








 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (1): 166-171.DOI: 10.19491/j.issn.1001-9278.2022.01.024
张维合1( ), 冯国树2, 朱晓敏1, 吴梓纯1, 叶明山1, 杜海1, 宋东阳2, 王靖2
), 冯国树2, 朱晓敏1, 吴梓纯1, 叶明山1, 杜海1, 宋东阳2, 王靖2
ZHANG Weihe1(), FENG Guoshu2, ZHU Xiaoming1, WU Zichun1, YE Mingshan1, DU Hai1, SONG Dongyang2, WANG Jing2
摘要:
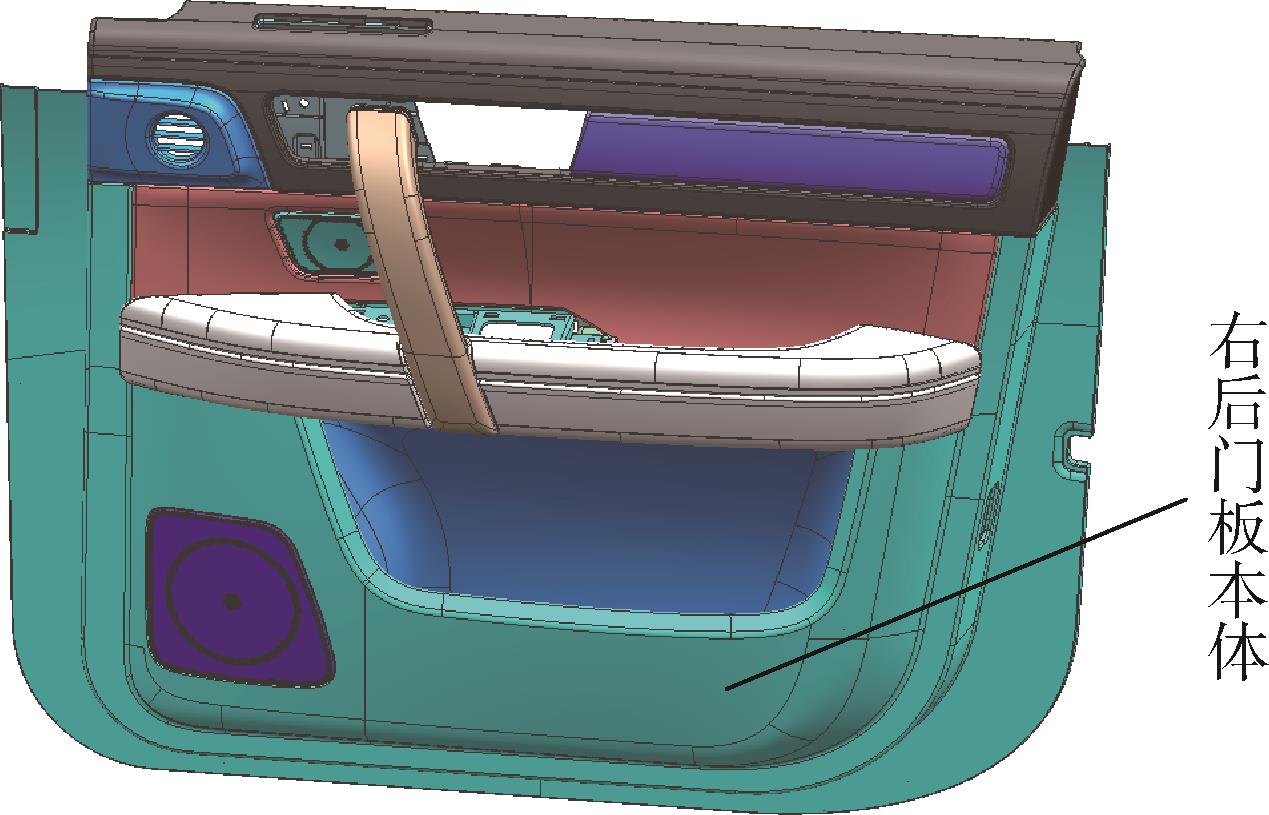
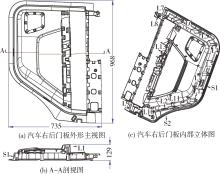
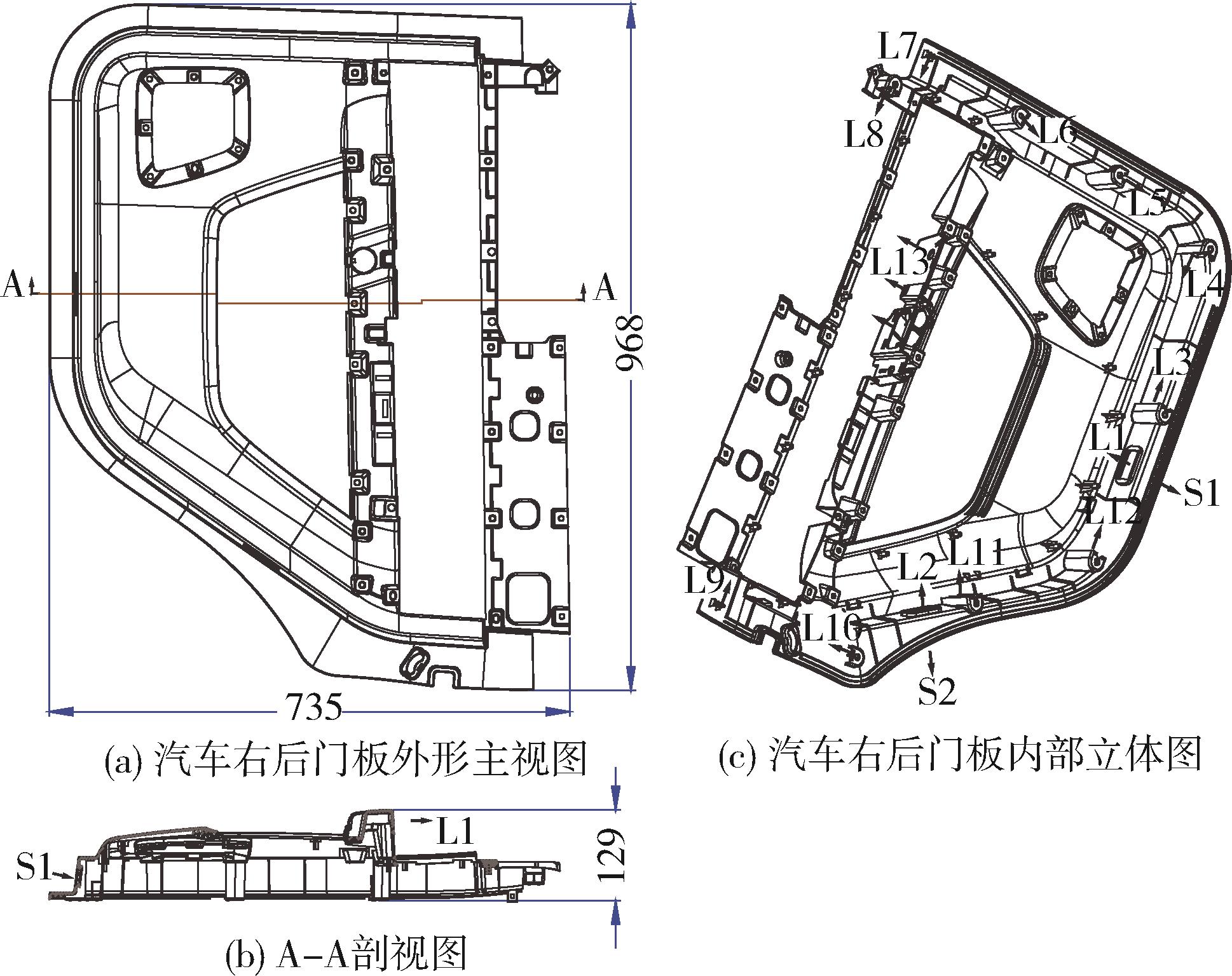
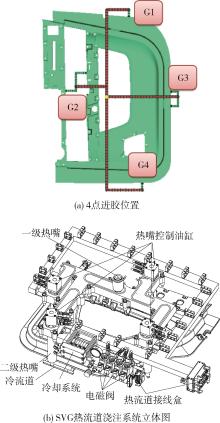
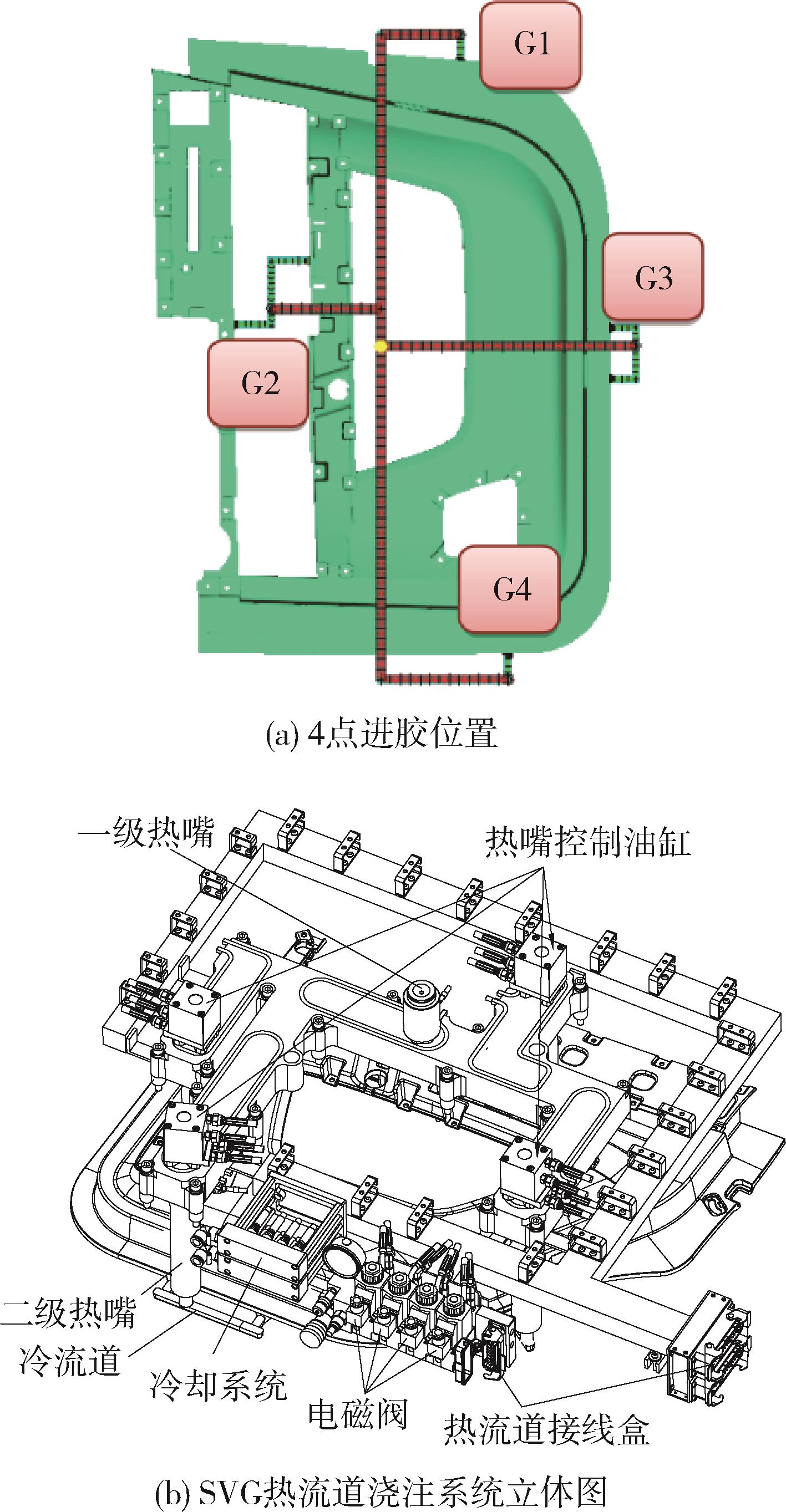
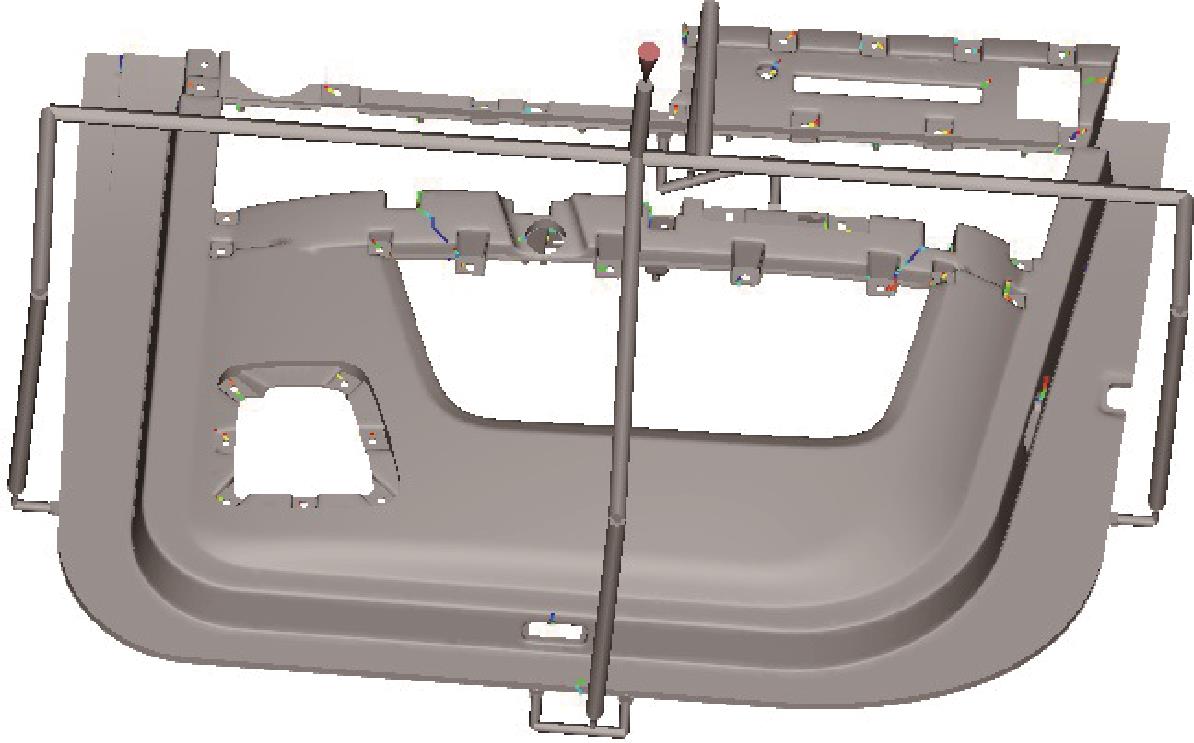
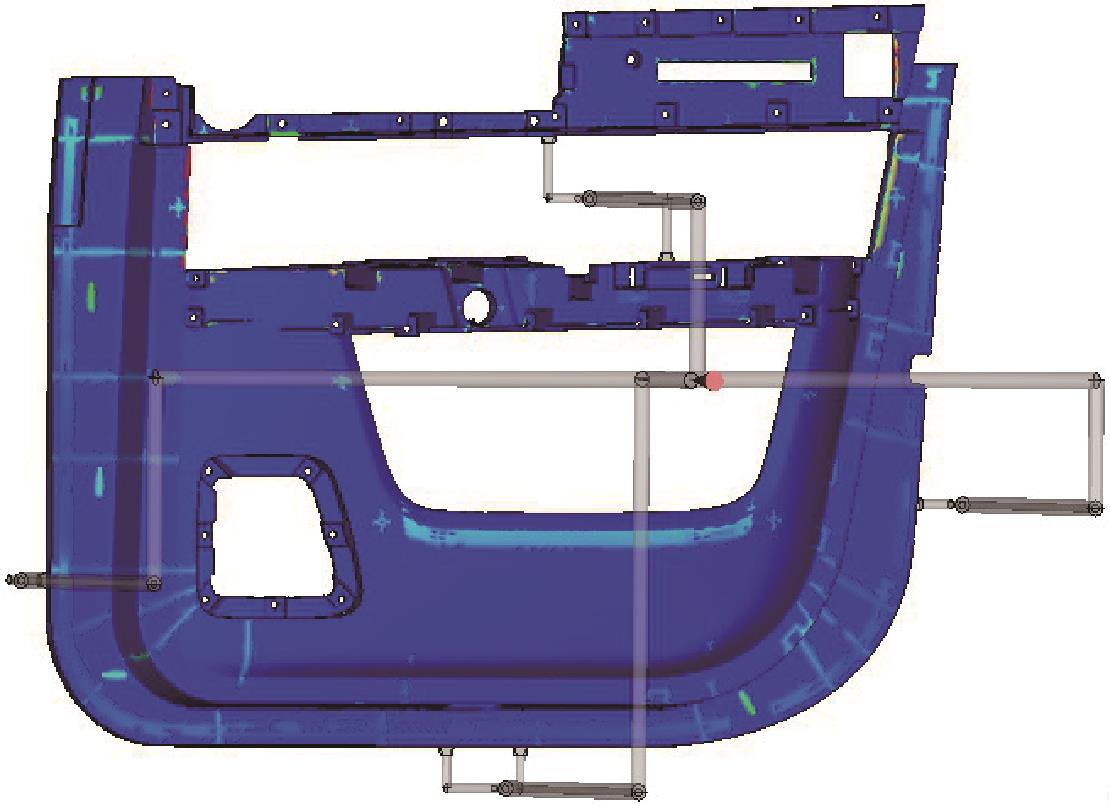
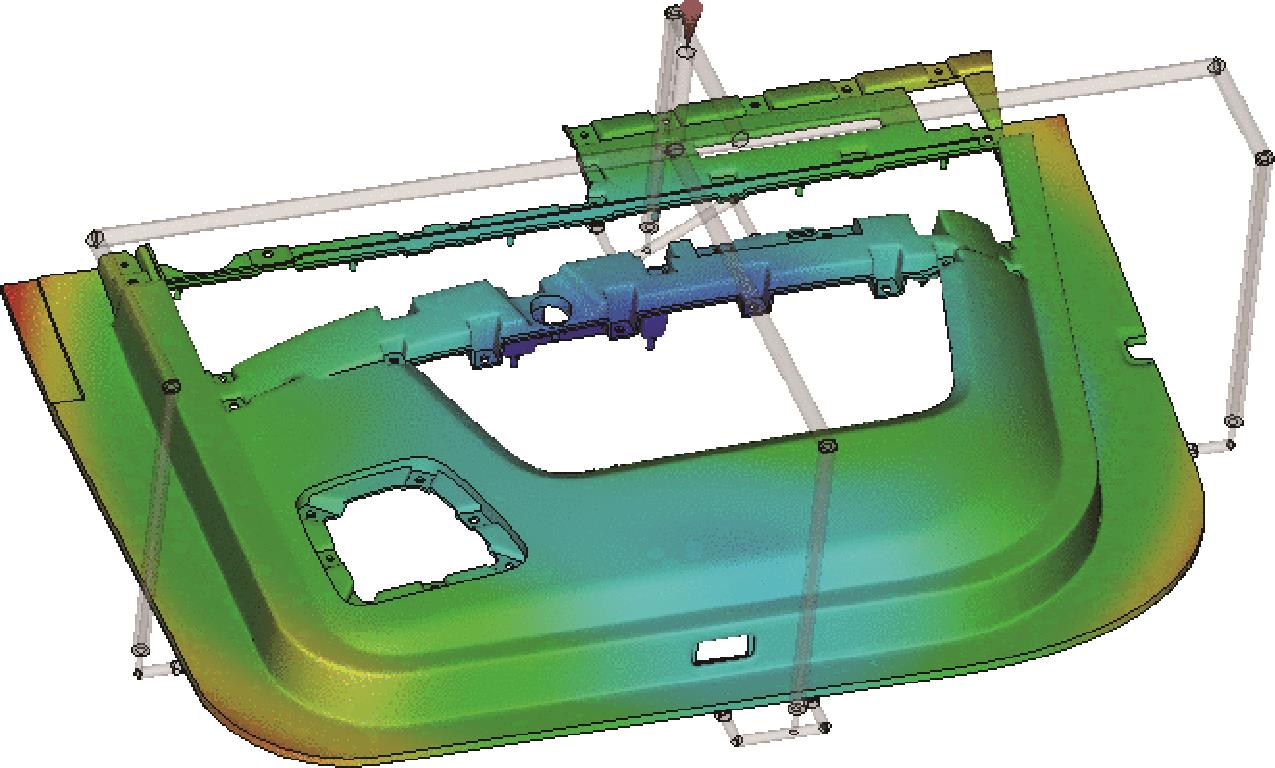
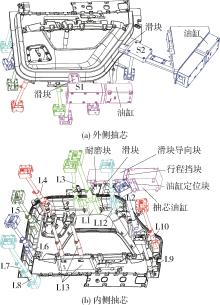
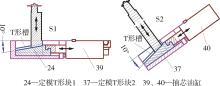
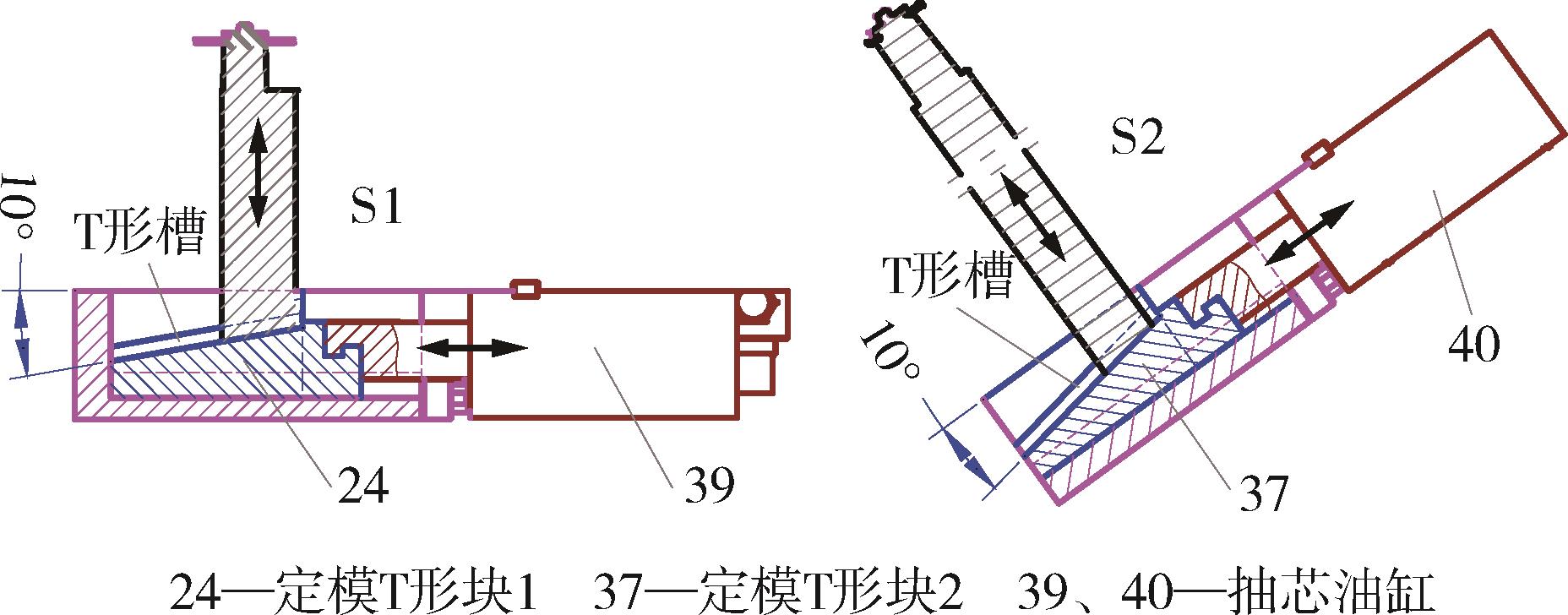
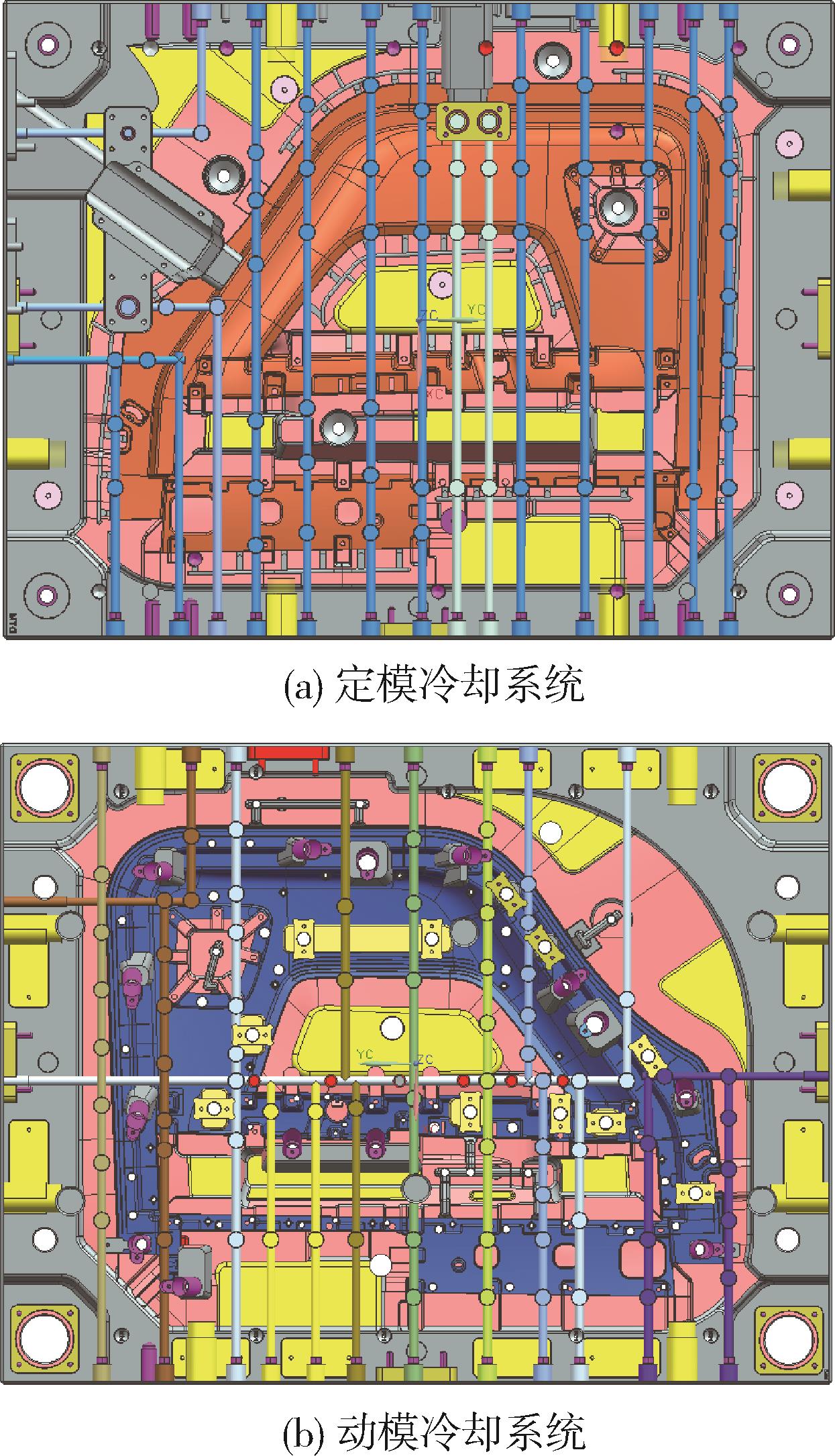
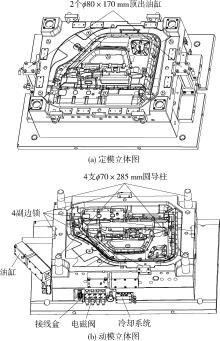
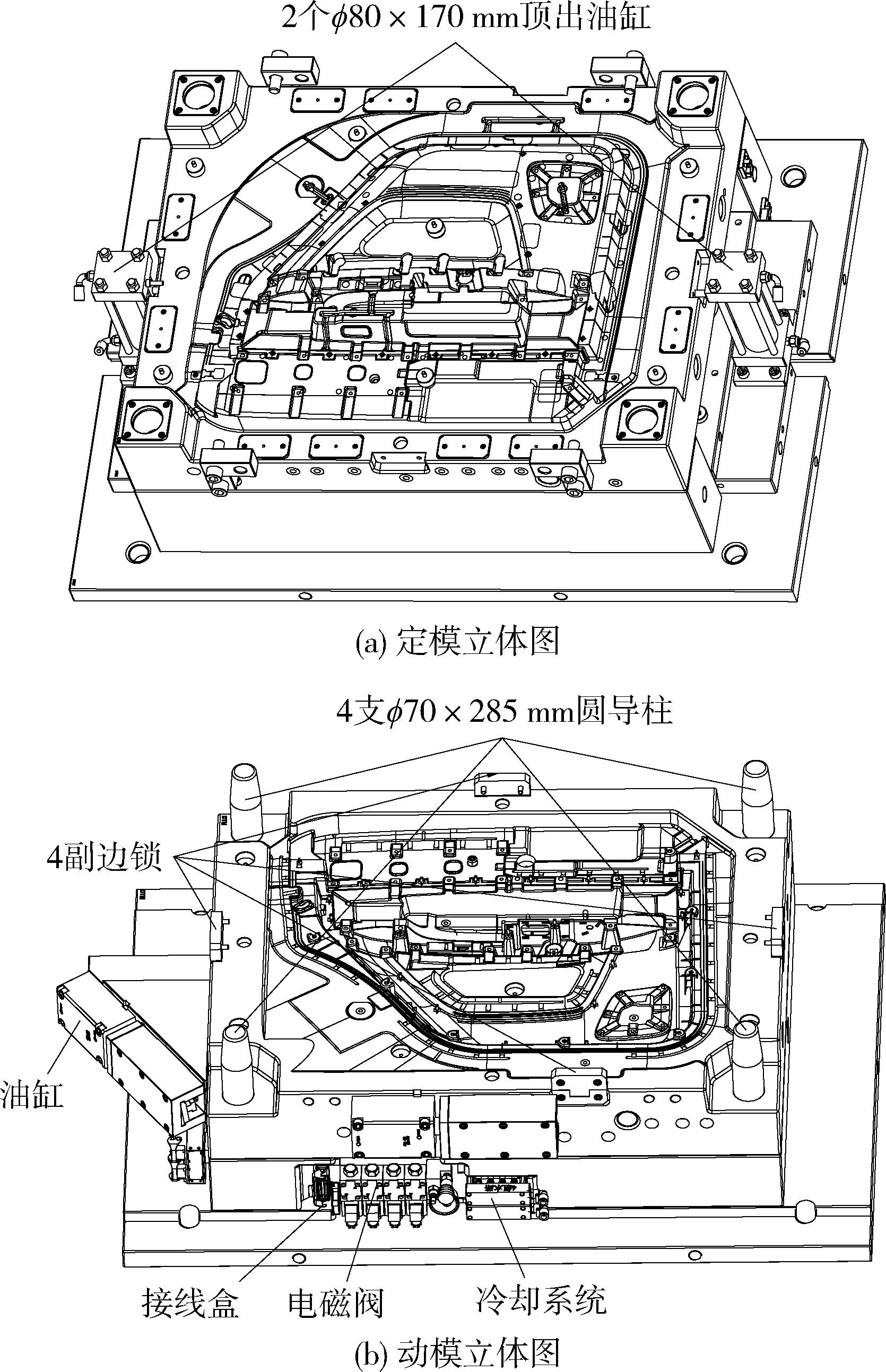
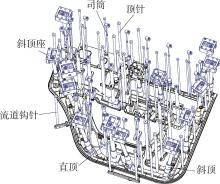
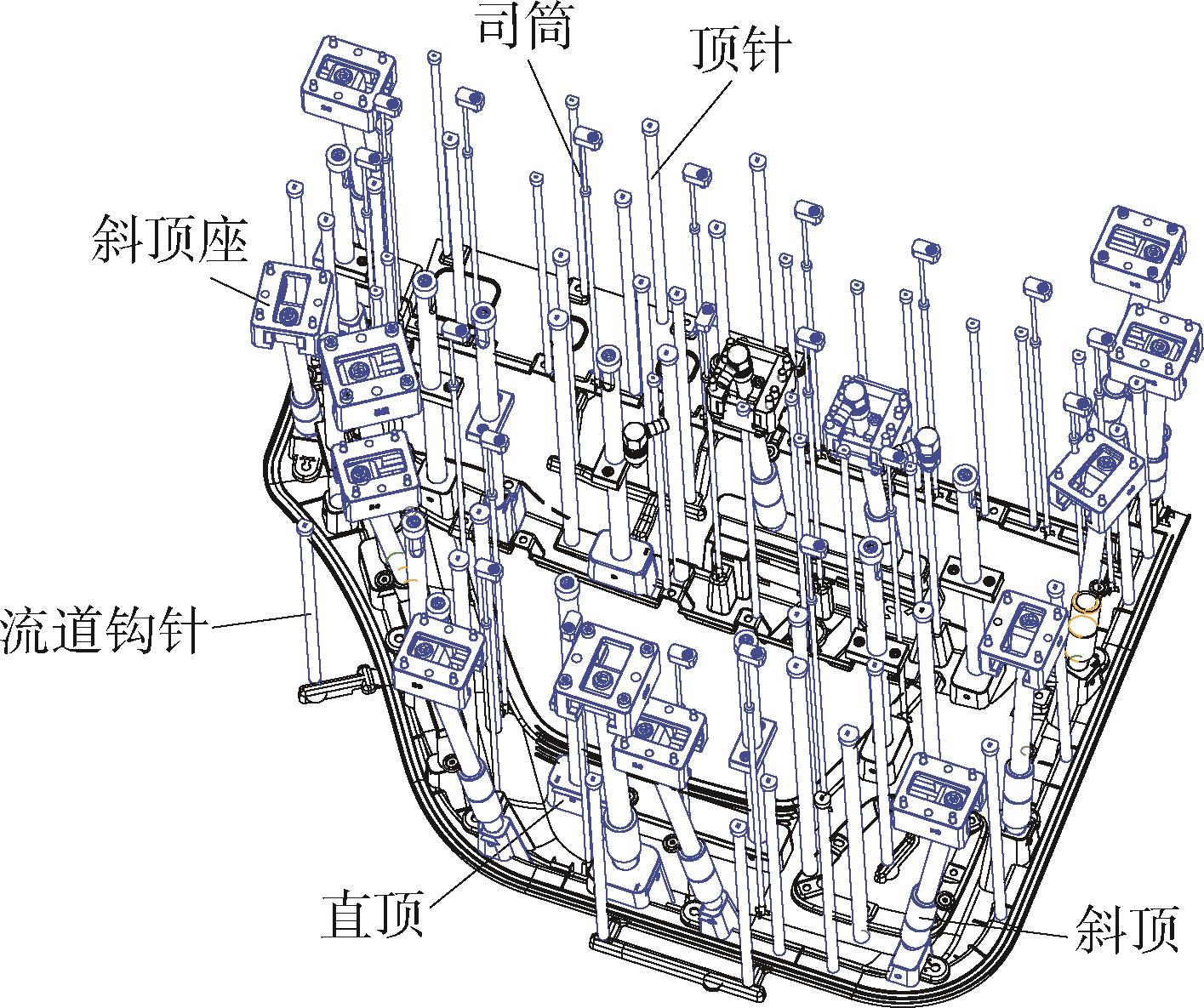
根据汽车右后门板的结构特点,设计了一副大型薄壁顺序阀控制的热流道注塑模具。通过前期的模流分析,确定了先进合理的模具浇注系统。通过采用“斜顶+斜顶杆”与“油缸+T形块+滑块”的侧向抽芯结构,成功解决了塑件内外倒扣多、脱模困难的难题。通过采用“直通式水管+隔片式冷却水井”近乎“随形水路”的温度控制系统,模具成型周期下降了约10 %。模具第一次试模成功,结果表明,成型塑件精度达到了设计要求。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2