




 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (4): 73-78.DOI: 10.19491/j.issn.1001-9278.2024.04.012
姜曙1,2, 王阳2, 翟孟雷2, 李庆涛2( ), 黄明2(), 刘春太2
), 黄明2(), 刘春太2
JIANG Shu1,2, WANG Yang2, ZHAI Menglei2, LI Qingtao2(), HUANG Ming2(), LIU Chuntai2
摘要:
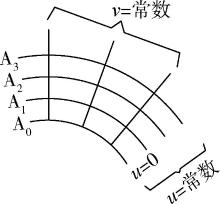
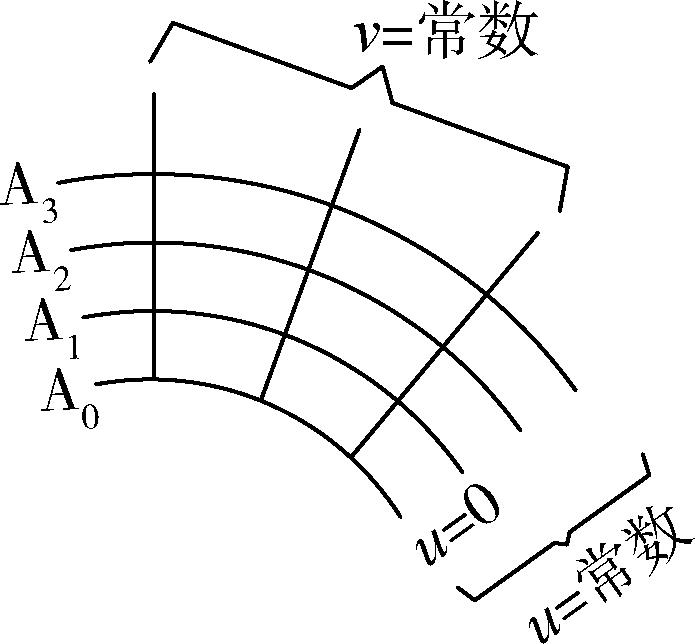
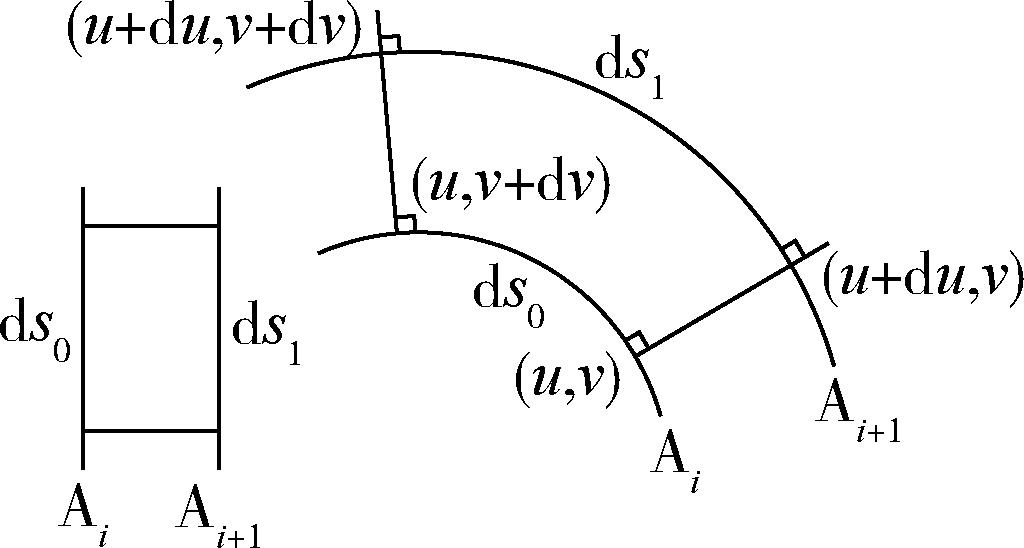
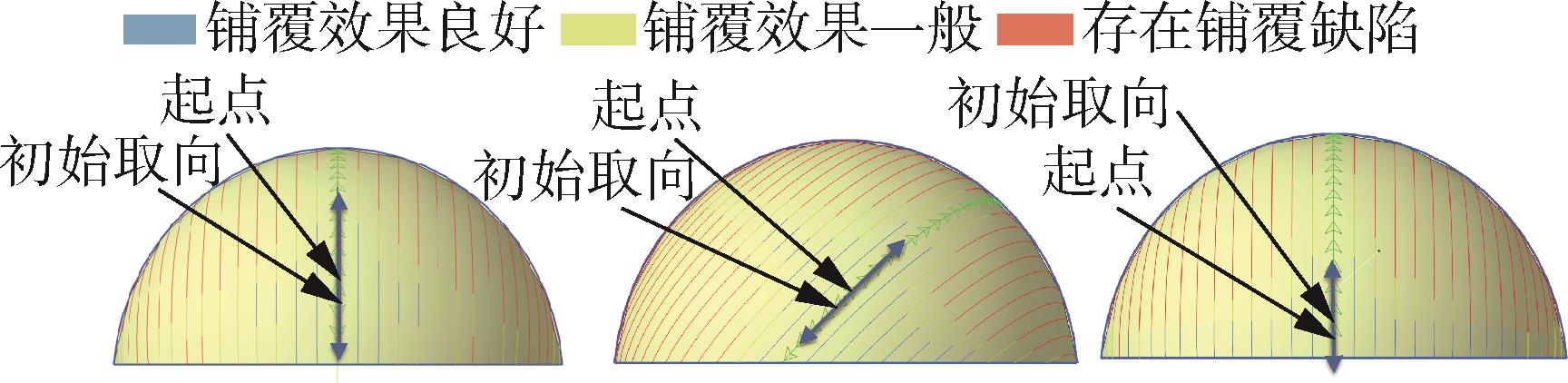
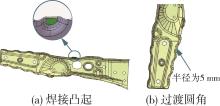
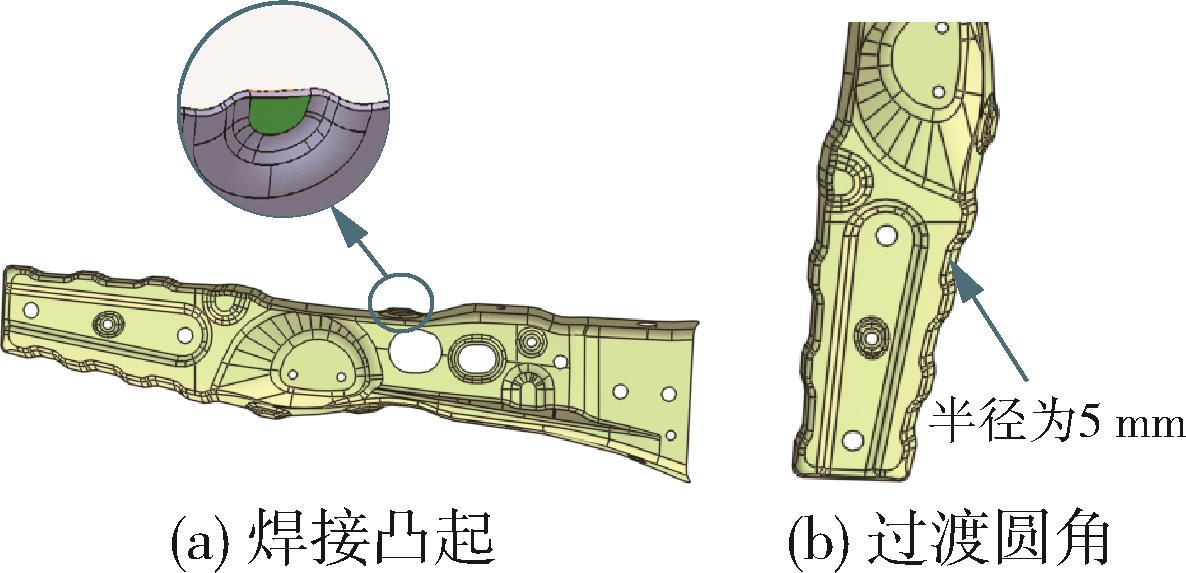
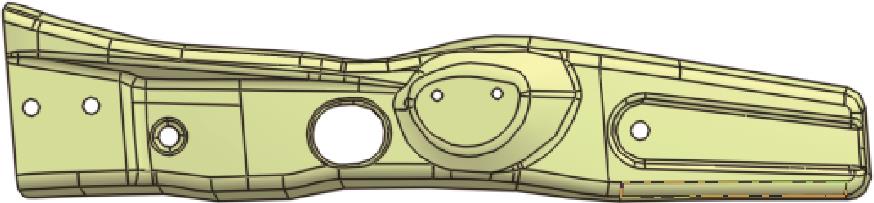
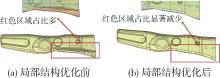
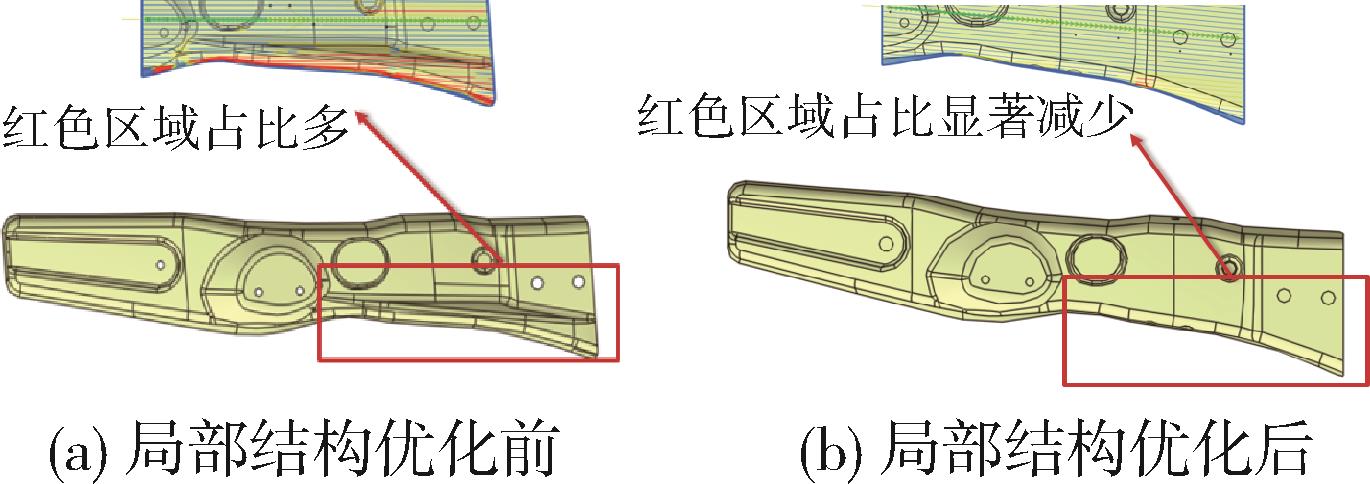
针对连续纤维复合材料成型过程中在大曲率位置易导致纤维断裂、褶皱、撕裂等缺陷问题,本文基于连续纤维复合材料随模铺覆仿真方法,理论分析了铺覆起点、初始取向对铺覆效果的影响规律。以减少纤维成型缺陷为目标,开展了连续碳纤维增强复合材料B柱加强板的结构优化和铺覆优化设计,确定了面向热压成型工艺的B柱加强板几何结构和预浸料铺覆方式。通过分块铺覆优化,使0 °、90 °、45 °、-45 °的铺层不合格占比分别由45.18 %、52.83 %、72.21 %、71.78 %降至2.47 %、3.45 %、5.31 %、4.77 %,有效提高了连续碳纤维的随模铺覆性。基于优化的铺覆设计,成功试制出满足性能要求的B柱加强板。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2