 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (4): 60-66.DOI: 10.19491/j.issn.1001-9278.2024.04.010
陈豪1, 焦晓龙2, 朱宁迪2, 董正阳1, 张剑锋1, 赵朋1( )
)
CHEN Hao1, JIAO Xiaolong2, ZHU Ningdi2, DONG Zhengyang1, ZHANG Jianfeng1, ZHAO Peng1()
摘要:
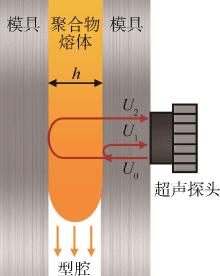
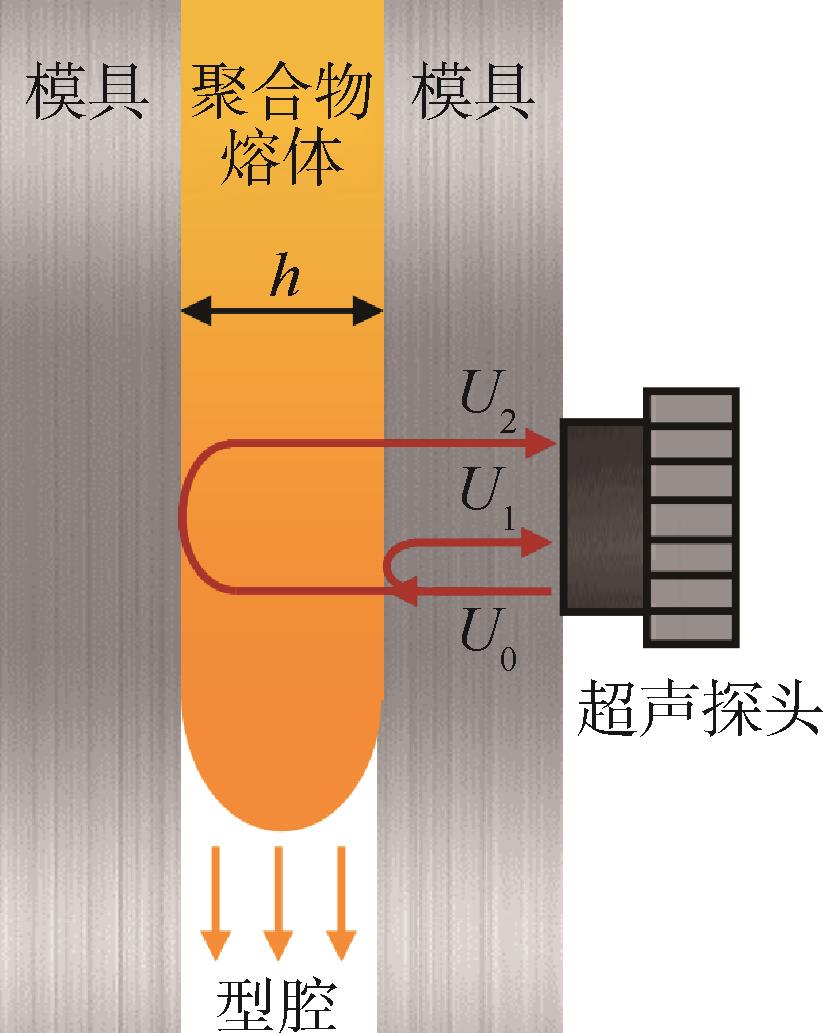
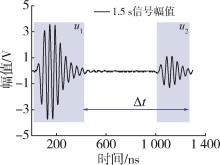
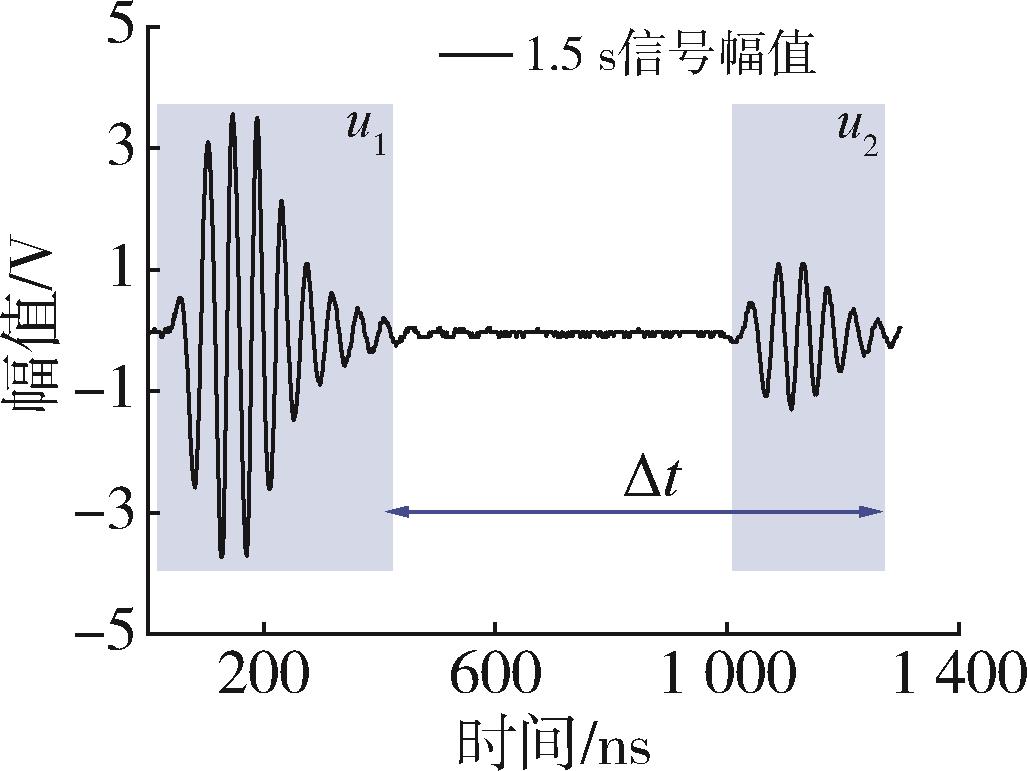
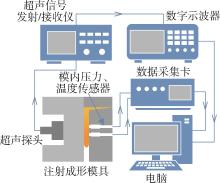
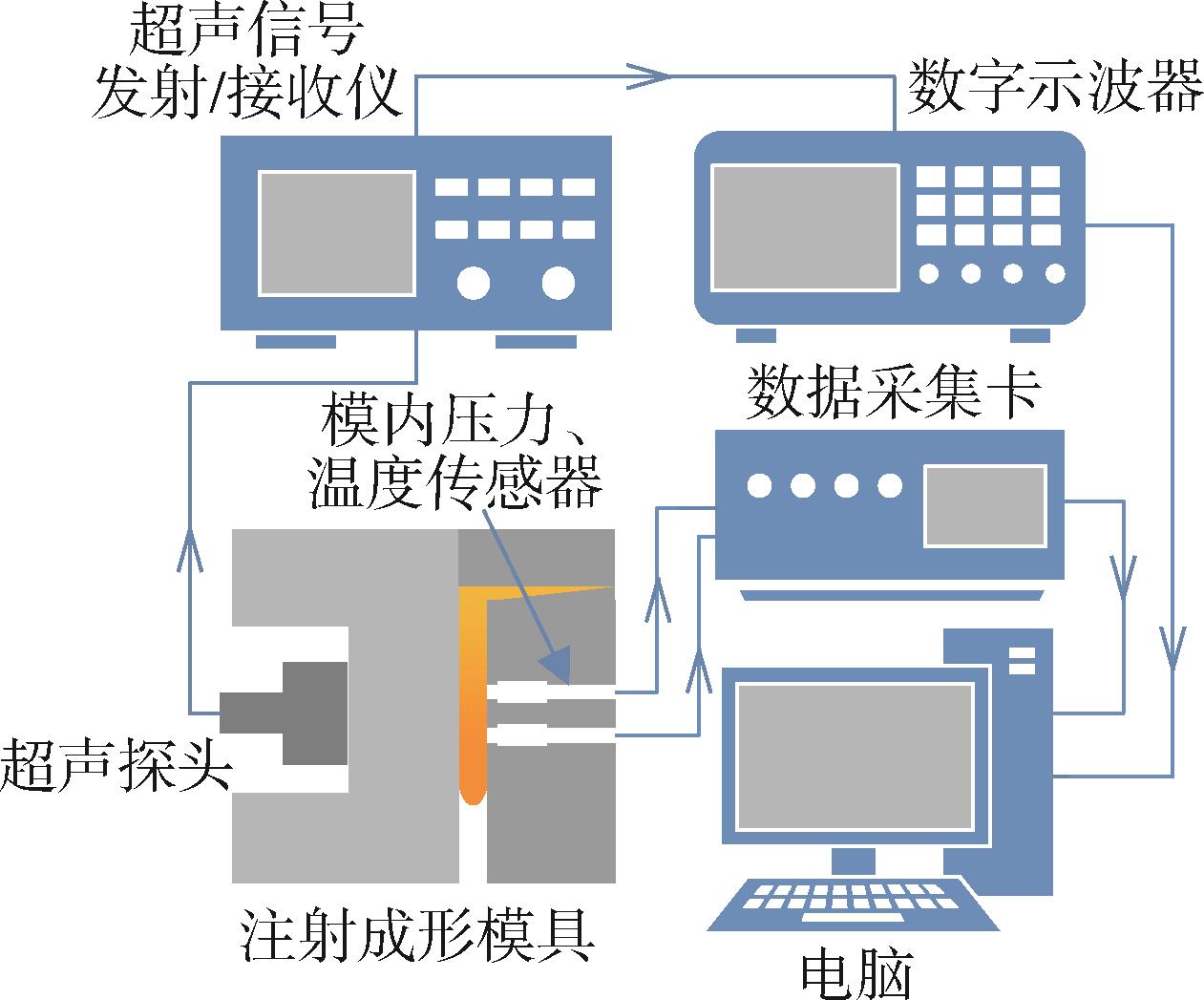
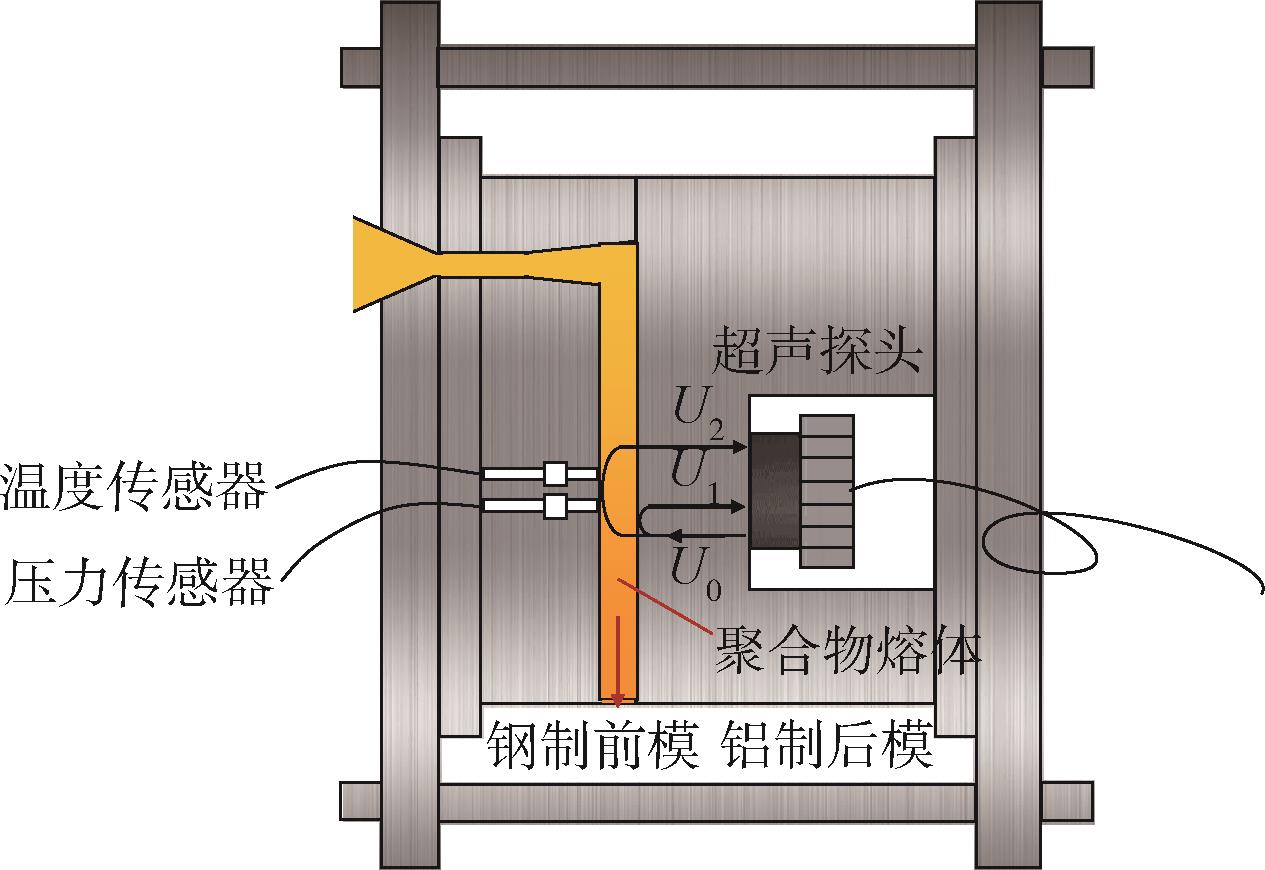
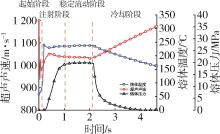
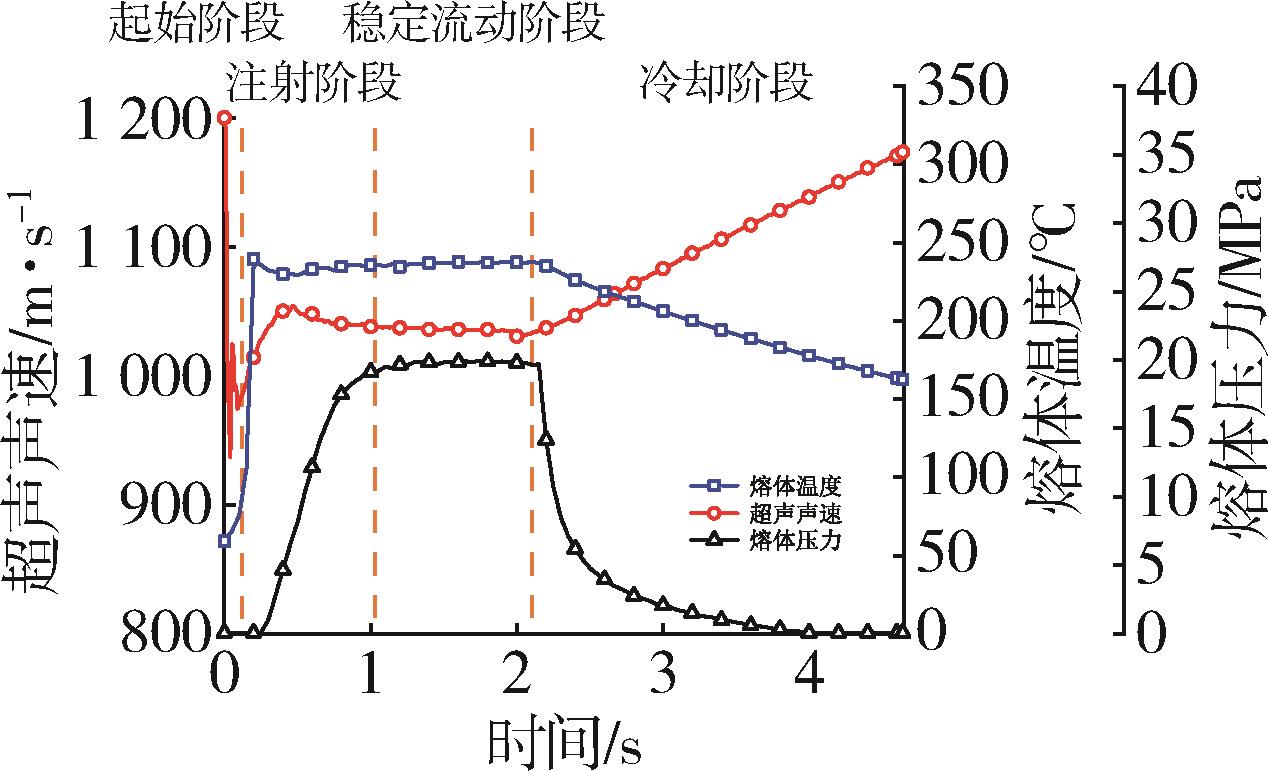
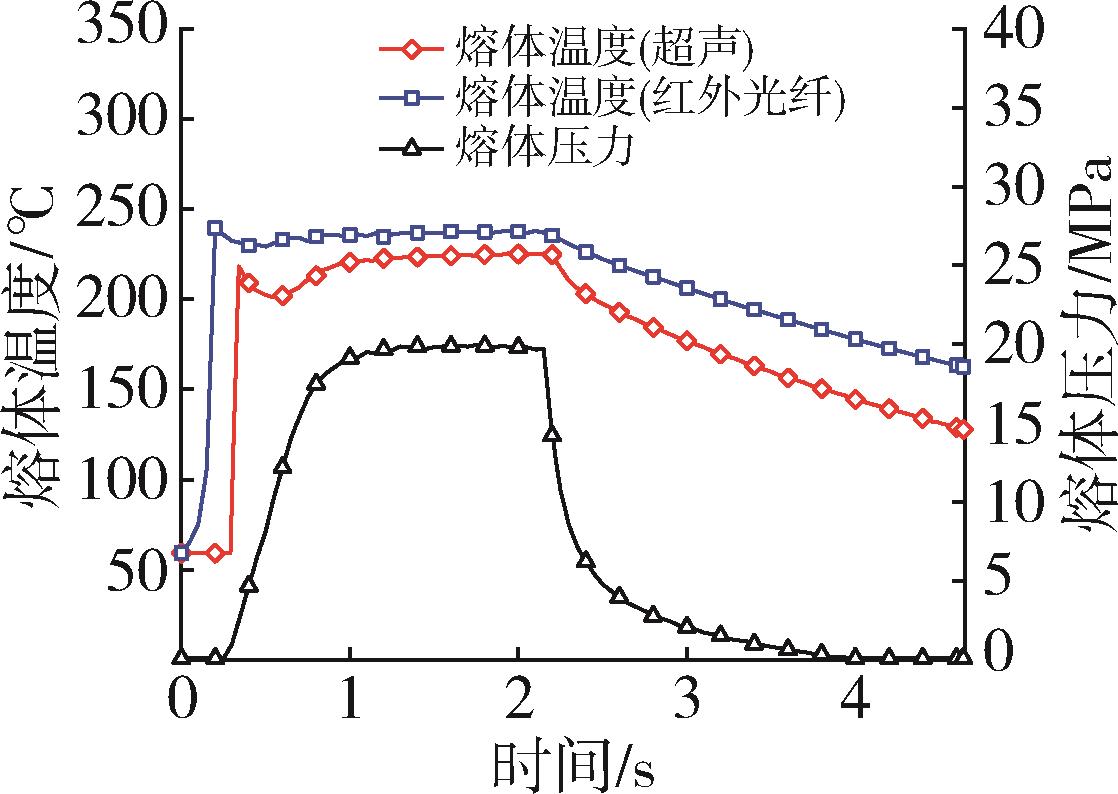
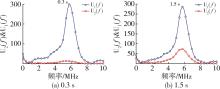
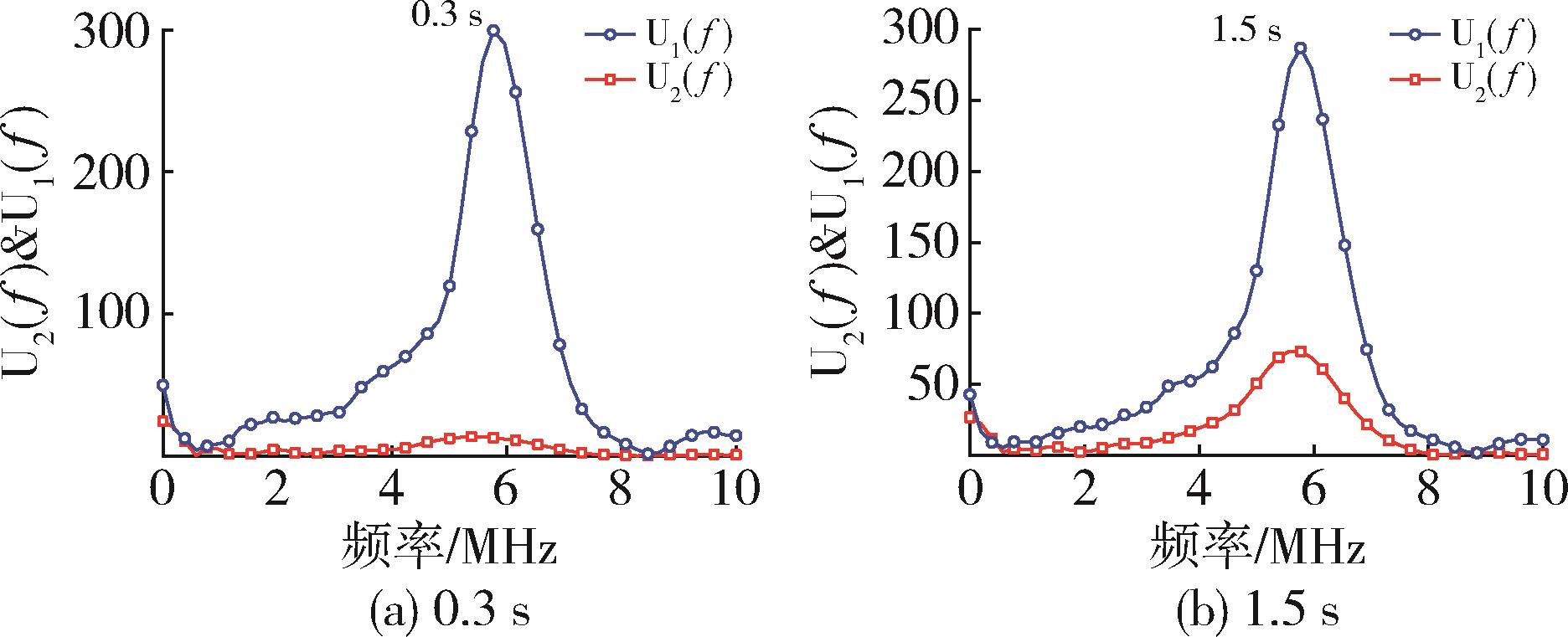
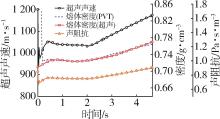
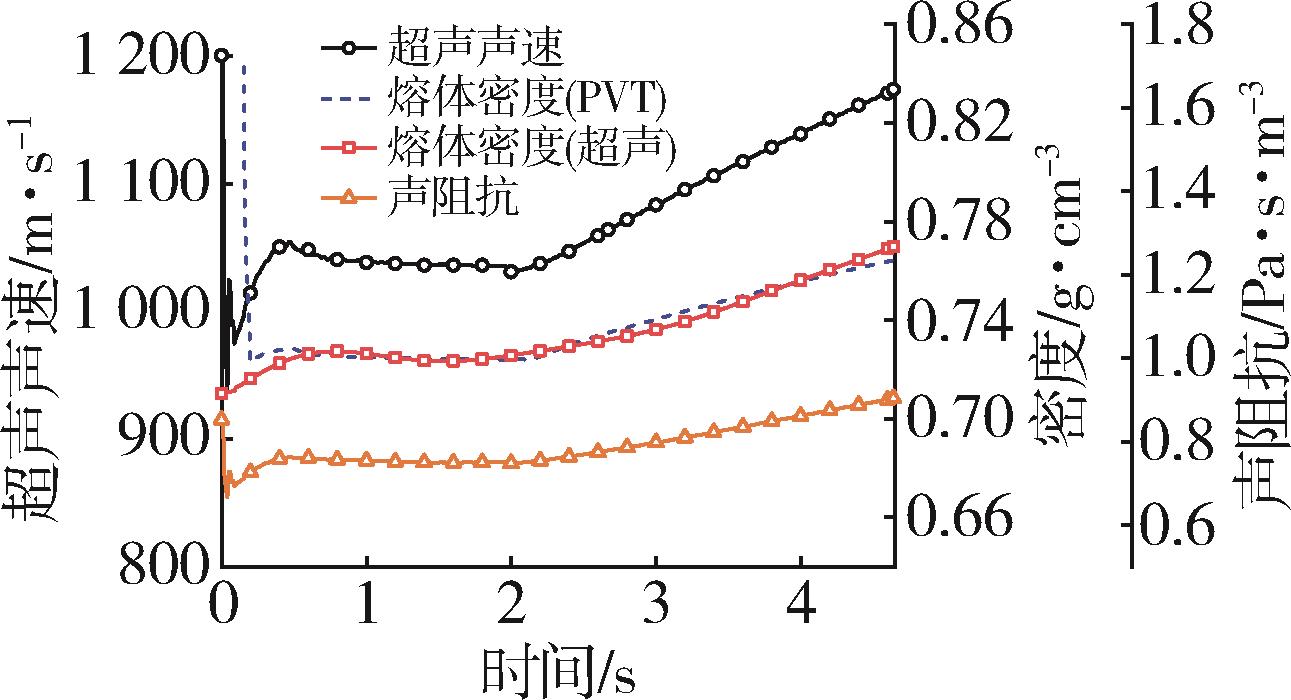
提出了成型中聚合物熔体温度和密度的超声在线测量方法,并与其他方法对比验证了超声在线测量方法的正确性。设计并制造了底部不封口的流变模具,搭建了超声信号与温度、压力信号采集平台,采集超声信号后进行分析计算,得到聚合物熔体内超声速度变化曲线,结合压力、温度信号,对注射成型中熔体信息进行计算分析。结果表明,超声速度信号可无损定性反映熔体在型腔内的演化过程;借助于压力信号可迭代计算熔体温度演变曲线,与红外光纤温度传感器测量结果相比误差小于6 %,实现了对聚合物熔体温度的有损定量分析;对超声信号在时/频域内分别计算分析,得到声阻抗与声速的变化曲线,进而计算得到熔体密度的演变曲线,与压力⁃体积⁃温度(PVT)方法计算得到的结果十分吻合,均方差仅0.040 3 g/cm3,实现了对聚合物熔体密度的无损定量测量。超声测量技术可实现注射成型中聚合物熔体信息的在线测量,在实际生产过程中具有广阔的应用前景。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2