 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (1): 106-111.DOI: 10.19491/j.issn.1001-9278.2024.01.015
• 机械与模具 • 上一篇
贾明印( ), 徐文一, 任浩宇, 薛平
), 徐文一, 任浩宇, 薛平
收稿日期:2023-06-02
出版日期:2024-01-26
发布日期:2024-01-22
作者简介:贾明印(1979-),男,副教授,主要从事高分子复合材料成型技术及装备研究,jiamy@mail.buct.edu.cn
JIA Mingyin(), XU Wenyi, REN Haoyu, XUE Ping
Received:2023-06-02
Online:2024-01-26
Published:2024-01-22
摘要:
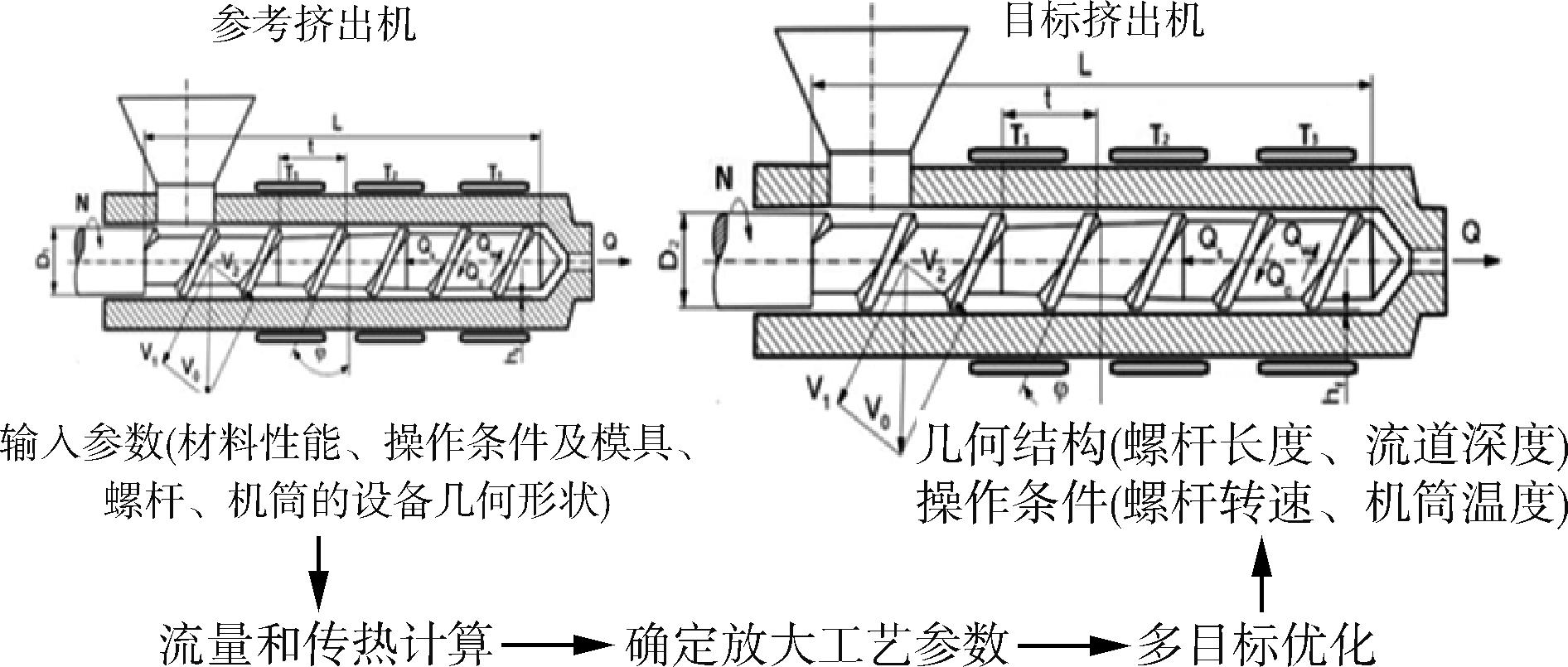
总结了近些年来国内外提出的螺杆挤出机相似放大准则,并对比分析了常用的放大系数和适用范围,同时,介绍了相似放大理论在螺杆挤出机中的优化挤出机的结构参数、工艺条件的实际应用,最后指出了螺杆挤出机相似放大理论进一步探索和优化,为螺杆挤出机行业的可持续发展提供更加有效的理论支持。
中图分类号:
贾明印, 徐文一, 任浩宇, 薛平. 螺杆挤出机相似放大理论的研究进展[J]. 中国塑料, 2024, 38(1): 106-111.
JIA Mingyin, XU Wenyi, REN Haoyu, XUE Ping. Research progress in similarity amplification theory of screw extruders[J]. China Plastics, 2024, 38(1): 106-111.
| 相似放大方法 | 理论公式 | 特点 | 适用情况 |
|---|---|---|---|
| Carley/McKelvey(混合)相似放大[ | N2=N1(DE2/DE1)0 | 基于熔体输送段分析,保证放大前后恒定的剪切速率、停留时间、剪切应变和比能耗。 | 理想条件较多,适合牛顿流体在完全存满的情况下的中、小型机器。 |
| Q2=Q1(DE2/DE1)3 | |||
| L2=L1(DE2/DE1)1 | |||
| Maddock(通用)相似放大[ | N2=N1(DE2/DE1)-0.5 | 不利于混合过程的安全性,通过增加熔融段的长度,减少固体输送段和泵送段的长度可以弥补熔化能力的不足。 | 聚合物挤出行业中 最常用的放大方法。 |
| Q2=Q1(DE2/DE1)2.5 | |||
| L2=L1(DE2/DE1)1 | |||
| Person相似放大 | N2=N1(DE2/DE1)-(2+2m)/(1+3m) | 能平衡的固体输送、熔化和泵送3个阶段,缺点在于产量增长相当缓慢。 | 对产量要求不高的情况下。 |
| Q2=Q1(DE2/DE1)(1+5m)/(1+3m) | |||
| L2=L1(DE2/DE1)1 | |||
| Schenkel相似放大 | N2=N1 | 具有较多理想的特性,保持螺杆长度和宽度比、剪切应变、比能耗和平均停留时间恒定。 | 仅考虑熔体输送过程。 |
| Q2=Q1 | |||
| L2=L1 | |||
| Rauwendaal(1)相似放大[ | N2=N1(DE2/DE1)⁃(1+m)/(1+2m) | 低Brinkman数下熔融速率低于泵送速率,导致固体输送、熔化和泵送速率的不平衡。 | 仅用于熔体进料挤出机或塑化挤出机的熔体输送部分。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)1 | |||
| Rauwendaal(2)(热传递)相似放大[ | N2=N1(DE2/DE1)-1 | 熔融速率与泵送速率相匹配,能产生良好的挤出机性能和混合温度控制。但其产量低于常见的放大方法。 | 仅用于熔体进料挤出机或塑化挤出机的熔体输送部分。 |
| Q2=Q1(DE2/DE1)(1+2m)/2m | |||
| L2=L1(DE2/DE1)(1+m)/2m | |||
| Fischer/Potente(1)相似放大[ | N2=N1(DE2/DE1)-1.4 | 基于准绝热挤出机,存在固体输送速率与熔融速率以及泵送速率不匹配,停留时间显著增加,比能耗受m影响。 | 只适用于特殊的聚合物;(实验证明m=3/11下等式)。 |
| Q2=Q1(DE2/DE1)1.6⁃0.7m | |||
| L2=L1(DE2/DE1)1 | |||
| Fischer/Potente(2)相似放大[ | N2=N1(DE2/DE1)-0.6 | 基于传统挤出机的相似放大理论,易出现熔融速率和非恒定比耗能(SEC)的增加不足。 | 只适用于m=1(牛顿流体)聚合物。 |
| Q2=Q1(DE2/DE1)2.4⁃0.3m | |||
| L2=L1(DE2/DE1)1 | |||
热敏性聚合物 相似放大[ | N2=N1(DE2/DE1)-1 | 只考虑在低Brinkman数下的熔化性能,应加大螺杆速度以保持螺杆圆周速度恒定。 | 适用于热敏感或剪切敏感的聚合物。 |
| Q2=Q1(DE2/DE1)1.5 | |||
| L2=L1(DE2/DE1)1 | |||
| 基于熔融能力的平衡相似放大[ | N2=N1(DE2/DE1)-0.7 | 通过调节螺杆不同段的L/D比,来提高熔融能力。 | 适用于直径放大比例较小场合。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2<L1(DE2/DE1)1 |
| 相似放大方法 | 理论公式 | 特点 | 适用情况 |
|---|---|---|---|
| Carley/McKelvey(混合)相似放大[ | N2=N1(DE2/DE1)0 | 基于熔体输送段分析,保证放大前后恒定的剪切速率、停留时间、剪切应变和比能耗。 | 理想条件较多,适合牛顿流体在完全存满的情况下的中、小型机器。 |
| Q2=Q1(DE2/DE1)3 | |||
| L2=L1(DE2/DE1)1 | |||
| Maddock(通用)相似放大[ | N2=N1(DE2/DE1)-0.5 | 不利于混合过程的安全性,通过增加熔融段的长度,减少固体输送段和泵送段的长度可以弥补熔化能力的不足。 | 聚合物挤出行业中 最常用的放大方法。 |
| Q2=Q1(DE2/DE1)2.5 | |||
| L2=L1(DE2/DE1)1 | |||
| Person相似放大 | N2=N1(DE2/DE1)-(2+2m)/(1+3m) | 能平衡的固体输送、熔化和泵送3个阶段,缺点在于产量增长相当缓慢。 | 对产量要求不高的情况下。 |
| Q2=Q1(DE2/DE1)(1+5m)/(1+3m) | |||
| L2=L1(DE2/DE1)1 | |||
| Schenkel相似放大 | N2=N1 | 具有较多理想的特性,保持螺杆长度和宽度比、剪切应变、比能耗和平均停留时间恒定。 | 仅考虑熔体输送过程。 |
| Q2=Q1 | |||
| L2=L1 | |||
| Rauwendaal(1)相似放大[ | N2=N1(DE2/DE1)⁃(1+m)/(1+2m) | 低Brinkman数下熔融速率低于泵送速率,导致固体输送、熔化和泵送速率的不平衡。 | 仅用于熔体进料挤出机或塑化挤出机的熔体输送部分。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)1 | |||
| Rauwendaal(2)(热传递)相似放大[ | N2=N1(DE2/DE1)-1 | 熔融速率与泵送速率相匹配,能产生良好的挤出机性能和混合温度控制。但其产量低于常见的放大方法。 | 仅用于熔体进料挤出机或塑化挤出机的熔体输送部分。 |
| Q2=Q1(DE2/DE1)(1+2m)/2m | |||
| L2=L1(DE2/DE1)(1+m)/2m | |||
| Fischer/Potente(1)相似放大[ | N2=N1(DE2/DE1)-1.4 | 基于准绝热挤出机,存在固体输送速率与熔融速率以及泵送速率不匹配,停留时间显著增加,比能耗受m影响。 | 只适用于特殊的聚合物;(实验证明m=3/11下等式)。 |
| Q2=Q1(DE2/DE1)1.6⁃0.7m | |||
| L2=L1(DE2/DE1)1 | |||
| Fischer/Potente(2)相似放大[ | N2=N1(DE2/DE1)-0.6 | 基于传统挤出机的相似放大理论,易出现熔融速率和非恒定比耗能(SEC)的增加不足。 | 只适用于m=1(牛顿流体)聚合物。 |
| Q2=Q1(DE2/DE1)2.4⁃0.3m | |||
| L2=L1(DE2/DE1)1 | |||
热敏性聚合物 相似放大[ | N2=N1(DE2/DE1)-1 | 只考虑在低Brinkman数下的熔化性能,应加大螺杆速度以保持螺杆圆周速度恒定。 | 适用于热敏感或剪切敏感的聚合物。 |
| Q2=Q1(DE2/DE1)1.5 | |||
| L2=L1(DE2/DE1)1 | |||
| 基于熔融能力的平衡相似放大[ | N2=N1(DE2/DE1)-0.7 | 通过调节螺杆不同段的L/D比,来提高熔融能力。 | 适用于直径放大比例较小场合。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2<L1(DE2/DE1)1 |


| 相似放大方法 | 理论公式 | 特点 | 适用情况 |
|---|---|---|---|
| 几何⁃容积⁃剪切速率相似放大[ | N2=N1(k2/k1)1 | 利用产量公式逆推放大后螺杆主要参数。 | 常用于已知产量放大下。 |
| Q2=Q1(Vp2/Vp1)1 | |||
| L2=L1(DE2/DE1)1 | |||
| 热平衡相似放大[ | N2=N1(DE2/DE1)x | 考虑物料本身的特性,树脂黏度特性相对螺杆直径比对正确放大影响较大。同时螺杆转速取决于产量。 | 尺寸较大挤出机。 |
| Q2=Q1(DE2/DE1)2.8 | |||
| m2=m1(DE2/DE1)0.3~1 | |||
| 综合热平衡和混合相似放大[ | N2=N1(DE2/DE1)-0.5 | 热传导引起的温度场变化较小,剪切速率和平均停留时间保持恒定。 | 适用于同向双螺杆挤出机。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)0.5 | |||
| 产量相似放[ | N2=N1(DE2/DE1)0 | 优先保证产品质量和产量,再考虑其他参数。将正交试验和模拟仿真结合,可以降低放大的风险性。 | 适用于同向双螺杆挤出机。 |
| Q2=Q1(DE2/DE1)q | |||
| L2=L1(DE2/DE1)1 | |||
| 通道深度相似放大[ | N2=N1(DE2/DE1)-2/3 | 能够满足恒定混合的要求,但导致了温度变化,对于大尺寸挤出机的圆周速度和磨损较高。 | 挤出机在完全绝热条件下运行,不适合于大型挤出机 (D>200 mm)。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)1 | |||
| 层流混合相似放大[ | N2=N1(DE2/DE1)-1 | Br和Gz数是恒定,此时机筒壁的热交换系数非常重要。 | 熔融段中具有凹槽进料区的挤出机。 |
| Q2=Q1(DE2/DE1)1.5 | |||
| L2=L1(DE2/DE1)1 | |||
阻力流百分比 相似放大[ | N2=N1(DE2/DE1)0 | 准确地保持了分散混合行为。 | 适用于部分填充的系统。 |
| Q2=Q1%DF | |||
| L2=L1(DE2/DE1)0 | |||
| 体积相似放大[ | N2=N1(DE2/DE1)0 | 基于混合相似放大理论, 在螺杆等效填充度的情况下进行。 | 挤出机形状必须几何相似。 |
| Q2=Q1(DE2/DE1)3 | |||
| L2=L1(DE2/DE1)1 |
| 相似放大方法 | 理论公式 | 特点 | 适用情况 |
|---|---|---|---|
| 几何⁃容积⁃剪切速率相似放大[ | N2=N1(k2/k1)1 | 利用产量公式逆推放大后螺杆主要参数。 | 常用于已知产量放大下。 |
| Q2=Q1(Vp2/Vp1)1 | |||
| L2=L1(DE2/DE1)1 | |||
| 热平衡相似放大[ | N2=N1(DE2/DE1)x | 考虑物料本身的特性,树脂黏度特性相对螺杆直径比对正确放大影响较大。同时螺杆转速取决于产量。 | 尺寸较大挤出机。 |
| Q2=Q1(DE2/DE1)2.8 | |||
| m2=m1(DE2/DE1)0.3~1 | |||
| 综合热平衡和混合相似放大[ | N2=N1(DE2/DE1)-0.5 | 热传导引起的温度场变化较小,剪切速率和平均停留时间保持恒定。 | 适用于同向双螺杆挤出机。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)0.5 | |||
| 产量相似放[ | N2=N1(DE2/DE1)0 | 优先保证产品质量和产量,再考虑其他参数。将正交试验和模拟仿真结合,可以降低放大的风险性。 | 适用于同向双螺杆挤出机。 |
| Q2=Q1(DE2/DE1)q | |||
| L2=L1(DE2/DE1)1 | |||
| 通道深度相似放大[ | N2=N1(DE2/DE1)-2/3 | 能够满足恒定混合的要求,但导致了温度变化,对于大尺寸挤出机的圆周速度和磨损较高。 | 挤出机在完全绝热条件下运行,不适合于大型挤出机 (D>200 mm)。 |
| Q2=Q1(DE2/DE1)2 | |||
| L2=L1(DE2/DE1)1 | |||
| 层流混合相似放大[ | N2=N1(DE2/DE1)-1 | Br和Gz数是恒定,此时机筒壁的热交换系数非常重要。 | 熔融段中具有凹槽进料区的挤出机。 |
| Q2=Q1(DE2/DE1)1.5 | |||
| L2=L1(DE2/DE1)1 | |||
阻力流百分比 相似放大[ | N2=N1(DE2/DE1)0 | 准确地保持了分散混合行为。 | 适用于部分填充的系统。 |
| Q2=Q1%DF | |||
| L2=L1(DE2/DE1)0 | |||
| 体积相似放大[ | N2=N1(DE2/DE1)0 | 基于混合相似放大理论, 在螺杆等效填充度的情况下进行。 | 挤出机形状必须几何相似。 |
| Q2=Q1(DE2/DE1)3 | |||
| L2=L1(DE2/DE1)1 |

| 1 | ČATIĆ I, ČATIĆ R, James L, et al. (Editors): Screw extrusion science and technology[J]. Polimeri, 2005, 45(4): 164. |
| 2 | Carley J F, McKelvey J M. Extruder scale-up theory and experiments[J]. Industrial & Engineering Chemistry, 1953, 45(5): 989⁃992. |
| 3 | Maddock B H. Extruder scale⁃up by computer[J]. Polym Eng Sci, 1974, 14(12): 853⁃858. |
| 4 | Rauwendaal C. Twin Screw Extruders[M]. Polymer Extrusion (Fifth Edition), 2014: 697⁃761. |
| 5 | Potente H, Fischer P. Model laws for the design of single screw plasticating extruders[J]. Kunststoffe, 1977, 67: 242⁃247. |
| 6 | Chung C I. On the scale‐up of plasticating extruder screws[J]. Polymer Engineering & Science, 1984, 24(9): 626⁃632. |
| 7 | Chung C I. Extrusion of Polymers: Theory & Practice[M]. 2019: 309⁃321. |
| 8 | Gaspar⁃Cunha A, Covas J A. A scaling⁃up methodology for co⁃rotating twin⁃screw extruders[C]// PPS 27 ⁃ Proceedings of the Polymer Processing Society Annual Meeting. 2011. |
| 9 | Gaspar⁃Cunha A, Covas J A. An engineering scale⁃up approach using multi⁃objective optimization[J]. International Journal of Natural Computing Research, 2014, 4(1): 17⁃30. |
| 10 | 李 翱,毕 超,江 波. 大型同向旋转双螺杆挤压造粒机的相似放大理论[J]. 塑料, 2011, 40(3): 4. |
| LI A, BI C, JIANG B. Scale⁃up theory for large co⁃rotating twin⁃screw extruder[J]. Plastics, 2011, 40(3): 4. | |
| 11 | Berzin F, David C, Vergnes B. Optimization and scale⁃up of twin⁃screw reactive extrusion: the case of eva transesterification[J]. International Polymer Processing, 2020, 35(5): 422⁃428. |
| 12 | Dyadichev V V, Kolesnikov A V, Menyuk S G, et al. Improvement of extrusion equipment and technologies for processing secondary combined polymer materials and mixtures[J]. Journal of Physics: Conference Series, 2019, 1210(1):012035. |
| 13 | Matić J, Witschnigg A, Zagler M, et al. A novel in silico scale⁃up approach for hot melt extrusion processes[J]. Chemical Engineering Science, 2019, 204: 257⁃269. |
| 14 | Nakatani M. Scale‐up theory for twin‐screw extruder, keeping the resin temperature unchanged[J]. Advances in Polymer Technology: Journal of the Polymer Processing Institute, 1998, 17(1): 19⁃22. |
| 15 | 翟文斌. 固体推进剂用同向双螺杆挤出机混合段的放大设计[D]. 北京:北京化工大学, 2019. |
| 16 | Chen B, Zhu L, Zhang F, et al. Process development and scale⁃up[M]. 2017:853⁃859. |
| 17 | Osorio J G, Sayin R, Kalbag A V, et al. Scaling of continuous twin screw wet granulation[J]. AIChE Journal, 2017, 63(3): 921⁃932. |
| 18 | 龙志斌. 同向双螺杆熔体输送段螺杆设计参数的研究[D]. 北京:北京化工大学,2008. |
| 19 | 董中华,江 波,许澍华,等. 啮合同向双螺杆挤出机的相似放大[J]. 塑料, 2004, 33(5): 5. |
| DONG Z H, JIANG B, XU S H, et al. Scale⁃up of intermeshing corotating twin⁃screw extruders[J]. Plastics, 2004, 33(5): 5. | |
| 20 | 岳进峰. 基于含能材料的同向双螺杆挤出大型机的研究[D].北京:北京化工大学,2020. |
| 21 | H·朗霍斯特,张昱昌. 锥形异向旋转双螺杆挤出机的模拟放大定律[J].国外塑料, 1992(2): 12⁃17. |
| H L, ZHANG Y C. Simulation amplification law of conical counter rotating twin screw extruder[J]. World Plastics, 1992(2): 12⁃17. | |
| 22 | 尹清珍,宗殿瑞. 锥形双螺杆挤出机的模拟放大[J].橡塑技术与装备, 2001(12): 33⁃35. |
| YIN Q Z, ZONG D R. Simulation and amplification of conical twin screw extruder[J]. China Rubber/Plastics Technology and Equipment, 2001(12): 33⁃35. | |
| 23 | 陈思萌,金志明,薛 平,等. 锥形双螺杆挤出机熔体输送段相似放大设计[J].塑料, 2021, 50(6): 93⁃97. |
| CHEN S M, JIN Z M, XUE P, et al. Scale⁃up of melt conveying section of conical twin screw extruder[J]. Plastics, 2021, 50(6): 93⁃97. | |
| 24 | 曹 利,李 翱,毕 超,等. 同向旋转双螺杆挤出机相似放大参数优化深入探讨[J].塑料, 2012, 41(1): 83⁃86. |
| CAO L, LI A, BI C, et al. Deeply study of scale⁃up parameters optimization of co⁃rotating twin⁃screw extruder[J]. Plastics, 2012, 41(1): 83⁃86. | |
| 25 | Meijer H E H, Elemans P H M. The modeling of continuous mixers. Part I: the corotating twin‐screw extruder[J]. Polymer Engineering & Science, 1988, 28(5): 275⁃290. |
| 26 | Ganzeveld K J, Janssen L. Scale‐up of counter‐rotating closely intermeshing twin screw extruders without and with reactions[J]. Polymer Engineering & Science, 1990, 30(23): 1 529⁃1 536. |
| 27 | Fukuda G M. A new scale⁃up approach through the evaluation of stress history within a twin⁃screw extruder[D]. University of Maryland, College Park, 2014. |
| 28 | Fukuda G, Bigio D I, Andersen P, et al. A new scale⁃up approach for dispersive mixing in twin⁃screw compounding[C]//AIP Conference Proceedings. AIP Publishing LLC, 2015, 1664(1): 100007. |
| 29 | Bigio D, Wang K. Scale‐up rules for mixing in a non‐intermeshing twin‐screw extruder[J]. Polymer Engineering & Science, 1996, 36(23): 2 832⁃2 839. |
| 30 | Dryer B, Fukuda G, Webb J, et al. Comparison of scale‐up methods for dispersive mixing in twin‐screw extruders[J]. Polymer Engineering & Science, 2017, 57(3): 345⁃354. |
| 31 | Haser A, Haight B, Berghaus A, et al. Scale⁃up and in⁃line monitoring during continuous melt extrusion of an amorphous solid dispersion[J]. AAPS Pharm Sci Tech, 2018, 19: 2 818⁃2 827. |
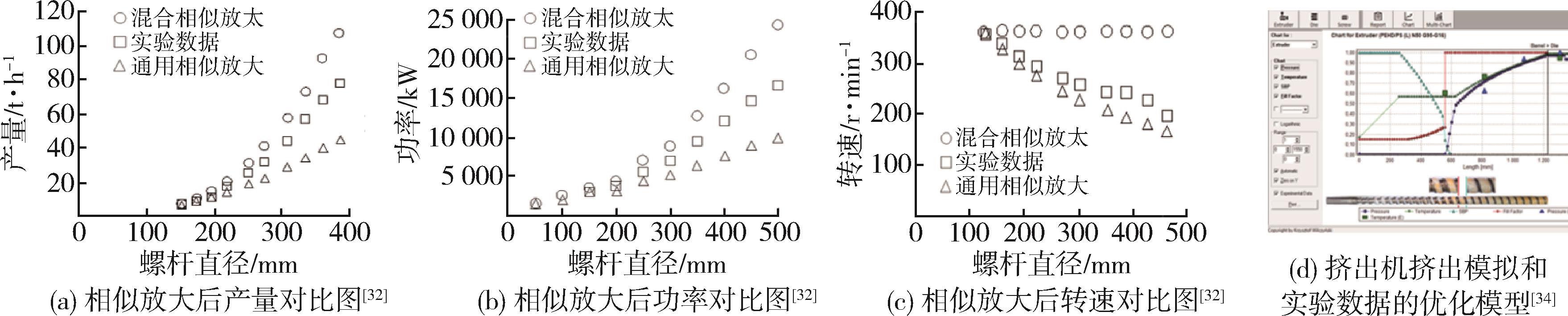
| 32 | 王健平,江 波,李翱,等. 相似放大理论在大型啮合同向旋转双螺杆挤出机设计中的应用[J].塑料, 2007(3): 66⁃68,84. |
| WANG J P, JIANG B, LI A, et al. Scale⁃up theory in the design of large intermeshing corotating twin⁃screw extruders[J]. Plastics, 2007(3): 66⁃68,84. | |
| 33 | Nastaj A. Scale⁃up for starve fed single screw extrusion of polymeric materials[J]. Polimery, 2021, 9: 400. |
| 34 | Nastaj A, Wilczyński K. Computational scale⁃up for flood fed/starve fed single screw extrusion of polymers[J]. Polymers, 2022, 14(2): 240. |
| 35 | Menges G, Wortberg J, Mayer A. Model theory—an approach to design series of single:crew extruders[J]. Advances in Polymer Technology, 1983, 3(2): 157⁃165. |
| 36 | Richter M. Continuous twin⁃screw granulation ⁃what to consider in process design, development and scale⁃up[J]. 2019,WP 03 1018: 1⁃7. |
| 37 | Wang W, Manas⁃Zloczower I. Temporal distributions: the basis for the development of mixing indexes for scale‐up of polymer processing equipment[J]. Polymer Engineering & Science, 2001, 41(6): 1 068⁃1 077. |
| 38 | 贺晓玲,李 翱,江 波.串联式磨盘螺杆挤出机混炼段相似放大理论[J].塑料, 2015, 44(5): 80⁃83,93. |
| HE X L, LI A, JIANG B. Scale⁃up theory for section of series disc⁃screw extruder[J]. Plastics, 2015, 44(5): 80⁃83,93. | |
| 39 | 陈可娟,何 敏,林 辉. 相似放大理论在密炼机结构设计中的应用[J].华南理工大学学报(自然科学版), 2009, 37(8): 35⁃38,44. |
| CHEN K J, HE M, LIN H. Application of similarity amplification theory in structural design of internal mixers[J]. Journal of South China University of Technology (Natural Science Edition), 2009, 37(8): 35⁃38,44. | |
| 40 | 胡冬奎. 基于相似理论的双螺杆磨浆机螺杆参数设计研究[D].天津:天津科技大学,2010. |
| 41 | 龚树云,方 程,马玉录,等. 基于能量等效的双转子连续混炼机混炼段相似放大研究探讨[J].工程塑料应用, 2012, 40(3): 57⁃61. |
| GONG S Y, FANG C, MA Y L, et al. Study on similarity scale⁃up model for mixing section of two⁃rotor continuous mixer based on equivalent energy[J]. Engineering Plastics Application, 2012, 40(3): 57⁃61. |
| [1] | 李丹, 赵彪, 陈轲, 王帆, 张靖宇, 张凤波, 潘凯. 中空聚丙烯纤维制备及应用研究进展[J]. 中国塑料, 2023, 37(9): 109-114. |
| [2] | 张文超 辛菲 刘昊育 王雪晶. 有机长余辉材料研究进展[J]. , 2023, 37(6): 131-140. |
| [3] | 高坤, 闫伟, 刘志刚, 朱向哲. 基于离散元法双螺杆挤出机磨损特性分析[J]. 中国塑料, 2023, 37(11): 135-140. |
| [4] | 张一明, 黄志刚, 徐珍, 程媛媛. 螺杆构型对啮合异向双螺杆流场影响的仿真分析[J]. 中国塑料, 2023, 37(10): 131-138. |
| [5] | 马志蕊, 尹甜, 蒋志魁, 杨璠, 祝孟珂, 杨洋, 韩宇, 翁云宣, 张彩丽. PBS及其复合膜的制备及应用研究进展[J]. 中国塑料, 2023, 37(10): 24-33. |
| [6] | 孙菁, 熊发强, 邓汝辉, 陶雅娴, 陈兴刚. 智能高分子材料在医学监控中的研究进展[J]. 中国塑料, 2023, 37(10): 40-49. |
| [7] | 马志蕊 尹甜 蒋志魁 杨璠 祝孟珂 杨洋 韩宇 翁云宣 张彩丽. PBS及其复合膜的制备及应用研究进展[J]. , 2023, 37(10): 24-33. |
| [8] | 孙菁 熊发强 邓汝辉 陶雅娴 陈兴刚. 智能高分子材料在医学监控中的研究进展[J]. , 2023, 37(10): 40-49. |
| [9] | 马超, 马兰荣, 魏辽, 尹慧博, 林祥. 聚乙醇酸材料的加工改性及其水下降解特性的研究进展[J]. 中国塑料, 2022, 36(9): 74-84. |
| [10] | 刘杨, 朱向哲. 新型偏心三螺杆挤出机流体混合特性分析[J]. 中国塑料, 2022, 36(7): 150-156. |
| [11] | 冯凯, 李永青, 马秀清, 韩颖. 聚甲醛增韧改性的研究进展及应用[J]. 中国塑料, 2022, 36(7): 157-164. |
| [12] | 冯冰涛, 王晓珂, 张信, 孙国华, 汪殿龙, 侯连龙, 马劲松. 连续碳纤维增强热塑性复合材料制备与应用研究进展[J]. 中国塑料, 2022, 36(7): 165-173. |
| [13] | 杨小龙, 陈文静, 李永青, 闫晓堃, 王修磊, 谢鹏程, 马秀清. 导电型聚合物/石墨烯复合材料的研究进展[J]. 中国塑料, 2022, 36(6): 165-173. |
| [14] | 魏茂强. 农用塑料薄膜的发展与探讨[J]. 中国塑料, 2022, 36(6): 92-99. |
| [15] | 董露茜, 徐芳, 翁云宣. 聚乙醇酸改性及其应用研究进展[J]. 中国塑料, 2022, 36(4): 166-174. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2