | 3.81 |
| 4 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 172.74 | 2.44 |
| 5 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 157.6 | 3.72 |
| 6 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 158.17 | 3.3 |
| 7 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 180.42 | 3.25 |
| 8 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 167.49 | 3.23 |
| 9 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 168.23 | 6.31 |
| 10 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 162.07 | 4.97 |
| 11 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 186.98 | 3 |
| 12 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 178.3 | 4.26 |
| 13 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 161.52 | 4.9 |
| 14 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 158.38 | 3.87 |
| 15 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 176.88 | 4.78 |
| 16 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 162.23 | 3.42 |
| 试验号 | A | B | A×B | C | A×C | B×C | D | A×D | B×D | C×D | 气体穿透 长度/mm | 最大气指 幅度/mm | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 168.93 | 3.5 |
| 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 158.77 | 2.38 |
| 3 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 187.25 | 3.81 |
| 4 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 172.74 | 2.44 |
| 5 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 157.6 | 3.72 |
| 6 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 158.17 | 3.3 |
| 7 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 180.42 | 3.25 |
| 8 | 1 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 167.49 | 3.23 |
| 9 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 168.23 | 6.31 |
| 10 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 162.07 | 4.97 |
| 11 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 186.98 | 3 |
| 12 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 178.3 | 4.26 |
| 13 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 161.52 | 4.9 |
| 14 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 158.38 | 3.87 |
| 15 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 176.88 | 4.78 |
| 16 | 2 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 1 | 2 | 2 | 1 | 162.23 | 3.42 |


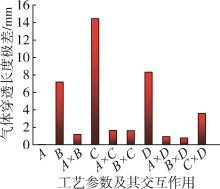
| 因素 | A | B | A×B | C | A×C | B×C | D | A×D | B×D | C×D |
|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 168.92 | 172.53 | 168.34 | 161.71 | 168.11 | 168.13 | 173.1 | 169.4 | 169.33 | 167.13 |
| L2 | 168.95 | 165.34 | 169.53 | 176.16 | 169.76 | 169.74 | 164.77 | 168.47 | 168.54 | 170.74 |
| R | 0.03 | 7.19 | 1.19 | 14.45 | 1.65 | 1.61 | 8.33 | 0.93 | 0.79 | 3.61 |
| 因素 | A | B | A×B | C | A×C | B×C | D | A×D | B×D | C×D |
|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 168.92 | 172.53 | 168.34 | 161.71 | 168.11 | 168.13 | 173.1 | 169.4 | 169.33 | 167.13 |
| L2 | 168.95 | 165.34 | 169.53 | 176.16 | 169.76 | 169.74 | 164.77 | 168.47 | 168.54 | 170.74 |
| R | 0.03 | 7.19 | 1.19 | 14.45 | 1.65 | 1.61 | 8.33 | 0.93 | 0.79 | 3.61 |
| 因素 | A | B | A× B | C | A× C | B× C | D | A×D | B×D | C×D |
|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 3.2 | 3.83 | 3.64 | 4.12 | 3.55 | 3.98 | 4.16 | 3.85 | 3.81 | 3.97 |
| L2 | 4.44 | 3.81 | 4 | 3.52 | 4.1 | 3.66 | 3.48 | 3.79 | 3.84 | 3.67 |
| R | 1.24 | 0.02 | 0.36 | 0.6 | 0.55 | 0.32 | 0.68 | 0.06 | 0.03 | 0.3 |
| 因素 | A | B | A× B | C | A× C | B× C | D | A×D | B×D | C×D |
|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 3.2 | 3.83 | 3.64 | 4.12 | 3.55 | 3.98 | 4.16 | 3.85 | 3.81 | 3.97 |
| L2 | 4.44 | 3.81 | 4 | 3.52 | 4.1 | 3.66 | 3.48 | 3.79 | 3.84 | 3.67 |
| R | 1.24 | 0.02 | 0.36 | 0.6 | 0.55 | 0.32 | 0.68 | 0.06 | 0.03 | 0.3 |
| 编号 | 参数 | 数值 |
|---|---|---|
| 1 | 氮气气源压力 | 28~35 MPa |
| 2 | 氮气气源报警压力 | 上限36 MPa、下限25 MPa |
| 3 | 压力控制级数 | 1~6级 |
| 4 | 控制压力 | 0~34.45 MPa |
| 5 | 升降压斜率 | 0.689~68.2 MPa/s |
| 6 | 设定控制时间 | 0~99.99 s |
| 7 | 响应时间 | ≤0.5 |
| 8 | 压力重复控制误差 | ≤±3 % |
| 编号 | 参数 | 数值 |
|---|---|---|
| 1 | 氮气气源压力 | 28~35 MPa |
| 2 | 氮气气源报警压力 | 上限36 MPa、下限25 MPa |
| 3 | 压力控制级数 | 1~6级 |
| 4 | 控制压力 | 0~34.45 MPa |
| 5 | 升降压斜率 | 0.689~68.2 MPa/s |
| 6 | 设定控制时间 | 0~99.99 s |
| 7 | 响应时间 | ≤0.5 |
| 8 | 压力重复控制误差 | ≤±3 % |


| 1 | 任清海,耿 铁. 注气时间对气辅成型气体穿透影响的数值模拟和实验研究 [J]. 塑料科技,2019,47(8):76⁃79. |
| REN H Q, GENG T. Numerical simulation and experiment about the influence of gas injection time on gas penetration in gas⁃assisted Injection Molding[J]. Plastics Science and Technology,2019,47(8):76⁃79. | |
| 2 | REN Q H, GENG T. Key technologies research on section display of full 3D gas⁃assisted injection molding simulation results[J]. Applied Mechanics and Materials,2013,365⁃366:580⁃583 |
| 3 | 耿 铁,闫丽群,张艳云. 气辅注塑成型过程中气体穿透长度的MPI三维数值模拟及实验研究[J]. 科学技术与工程,2013,13(6):4 727⁃4 731. |
| GENG T, YAN L Q, ZHANG Y Y. The MPI 3D⁃simulation and experiment of the gas penetration length in gas⁃assisted Injection Molding[J]. Science Technology and Engineering,2013,13(6):4 727⁃4 731. | |
| 4 | Li C T, Shin J W, Isayey A I,et al. Primary and secondary gas penetration during gas⁃assisted injection molding—part II: simulation and experiment[J]. Polymer Engineering and Science,2004.5:992⁃1 002. |
| 5 | 周海迎,柳和生,江青松,等. 工艺参数对溢流法水辅注塑残余壁厚的影响[J].塑料,2020,49(3):47⁃51. |
| ZHOU H Y, LIU H S, JIANG Q S,et al. Effect of process parameters on residual wall thickness in overflow water⁃assisted injection molding[J]. Plastics,2020,49(3):47⁃51. | |
| 6 | 黄淑慧,匡唐清,林 军,等.圆管件溢料法气辅共注塑工艺的实验分析[J].塑料,2015,44(6):111⁃114. |
| HUANG S H, KUANG T Q, LIN J,et al. Experimental investigation of overflow gas assisted co⁃injection molding circular tubes[J]. Plastics,2015,44(6):111⁃114. | |
| 7 | 任 重,黄兴元,柳和生,等.气体压力对聚合物气辅挤出成型影响实验及模拟[J].四川大学学报(工程科学版),2016,48(1):200⁃207. |
| REN Z, HUANG X Y, LIU H S,et.al. Experiment and simulation on the effect of gas pressure on polymer gas assisted extrusion forming[J]. Journal of Sichuan University (Engineering Science Edition),2016,48(1):200⁃207. | |
| 8 | 肖清武,柳和生,黄益宾,等. 注气工艺对外部气体辅助注塑成型制品翘曲与凹痕的影响[J]. 高分子材料科学与工程,2019,35(8):112⁃117. |
| XIAO Q W, LIU H S, HUANG Y B,et.al. Influence of gas⁃injection processing conditions on warpage and sink mark of part by external gas⁃assisted injection molding[J]. Polymer Materials Science & Engineering,2019,35(8):112⁃117. | |
| 9 | 姜少飞,李吉泉,邱水金. 参数耦合作用下复杂汽车塑件气辅成型工艺正交优化研究[J]. 应用基础与工程科学学报,2011,19(6):925⁃937. |
| JIANG S F, LI J Q, QIU S J. An orthogonal optimization study of gas⁃assisted process for complex automotive parts with coupling parameters[J]. Journal of Basic Science and Engineering,2011,19(6):925⁃937. | |
| 10 | 谭小红. 细长杆多腔模注塑成型工艺多因素多目标集成优化[D]. 镇江:江苏大学,2013. |
| 11 | 任清海,耿 铁. 延迟时间对气辅注射成型气体穿透行为影响的数值模拟和实验研究[J]. 中国塑料,2016,30(8):70⁃74. |
| REN Q H, GENG T. Numerical simulation and experiment of the influence of delay time on gas penetration in Gas⁃assisted injection molding[J]. China Plastics,2016,30(8):70⁃74. | |
| 12 | 任清海,王子剑,耿 铁. 注气参数对气辅成型气体穿透影响的研究[J].现代塑料加工应用,2021,32(5):46⁃48. |
| REN Q H, WANG Z J, GENG T. Research on the influence of gas injection parameters on gas penetration in gas⁃assisted injection molding[J]. Modern Plastics Processing and Applications,2021,32(5):46⁃48. | |
| 13 | 任清海,耿 铁. 气辅新增参数对气辅注塑成型质量的影响[J]. 塑料,2021,50(1):6⁃11. |
| REN Q H, GENG T. The influence of nhew gas⁃assisted parameters on the quality of gas⁃assisted injection molding[J]. Plastics,2021,50(1):6⁃11. | |
| 14 | 任清海,耿 铁. 正交试验优选气辅成型工艺参数[J].合成树脂及塑料,2022,39(1):54⁃59. |
| REN Q H, GENG T. Optimization of the gas⁃assisted injection molding process parameters based on orthogonal test[J]. China Synthetic Resin and Plastics,2022,39(1):54⁃59. | |
| 15 | 周大路. 气辅成型中成型工艺对制品翘曲的影响[J].塑料工业,2014,42(10):65⁃67. |
| ZHOU D L. Effect of molding process on the warpage of product in the gas assistance formation[J]. China Plastics Industry,2014,42(10):65⁃67. |
| [1] | JIANG Shu, WANG Yang, ZHAI Menglei, LI Qingtao, HUANG Ming, LIU Chuntai. Structural design and overlay simulation of continuous carbon⁃fiber⁃reinforced B⁃pillar reinforced plate [J]. China Plastics, 2024, 38(4): 73-78. |
| [2] | RONG Di, JIA Zhixin, LIU Lijun, LI Jiqiang, ZHAO Chuantao, GAO Lizhen, WANG Shaofeng. Analysis of influence factors on impact strength of epoxy/carbon⁃fiber⁃composite⁃molded products [J]. China Plastics, 2024, 38(1): 55-61. |
| [3] | ZHOU Lei, ZHANG Lihua, CHEN Gingming, MAO Xu, CHEN Shuguang, QIU Jiancheng. Flow field analysis and design optimization of flow channel of degradable plastic sheet head [J]. China Plastics, 2023, 37(9): 90-95. |
| [4] | DING Hai, MA Bingxin, HUA Shaozhen, CAO Wei. Optimization and design of central venous catheter mold by Polyflow [J]. China Plastics, 2023, 37(8): 113-117. |
| [5] | ZHU Jiawei, PAN Wei, HUANG Shizheng, MOHINI Sain, YANG Weimin, JIAN Ranran. Research progress in high⁃speed and high⁃strength fused deposition molding technology [J]. China Plastics, 2023, 37(8): 118-126. |
| [6] | GAO Hailiang, HU Cheng, ZHOU Yuqiang, LIU Xin, CHENG Jianming, SONG Guizhen. Dimensional accuracy and control of 3D printed parts [J]. China Plastics, 2023, 37(8): 79-85. |
| [7] | . Injection molding optimization of thin-walled complex parts based on Modex3d [J]. , 2023, 37(6): 59-65. |
| [8] | LI Chuanmin, YANG Jianjun, LI Yang, WANG Luowei. Structure design and process parameter optimization of active mixing nozzle based on PDMS/SiC functional gradient composite [J]. China Plastics, 2023, 37(2): 71-76. |
| [9] | XU Yuxuan, DANG Kaifang, FU Nanhong, JIAO Xiaolong, XIE Pengcheng, YANG Weimin. Research progress in adaptive optimization technology for injection molding process [J]. China Plastics, 2022, 36(9): 180-186. |
| [10] | WANG Xiaodong, WANG Quan, CHEN Tuo, ZHENG Yue. Optimization of multi⁃objective parameters for double color injection⁃molding based on grey relational analysis and entropy weight method [J]. China Plastics, 2022, 36(7): 115-120. |
| [11] | TAN Lei, HUANG Xingyuan, WANG Han, PAN Liuwen. Analysis of temperature field in melting chamber of hot⁃air melting waste plastic granulator [J]. China Plastics, 2022, 36(4): 149-157. |
| [12] | LIU Ganhua, TANG Naifu, MA Ruiwu. Multi⁃objective optimization for MIM process parameters of equal⁃distance spiral bevel gear [J]. China Plastics, 2022, 36(3): 96-103. |
| [13] | ZHANG Xiang, YAN Zhenhao, KONG Xiaoya, ZHU Jianxiao, GUAN Guotao, ZHAO Na, LI Qian. Study on structural optimization of disc screw in micro injection machine [J]. China Plastics, 2022, 36(2): 147-156. |
| [14] | REN Lihui, LI Fuzhu, WANG Yun, DAI Yachun, YANG Hui, XU Zhenying. Multi⁃objective optimization of injection molding quality based on TOPSIS⁃grey relational analysis [J]. China Plastics, 2022, 36(2): 96-102. |
| [15] | YANG Xu, FANG Jian, QIN Min, YU Lei. Preparation process optimization and characterization of chitosan/gellan gum bilayer films [J]. China Plastics, 2022, 36(11): 14-23. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||