

 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2025, Vol. 39 ›› Issue (3): 77-80.DOI: 10.19491/j.issn.1001-9278.2025.03.014
黄可( ), 邹华杰, 钱子龙, 李兵兵
), 邹华杰, 钱子龙, 李兵兵
HUANG Ke(), ZOU Huajie, QIAN Zilong, LI Bingbing
摘要:
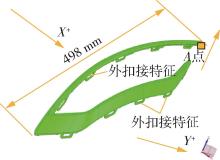
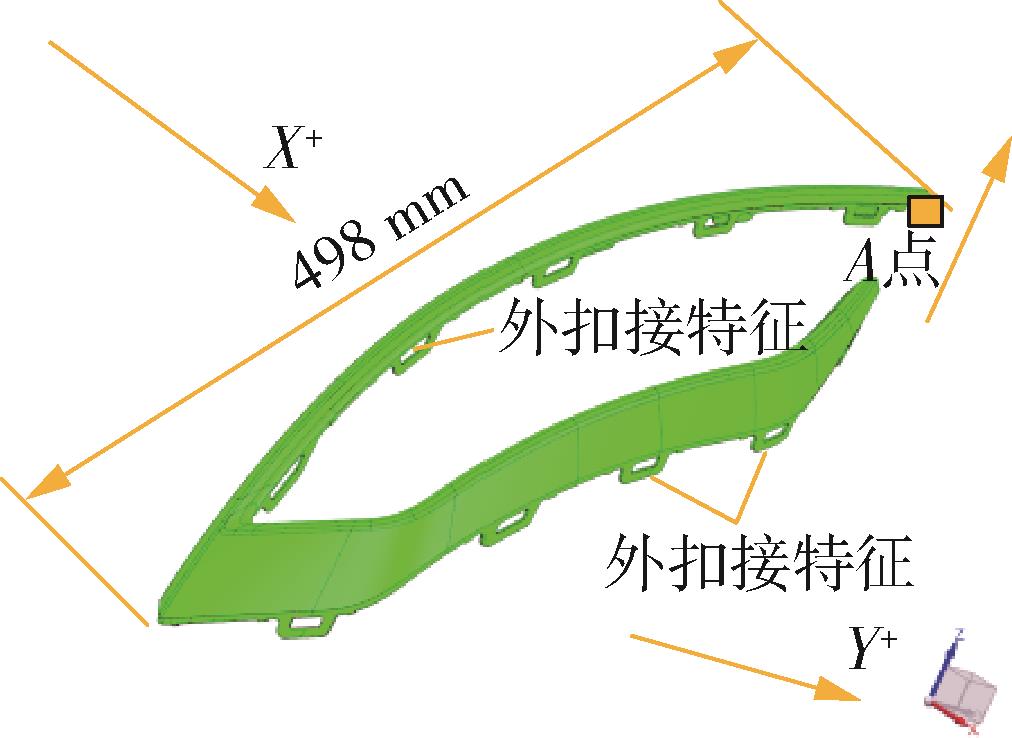
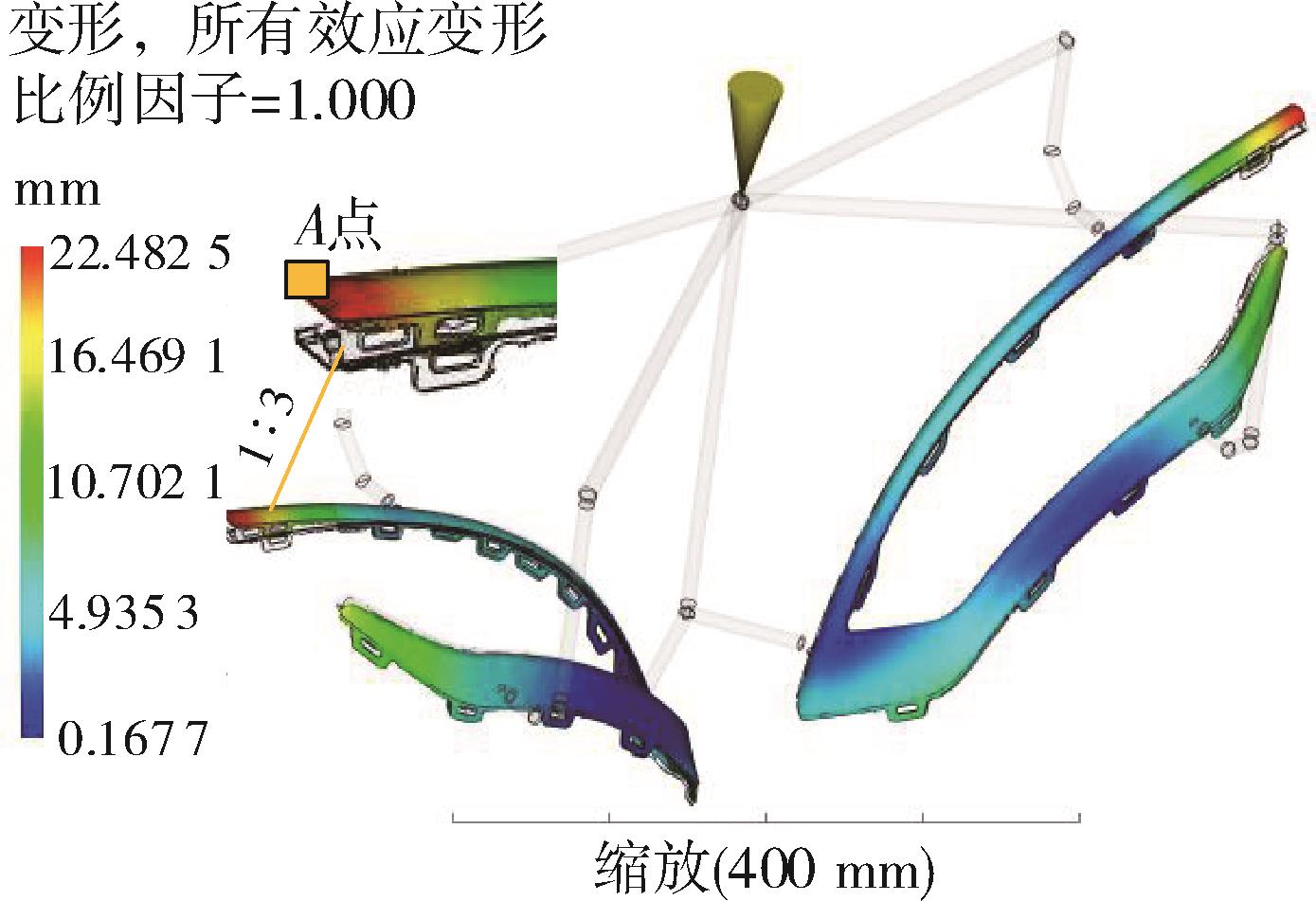
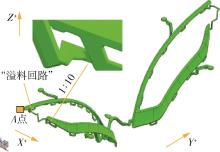
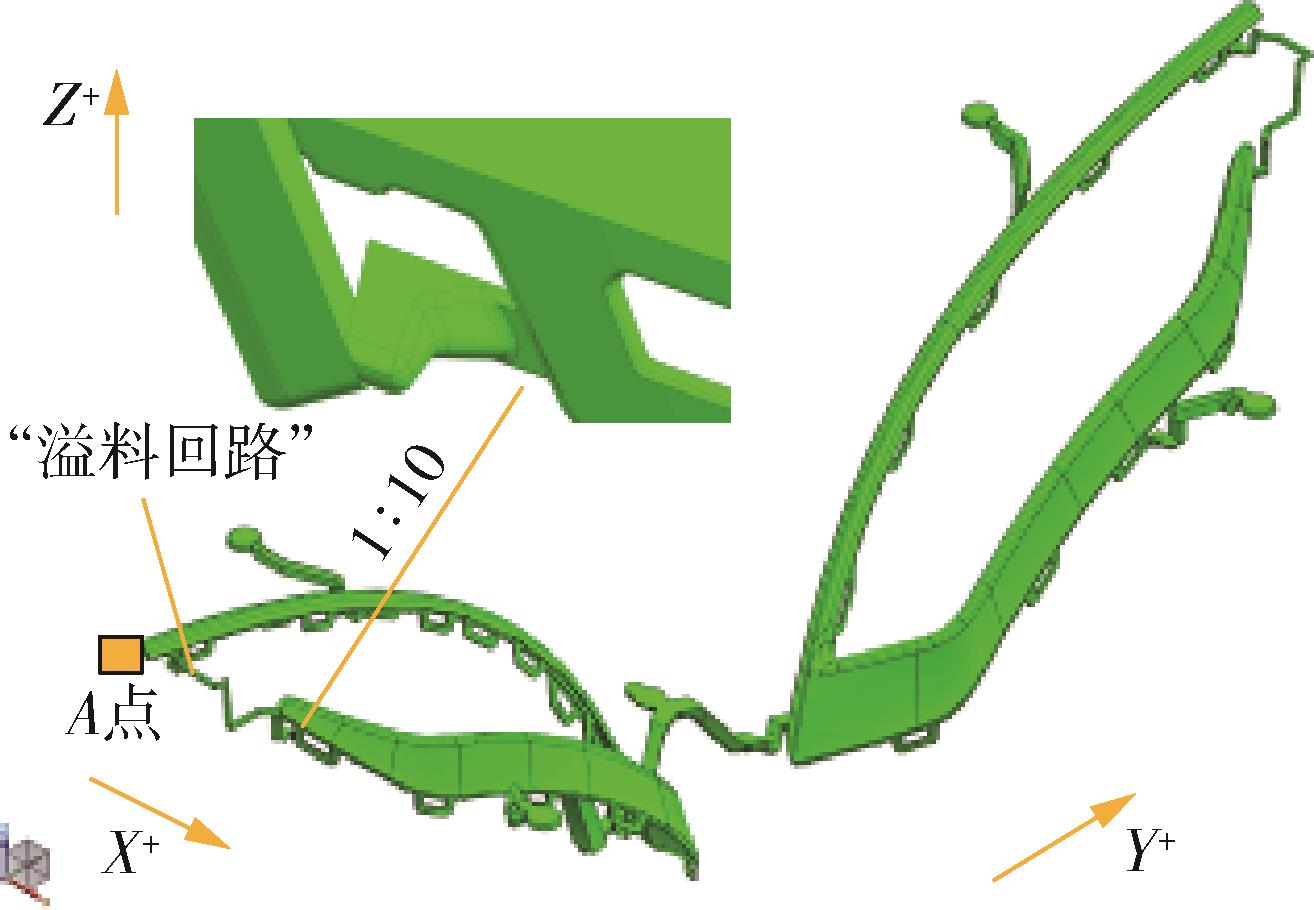
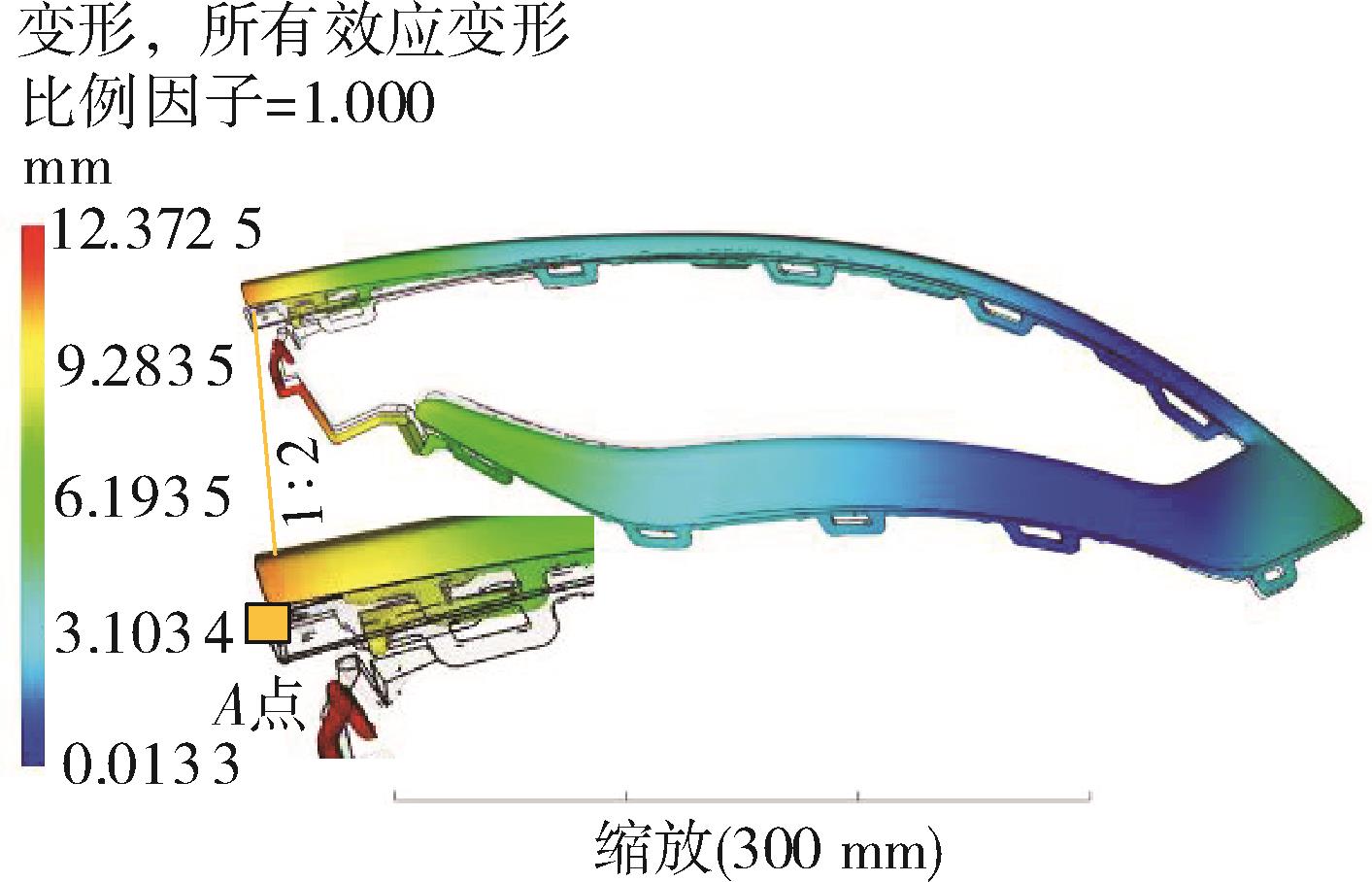
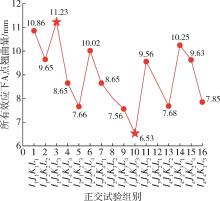
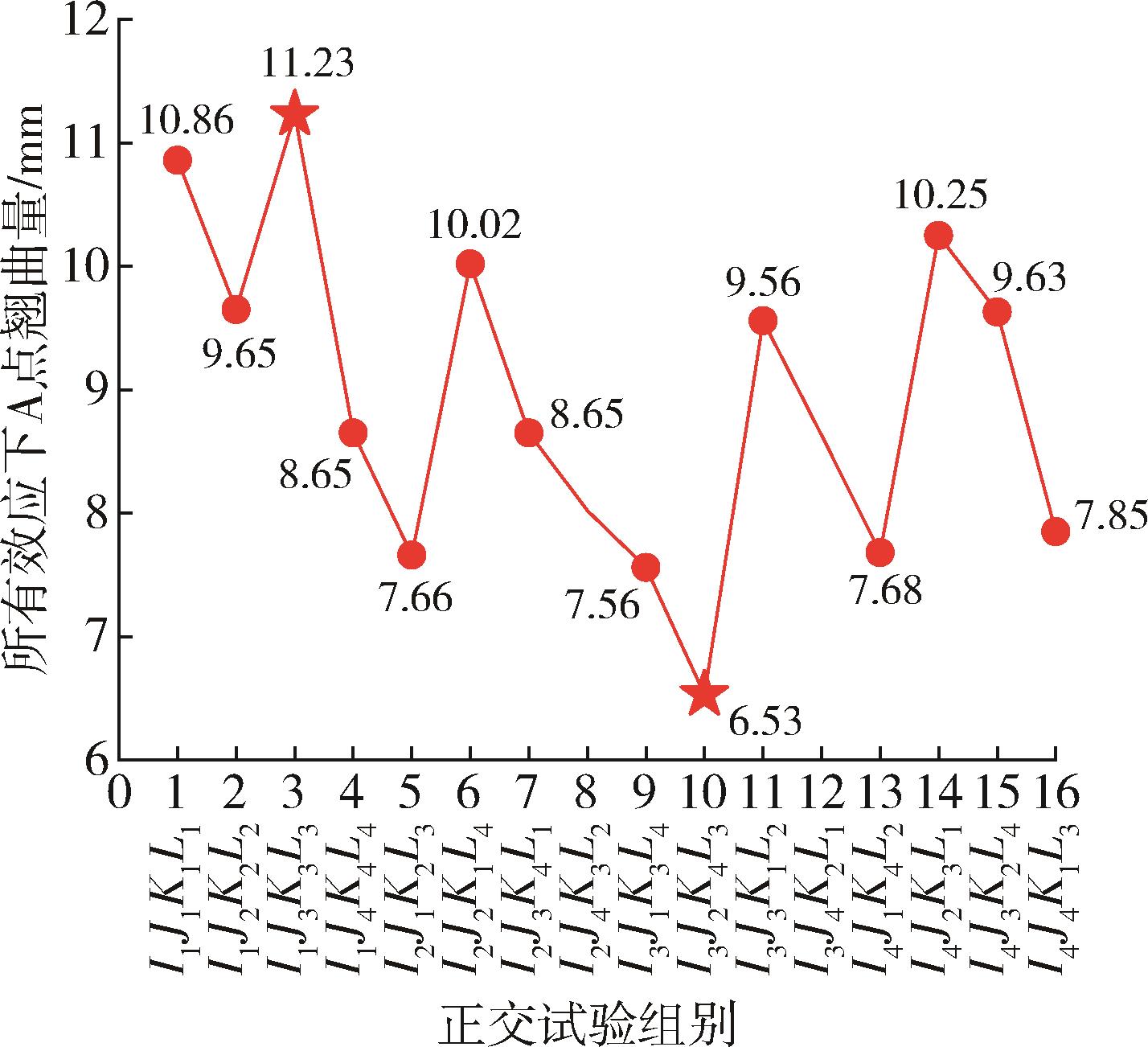
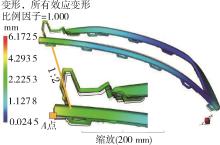
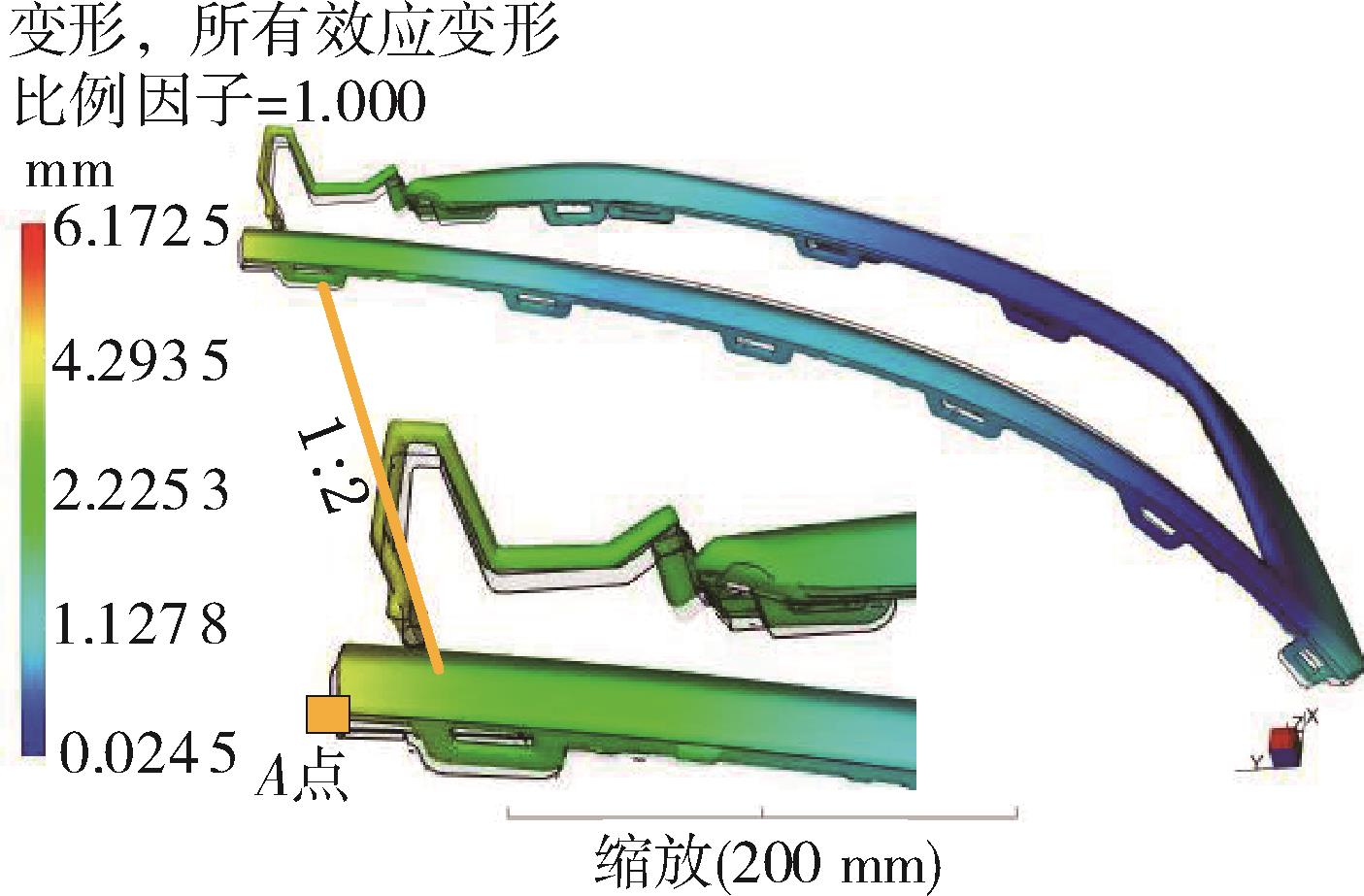
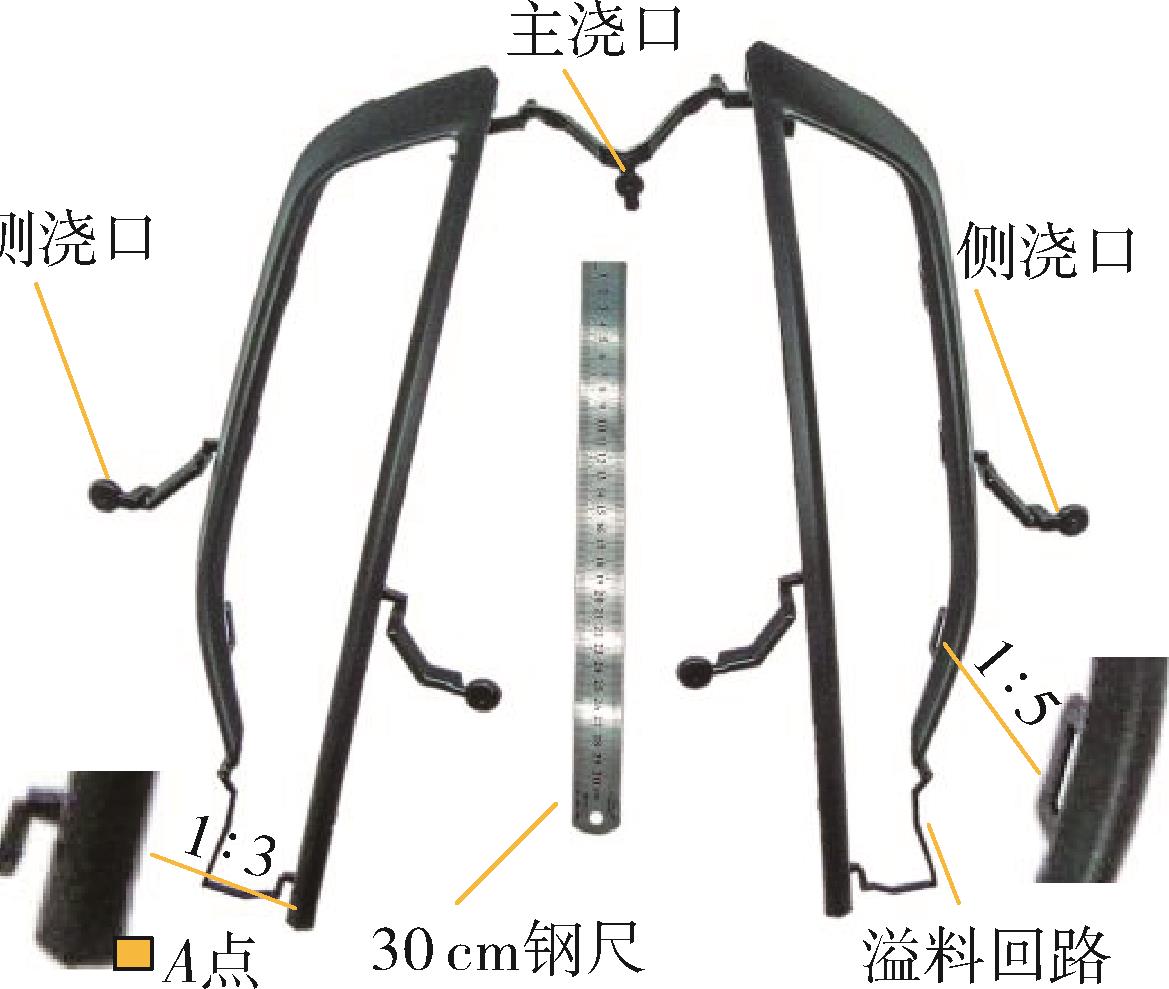
以某型号轿车皮纹后饰条为研究对象,选取了制品上特征点A为翘曲观测点,在扣接特征处沿料流前进方向增设了“溢料回路”。选取模具表面温度、注塑温度、注射压力、保压压力,为研究对象,构建4因素4水平L16正交试验。对16组数据进行了极差分析,获得了响应最灵敏的因素及水平,得到了最优工艺参数组合,在最优参数组合下,A点处所有效应下翘曲量为5 mm,较第10组参数下的翘曲量,降低了30 %。对最优参数进行了试验验证,主要注塑参数为模具表面温度128 ℃、注塑温度330 ℃、注射压力48 MPa、保压压力为注射压力的95 %。成型后制品外观面光泽均匀,没有出现银纹、拉丝、发白等注塑缺陷,特征点A,与制品整体平滑过渡,满足了试验预期,制品成型后满足使用要求,验证了Moldflow 2023模流分析软件的准确性及极差分析的科学性。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2