京ICP备13020181号-2
© 《China Plastics》
© 《China Plastics》

China Plastics ›› 2025, Vol. 39 ›› Issue (3): 77-80.DOI: 10.19491/j.issn.1001-9278.2025.03.014
• Processing and Application • Previous Articles Next Articles
HUANG Ke( ), ZOU Huajie, QIAN Zilong, LI Bingbing
), ZOU Huajie, QIAN Zilong, LI Bingbing
Received:2024-05-04
Online:2025-03-26
Published:2025-03-24
CLC Number:
HUANG Ke, ZOU Huajie, QIAN Zilong, LI Bingbing. Optimization and experimental verification of injection⁃molding parameters of leather back trim for vehicle[J]. China Plastics, 2025, 39(3): 77-80.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.plaschina.com.cn/EN/10.19491/j.issn.1001-9278.2025.03.014

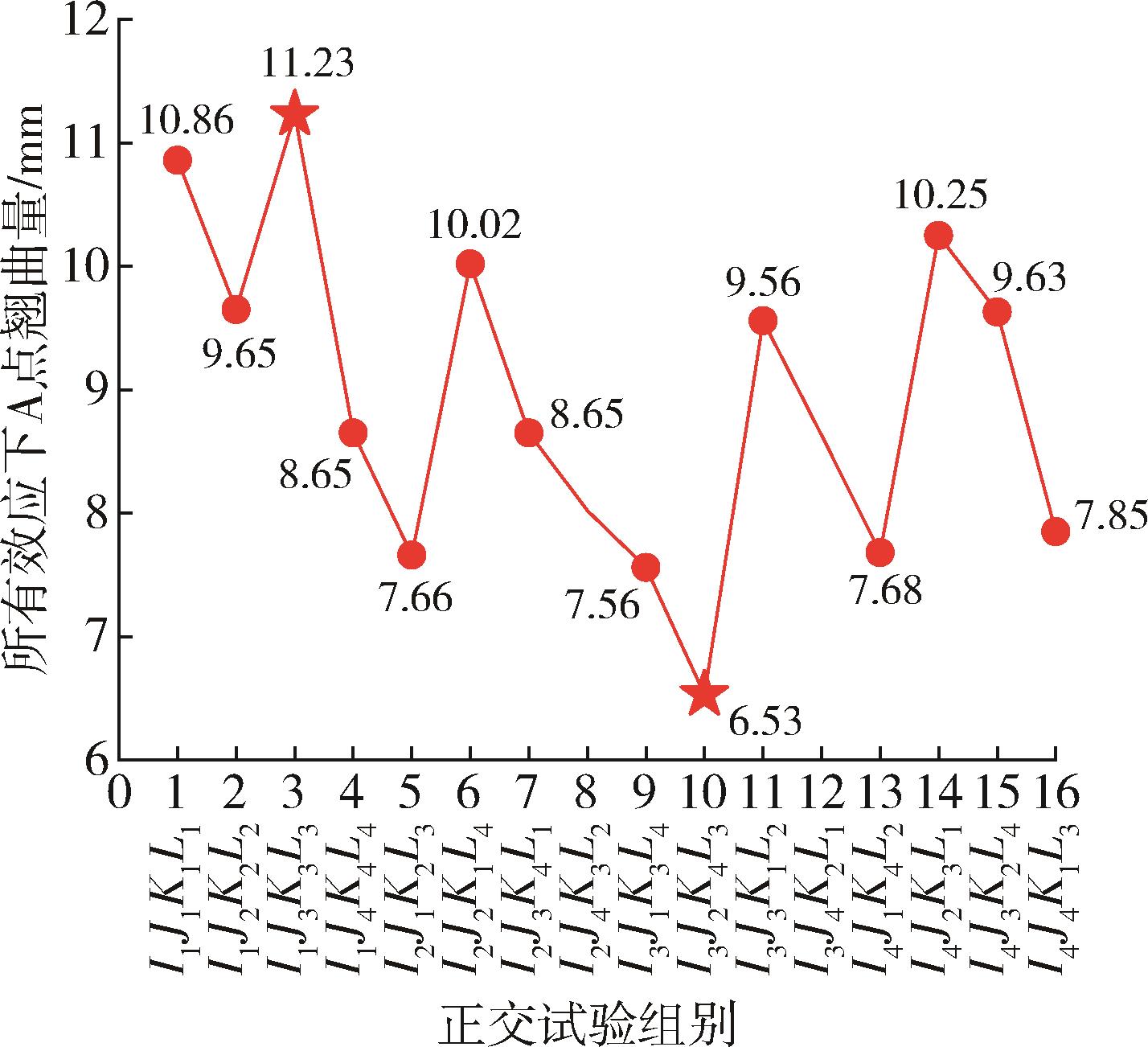
| 因素 | I | J | K | L |
|---|---|---|---|---|
| Ai1 | 40.39 | 33.76 | 38.29 | 38.39 |
| Ai2 | 34.35 | 36.45 | 35.57 | 34.91 |
| Ai3 | 32.28 | 39.07 | 37.06 | 33.27 |
| Ai4 | 35.41 | 33.15 | 31.51 | 35.86 |
| ai1 | 10.10 | 8.44 | 9.57 | 9.60 |
| ai2 | 8.59 | 9.11 | 8.89 | 8.73 |
| ai3 | 8.07 | 9.77 | 9.27 | 8.32 |
| ai4 | 8.85 | 8.29 | 7.88 | 8.97 |
| H | 2.03 | 1.48 | 1.70 | 1.28 |
| 因素 | I | J | K | L |
|---|---|---|---|---|
| Ai1 | 40.39 | 33.76 | 38.29 | 38.39 |
| Ai2 | 34.35 | 36.45 | 35.57 | 34.91 |
| Ai3 | 32.28 | 39.07 | 37.06 | 33.27 |
| Ai4 | 35.41 | 33.15 | 31.51 | 35.86 |
| ai1 | 10.10 | 8.44 | 9.57 | 9.60 |
| ai2 | 8.59 | 9.11 | 8.89 | 8.73 |
| ai3 | 8.07 | 9.77 | 9.27 | 8.32 |
| ai4 | 8.85 | 8.29 | 7.88 | 8.97 |
| H | 2.03 | 1.48 | 1.70 | 1.28 |

| 1 | 刘巨保,黄建军,杨 明,等.基于Moldflow的汽车中控台框架翘曲变形分析及优化[J].塑料工业,2024,52(03):83⁃88. |
| LIU J B, HUANG J J, YANG M,et al.Analysis and optimization of warping deformation of automotive center console frame based on moldflow[J].China Plastics Industry,2024,52(03):83⁃88. | |
| 2 | 汪 健,叶 星,李兵兵,等.基于综合加权评分的后防擦条内板注塑参数多目标优化[J].塑料,2024,53(01):172⁃177. |
| WANG J, YE X, LI B B,et al.Multi⁃objective optimization of injection molding parameters of rear strip inner plate based on comprehensive weighted score[J].Plastics,2024,53(01):172⁃177. | |
| 3 | 陈忠杭,胡燕海,沈加明,等.基于GA⁃BP⁃PSO算法的薄壁注塑件翘曲变形优化[J].工程塑料应用,2024,52(03):70⁃75. |
| CHEN Z H, HU Y H, SHEN J M,et al. Optimization of warpage deformation of thin⁃walled injection molded parts based on GA⁃BP⁃PSO algorithm[J]. Engineering Plastics Application,2024,52(3):70⁃75. | |
| 4 | 刘锦武,黄 可,李兵兵,等.连接器保持架多向抽芯热流道注射模具设计[J].塑料工业,2023,51(10):101⁃107. |
| LIU J W, HUANG K, LI B B,et al.Design of multi⁃core⁃pulling hot runner injection mold for connector cage[J].China Plastics Industry,2023,51(10):101⁃107. | |
| 5 | 黄 可,蒋庆斌,李兵兵.进气歧管盖多向抽芯热流道注塑模具设计[J].工程塑料应用,2023,51(08):106⁃111. |
| HUANG K, JIANG Q B, LI B B. Injection mould design of inlet manifold cover multi⁃core hot runner[J]. Engineering Plastics Application,2023,51(08):106⁃111. | |
| 6 | 黄 可,许成中,韩志良,等.轿车进气弯管多向复合抽芯模具结构设计[J].塑料工业,2022,50(11):82⁃87. |
| HUANG K, XU C Z, HAN Z L,et al.Structure design of multi⁃directional composite core⁃pulling die for car intake elbow[J].China Plastics Industry,2022,50(11):82⁃87. | |
| 7 | 张文超,吴 迪,王明伟,等.基于Critic权重法多目标优化汽车B柱上饰板注塑成型工艺[J].工程塑料应用,2024,52(04):83⁃88. |
| ZHANG W C, WU D, WANG M M,et al. Multi⁃objective optimization of automotive B⁃pillar upper trim plate injection molding process based on Critic weight method[J]. Engineering Plastics Application,2024,52(04):83-88. | |
| 8 | 刘晓坤,孙正阳,于洋洋,等.复杂交错格栅的滤芯托架热流道注塑模具设计[J].工程塑料应用,2024,52(05):115⁃120. |
| LIU X K, SUN Z Y, YU Y Y,et al. Design of hot runner injection mold for complex staggered thin⁃walled grille filter element bracket[J]. Engineering Plastics Application,2024,52(5):115-120. | |
| 9 | 黄 可,殷春云,刘 江,等.车窗内饰件热流道注塑工艺参数优化[J].中国塑料,2019,33(10):72⁃77. |
| HUANG K, YIN C Y, LIU J,et al.Optimization of injection molding process parameters for window interior trim[J].China Plastics,2019,33(10):72⁃77. | |
| 10 | 赵宏霞,魏东坡.摩托车导流板装饰盖注塑工艺参数优化[J].工程塑料应用,2024,52(05):88⁃94. |
| ZHAO H X, WEI D P. Optimization of injection process parameters for motorcycle deflector decorative cover[J]. Engineering Plastics Application,2024,52(05):88-94. | |
| 11 | 刘庆东.某摩托车发动机进气歧管二次抽芯注塑模具设计[J].中国塑料,2024,38(04):88⁃91. |
| LIU Q D.Design of injection mold with two⁃step core⁃pulling mechanism for intake manifold of a motorcycle engine[J].China Plastics,2024,38(04):88⁃91. | |
| 12 | 蔡厚道,李贵金,陈 云.汽车马鞍盖板注射成型冷却系统优化及模具设计[J].中国塑料,2023,37(12):109⁃114. |
| CAI H D, LI G J, CHEN Y.Optimization of cooling system and mold design for automobile saddle cover panel[J].China Plastics,2023,37(12):109⁃114. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||