 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (6): 90-97.DOI: 10.19491/j.issn.1001-9278.2024.06.014
尹大帅( ), 赵永强(), 黑刚刚, 李志斌
), 赵永强(), 黑刚刚, 李志斌
收稿日期:2023-10-13
出版日期:2024-06-26
发布日期:2024-06-20
通讯作者:
赵永强,zyq0620@163.com作者简介:尹大帅(1998-),男,研究生,主要从事非金属螺杆转子及其加工工艺研究,zyq0620@163.com
YIN Dashuai(), ZHAO Yongqiang(), HEI Ganggang, LI Zhibin
Received:2023-10-13
Online:2024-06-26
Published:2024-06-20
Contact:
ZHAO Yongqiang
E-mail:zyq0620@163.com
摘要:
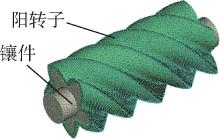
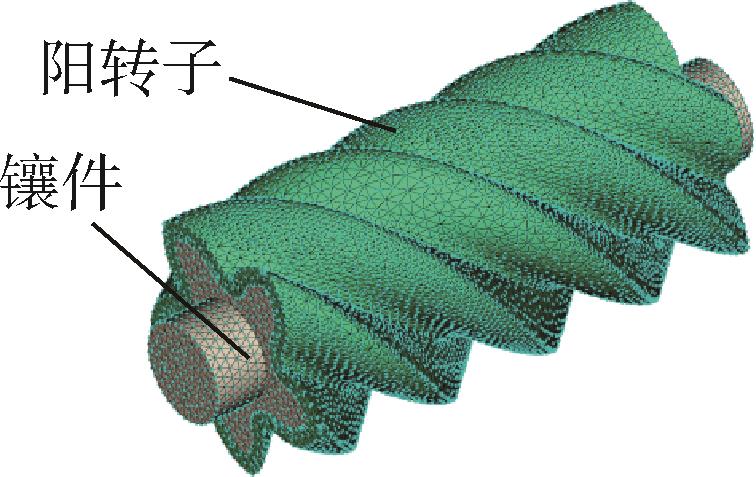
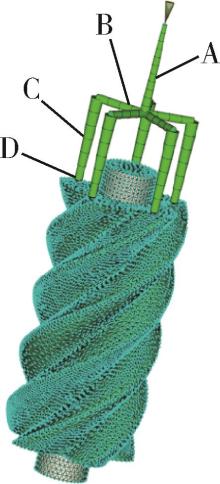
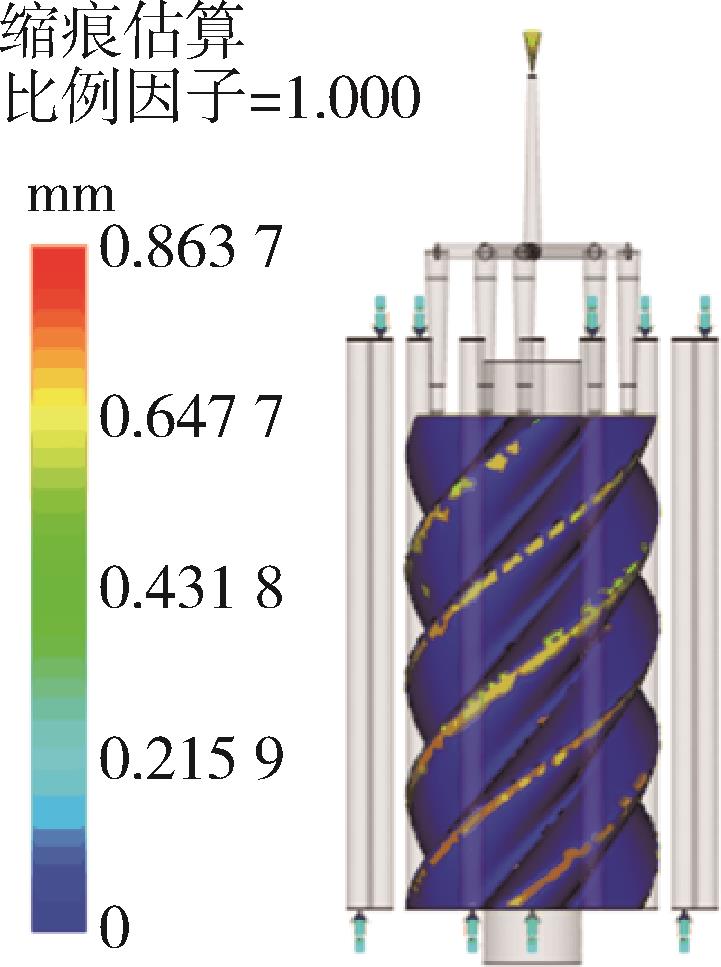
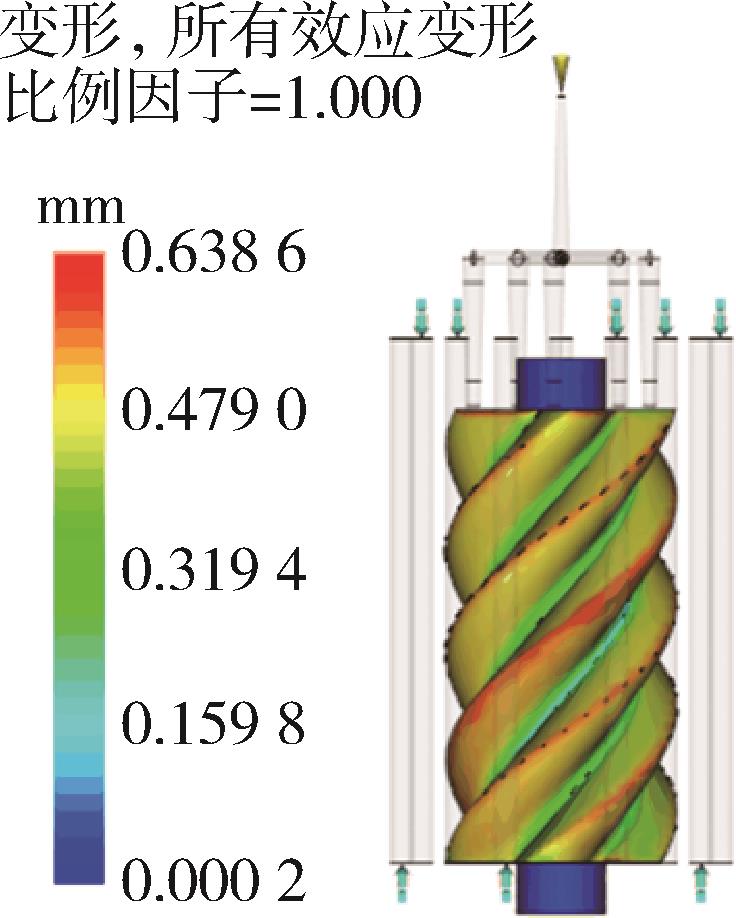
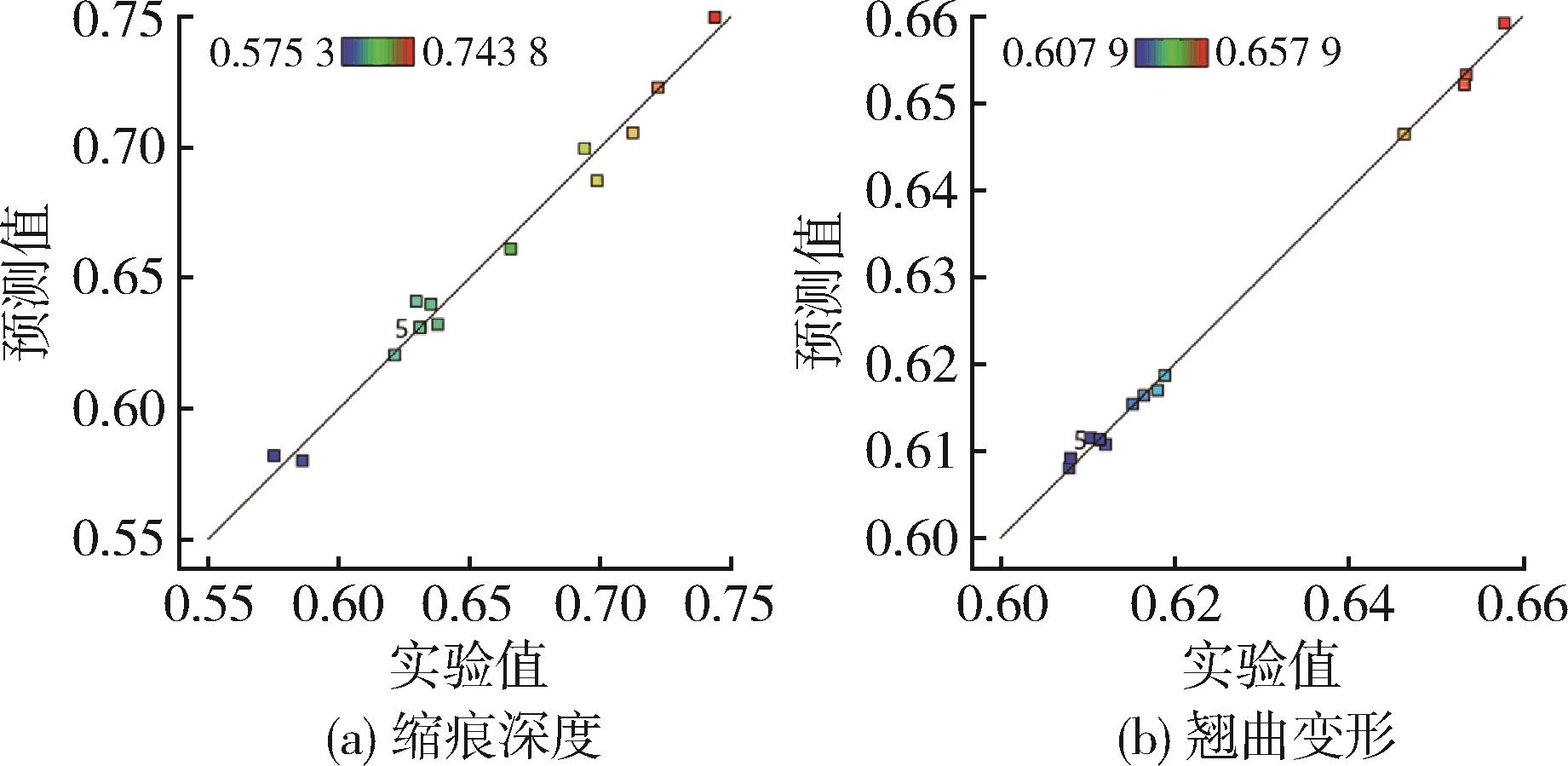
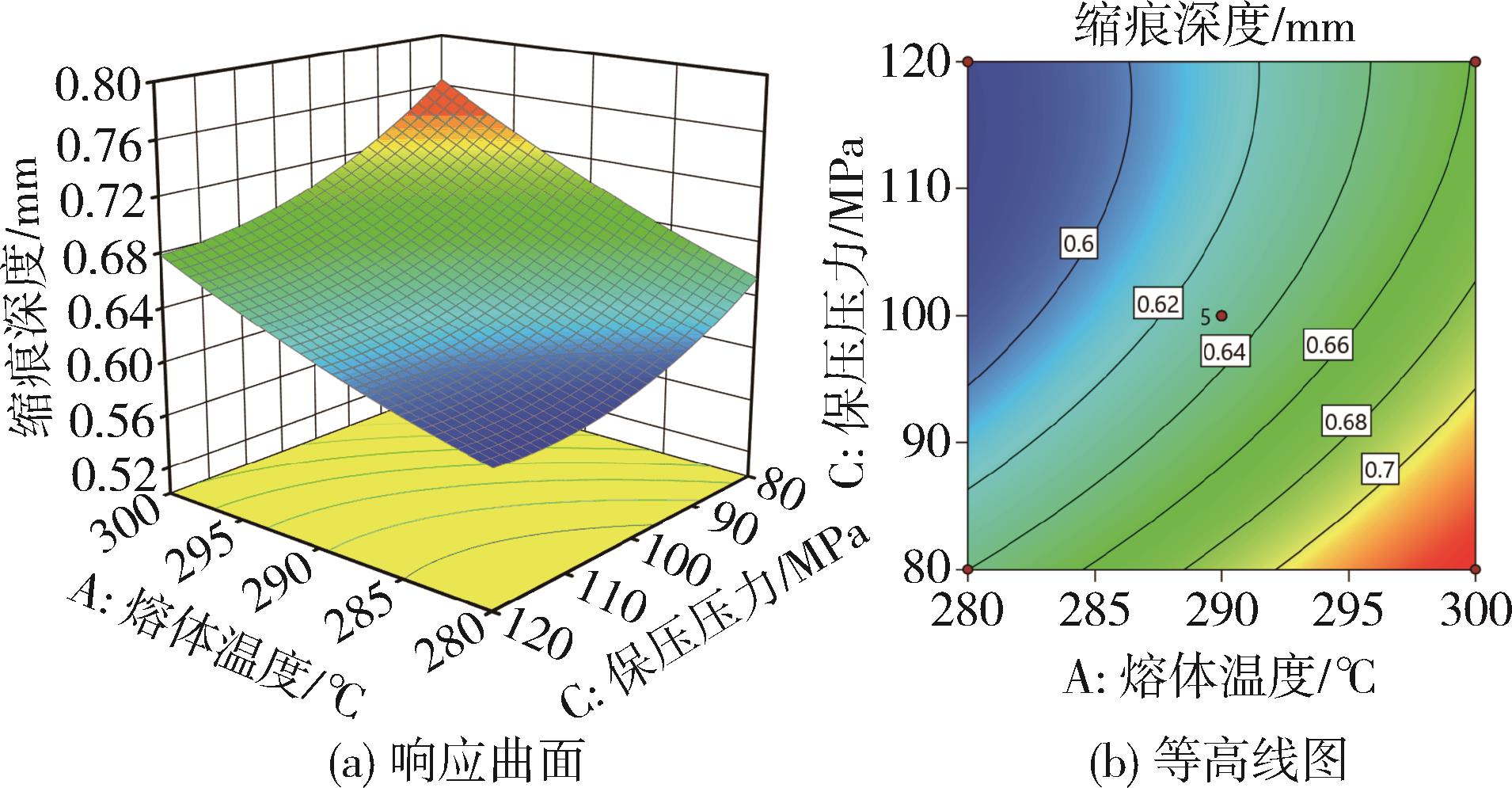
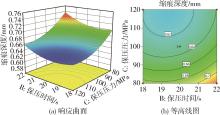
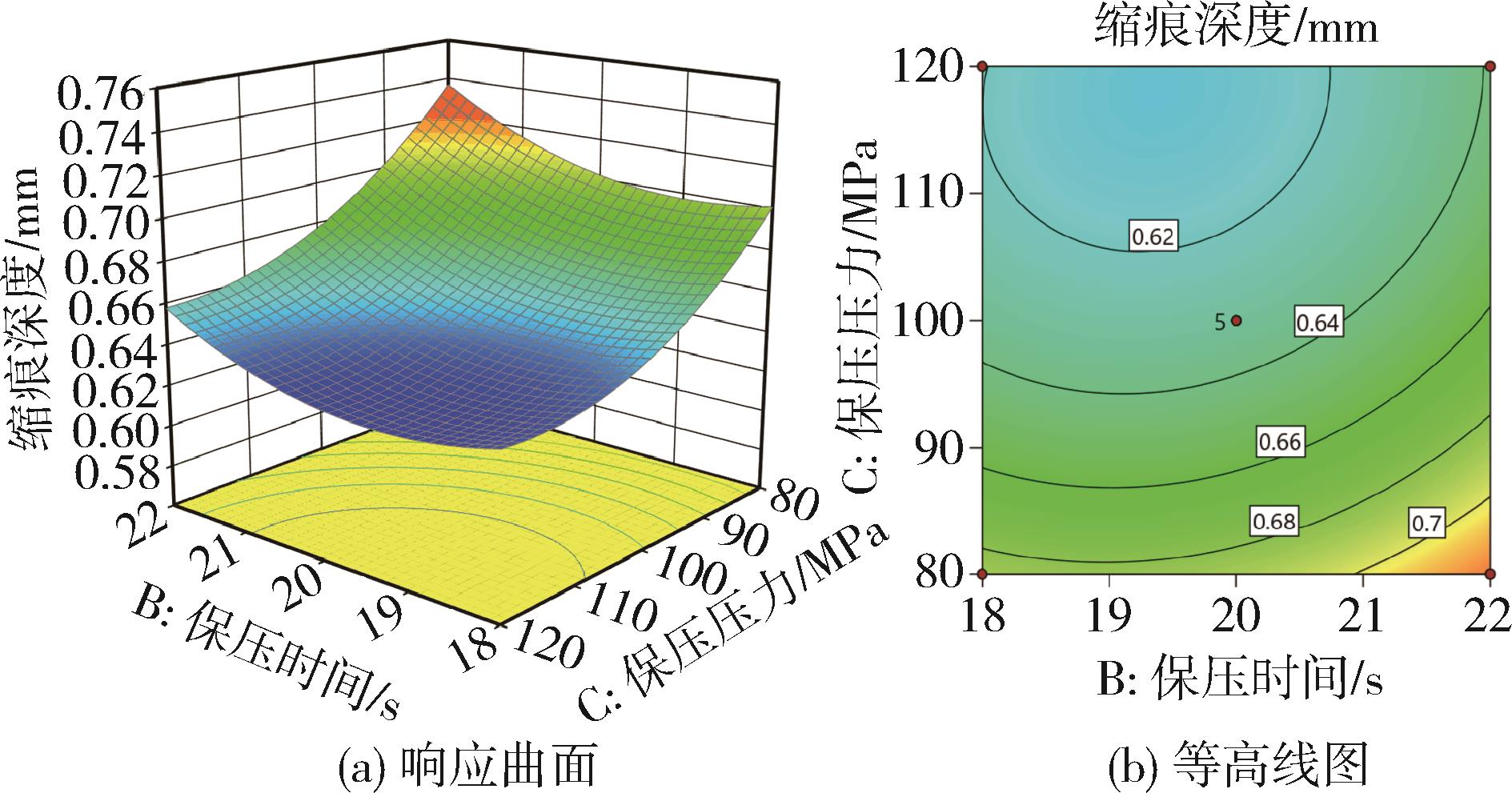
针对传统金属型螺杆转子制造工艺复杂、加工精度难以控制等问题,提出一种新型螺杆转子注射成型方法,尝试用塑料材质取代金属型螺杆转子。使用Moldflow模流软件对玻纤增强聚酰胺材料的螺杆转子齿面注射成型进行注塑模拟,将缩痕深度和翘曲变形作为质量标准,对影响塑件成型质量的7个工艺参数进行筛选分析,确定了影响2个质量标准的3个工艺参数。采用BBD响应面实验设计方法,研究了熔体温度、保压时间、保压压力等注塑工艺参数对缩痕深度和翘曲变形的影响,获得了最小缩痕深度和最小翘曲变形的多项式回归响应模型。利用回归模型优化的工艺参数组合为熔体温度281.0 ℃,保压时间18.7 s,保压压力115.7 MPa。数值模拟了最优参数组合,结果表明数值模拟与模型预测值的误差分别为3.75 %和0.53 %。
中图分类号:
尹大帅, 赵永强, 黑刚刚, 李志斌. 基于响应面法的螺杆转子注射成型工艺研究[J]. 中国塑料, 2024, 38(6): 90-97.
YIN Dashuai, ZHAO Yongqiang, HEI Ganggang, LI Zhibin. Optimization of injection⁃molding process of screw rotor based on response surface method[J]. China Plastics, 2024, 38(6): 90-97.

| 工艺性能 | 数值 |
|---|---|
| 推荐模具表面温度/℃ | 80 |
| 推荐熔体温度/℃ | 290 |
| 推荐模具温度范围/℃ | 80~120 |
| 推荐熔体温度范围/℃ | 280~300 |
| 绝对最大熔体温度/℃ | 300 |
| 顶出温度/℃ | 215 |
| 最大剪切应力/MPa | 0.5 |
| 最大剪切速率/s-1 | 60 000 |
| 工艺性能 | 数值 |
|---|---|
| 推荐模具表面温度/℃ | 80 |
| 推荐熔体温度/℃ | 290 |
| 推荐模具温度范围/℃ | 80~120 |
| 推荐熔体温度范围/℃ | 280~300 |
| 绝对最大熔体温度/℃ | 300 |
| 顶出温度/℃ | 215 |
| 最大剪切应力/MPa | 0.5 |
| 最大剪切速率/s-1 | 60 000 |

| 方案编号 | 注射时间/ s | 熔体温度/ ℃ | 保压时间/ s | 开模时间/ s | 注射压力/MPa | 模具表面温度/ ℃ | 保压压力/ MPa | 缩痕深度/ mm | 翘曲变形总量/ mm |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 280 | 16 | 4 | 115 | 80 | 80 | 0.698 | 0.622 |
| 2 | 4 | 280 | 16 | 6 | 115 | 120 | 120 | 0.667 | 0.616 |
| 3 | 4 | 300 | 24 | 4 | 125 | 80 | 80 | 0.795 | 0.658 |
| 4 | 4 | 300 | 24 | 6 | 125 | 120 | 120 | 0.851 | 0.655 |
| 5 | 6 | 280 | 16 | 4 | 125 | 80 | 80 | 0.708 | 0.669 |
| 6 | 6 | 280 | 16 | 6 | 125 | 120 | 120 | 0.65 | 0.652 |
| 7 | 6 | 300 | 24 | 4 | 115 | 80 | 80 | 0.758 | 0.640 |
| 8 | 6 | 300 | 24 | 6 | 115 | 120 | 120 | 0.809 | 0.647 |
| 方案编号 | 注射时间/ s | 熔体温度/ ℃ | 保压时间/ s | 开模时间/ s | 注射压力/MPa | 模具表面温度/ ℃ | 保压压力/ MPa | 缩痕深度/ mm | 翘曲变形总量/ mm |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 280 | 16 | 4 | 115 | 80 | 80 | 0.698 | 0.622 |
| 2 | 4 | 280 | 16 | 6 | 115 | 120 | 120 | 0.667 | 0.616 |
| 3 | 4 | 300 | 24 | 4 | 125 | 80 | 80 | 0.795 | 0.658 |
| 4 | 4 | 300 | 24 | 6 | 125 | 120 | 120 | 0.851 | 0.655 |
| 5 | 6 | 280 | 16 | 4 | 125 | 80 | 80 | 0.708 | 0.669 |
| 6 | 6 | 280 | 16 | 6 | 125 | 120 | 120 | 0.65 | 0.652 |
| 7 | 6 | 300 | 24 | 4 | 115 | 80 | 80 | 0.758 | 0.640 |
| 8 | 6 | 300 | 24 | 6 | 115 | 120 | 120 | 0.809 | 0.647 |
| 因子 | 对缩痕深度影响的百分比/% | 对翘曲变形影响的百分比/% |
|---|---|---|
| 注射时间 | 3.91 | 13.32 |
| 熔体温度 | 30.14 | 28.53 |
| 开模时间 | 3.02 | 2.04 |
| 速度/压力切换(由注射压力) | 5.14 | 5.15 |
| 持续时间(保压时间) | 22.88 | 17.20 |
| 模具表面温度 | 5.43 | 8.32 |
| 保压压力 | 29.48 | 25.45 |
| 因子 | 对缩痕深度影响的百分比/% | 对翘曲变形影响的百分比/% |
|---|---|---|
| 注射时间 | 3.91 | 13.32 |
| 熔体温度 | 30.14 | 28.53 |
| 开模时间 | 3.02 | 2.04 |
| 速度/压力切换(由注射压力) | 5.14 | 5.15 |
| 持续时间(保压时间) | 22.88 | 17.20 |
| 模具表面温度 | 5.43 | 8.32 |
| 保压压力 | 29.48 | 25.45 |
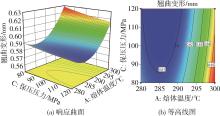
| 实验号 | 运行号 | 熔体温度/℃ | 保压时间/s | 保压压力/MPa | 缩痕深度/mm | 翘曲变形/mm |
|---|---|---|---|---|---|---|
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 4 | 14 | 300 | 22 | 100 | 0.712 4 | 0.653 3 |
| 5 | 6 | 280 | 20 | 80 | 0.635 3 | 0.616 5 |
| 6 | 3 | 300 | 20 | 80 | 0.743 8 | 0.657 9 |
| 7 | 11 | 280 | 20 | 120 | 0.586 1 | 0.612 1 |
| 8 | 12 | 300 | 20 | 120 | 0.665 8 | 0.646 4 |
| 9 | 5 | 290 | 18 | 80 | 0.698 7 | 0.618 1 |
| 10 | 15 | 290 | 22 | 80 | 0.722 0 | 0.618 9 |
| 11 | 2 | 290 | 18 | 120 | 0.621 4 | 0.607 9 |
| 12 | 17 | 290 | 22 | 120 | 0.629 7 | 0.608 1 |
| 13 | 8 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 14 | 9 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 15 | 1 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 16 | 13 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 17 | 4 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 实验号 | 运行号 | 熔体温度/℃ | 保压时间/s | 保压压力/MPa | 缩痕深度/mm | 翘曲变形/mm |
|---|---|---|---|---|---|---|
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 4 | 14 | 300 | 22 | 100 | 0.712 4 | 0.653 3 |
| 5 | 6 | 280 | 20 | 80 | 0.635 3 | 0.616 5 |
| 6 | 3 | 300 | 20 | 80 | 0.743 8 | 0.657 9 |
| 7 | 11 | 280 | 20 | 120 | 0.586 1 | 0.612 1 |
| 8 | 12 | 300 | 20 | 120 | 0.665 8 | 0.646 4 |
| 9 | 5 | 290 | 18 | 80 | 0.698 7 | 0.618 1 |
| 10 | 15 | 290 | 22 | 80 | 0.722 0 | 0.618 9 |
| 11 | 2 | 290 | 18 | 120 | 0.621 4 | 0.607 9 |
| 12 | 17 | 290 | 22 | 120 | 0.629 7 | 0.608 1 |
| 13 | 8 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 14 | 9 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 15 | 1 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 16 | 13 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 17 | 4 | 290 | 20 | 100 | 0.631 1 | 0.611 4 |
| 1 | 10 | 280 | 18 | 100 | 0.575 3 | 0.610 4 |
| 2 | 16 | 300 | 18 | 100 | 0.694 0 | 0.653 5 |
| 3 | 7 | 280 | 22 | 100 | 0.637 8 | 0.615 2 |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.034 9 | 9 | 0.003 9 | 51.05 | <0.000 1 |
| 熔体温度(A) | 0.018 2 | 1 | 0.018 2 | 239.48 | <0.000 1 |
| 保压时间(B) | 0.001 6 | 1 | 0.001 6 | 20.82 | 0.002 6 |
| 保压压力(C) | 0.011 0 | 1 | 0.011 0 | 144.94 | <0.000 1 |
| AB | 0.000 5 | 1 | 0.000 5 | 6.40 | 0.039 2 |
| AC | 0.000 2 | 1 | 0.000 2 | 2.73 | 0.142 5 |
| BC | 0.000 1 | 1 | 0.000 1 | 0.7404 | 0.418 0 |
| A² | 0.000 2 | 1 | 0.000 2 | 2.55 | 0.154 1 |
| B² | 0.001 2 | 1 | 0.001 2 | 15.99 | 0.005 2 |
| C² | 0.001 7 | 1 | 0.001 7 | 21.87 | 0.002 3 |
| 残差 | 0.000 5 | 7 | 0.000 1 | - | - |
| 失拟项 | 0.000 5 | 3 | 0.0002 | - | - |
| 纯误差 | 0.000 0 | 4 | 0 | - | - |
| 总计 | 0.035 4 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.034 9 | 9 | 0.003 9 | 51.05 | <0.000 1 |
| 熔体温度(A) | 0.018 2 | 1 | 0.018 2 | 239.48 | <0.000 1 |
| 保压时间(B) | 0.001 6 | 1 | 0.001 6 | 20.82 | 0.002 6 |
| 保压压力(C) | 0.011 0 | 1 | 0.011 0 | 144.94 | <0.000 1 |
| AB | 0.000 5 | 1 | 0.000 5 | 6.40 | 0.039 2 |
| AC | 0.000 2 | 1 | 0.000 2 | 2.73 | 0.142 5 |
| BC | 0.000 1 | 1 | 0.000 1 | 0.7404 | 0.418 0 |
| A² | 0.000 2 | 1 | 0.000 2 | 2.55 | 0.154 1 |
| B² | 0.001 2 | 1 | 0.001 2 | 15.99 | 0.005 2 |
| C² | 0.001 7 | 1 | 0.001 7 | 21.87 | 0.002 3 |
| 残差 | 0.000 5 | 7 | 0.000 1 | - | - |
| 失拟项 | 0.000 5 | 3 | 0.0002 | - | - |
| 纯误差 | 0.000 0 | 4 | 0 | - | - |
| 总计 | 0.035 4 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.0051 | 9 | 0.000 6 | 461.59 | <0.000 1 |
| A | 0.0031 | 1 | 0.003 1 | 2 489.50 | <0.000 1 |
| B | 3.920×10-6 | 1 | 3.920×10-6 | 3.17 | 0.118 2 |
| C | 0.0002 | 1 | 0.000 2 | 137.70 | <0.000 1 |
| AB | 6.250×10-6 | 1 | 6.250×10-6 | 5.06 | 0.059 3 |
| AC | 0.0000 | 1 | 0.0000 | 10.20 | 0.015 2 |
| BC | 9.000×10-8 | 1 | 9.000×10-8 | 0.072 8 | 0.795 1 |
| A² | 0.0018 | 1 | 0.001 8 | 1 479.05 | <0.000 1 |
| B² | 3.132×10-6 | 1 | 3.132×10-6 | 2.53 | 0.155 4 |
| C² | 4.106×10-6 | 1 | 4.106×10-6 | 3.32 | 0.111 1 |
| 残差 | 8.652×10-6 | 7 | 1.236×10-6 | - | - |
| 失拟项 | 8.652×10-6 | 3 | 2.884×10-6 | - | - |
| 纯误差 | 0.0000 | 4 | 0 | - | - |
| 总计 | 0.0051 | 16 | - | - | - |
| 类型 | 变差平方和 | 自由度 | 均方 | F | Pr>F |
|---|---|---|---|---|---|
| 模型 | 0.0051 | 9 | 0.000 6 | 461.59 | <0.000 1 |
| A | 0.0031 | 1 | 0.003 1 | 2 489.50 | <0.000 1 |
| B | 3.920×10-6 | 1 | 3.920×10-6 | 3.17 | 0.118 2 |
| C | 0.0002 | 1 | 0.000 2 | 137.70 | <0.000 1 |
| AB | 6.250×10-6 | 1 | 6.250×10-6 | 5.06 | 0.059 3 |
| AC | 0.0000 | 1 | 0.0000 | 10.20 | 0.015 2 |
| BC | 9.000×10-8 | 1 | 9.000×10-8 | 0.072 8 | 0.795 1 |
| A² | 0.0018 | 1 | 0.001 8 | 1 479.05 | <0.000 1 |
| B² | 3.132×10-6 | 1 | 3.132×10-6 | 2.53 | 0.155 4 |
| C² | 4.106×10-6 | 1 | 4.106×10-6 | 3.32 | 0.111 1 |
| 残差 | 8.652×10-6 | 7 | 1.236×10-6 | - | - |
| 失拟项 | 8.652×10-6 | 3 | 2.884×10-6 | - | - |
| 纯误差 | 0.0000 | 4 | 0 | - | - |
| 总计 | 0.0051 | 16 | - | - | - |



| 工艺参数 | 数值 |
|---|---|
| 熔体温度/℃ | 281.0 |
| 保压时间/s | 18.7 |
| 保压压力/MPa | 115.7 |
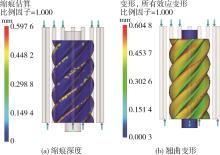
| 缩痕深度预测值/mm | 0.576 |
| 翘曲变形预测值/mm | 0.608 |
| 工艺参数 | 数值 |
|---|---|
| 熔体温度/℃ | 281.0 |
| 保压时间/s | 18.7 |
| 保压压力/MPa | 115.7 |
| 缩痕深度预测值/mm | 0.576 |
| 翘曲变形预测值/mm | 0.608 |
| 1 | 支明宇. 空压机螺杆转子轻量化设计及增材制造工艺研究[D].陕西:陕西理工大学,2022. |
| 2 | 何雪明,陈泽华,武美萍,等.基于磨料水射流的螺杆转子加工新方法研究[J].中国机械工程,2016,27(19):2581⁃2588. |
| HE X M, CHEN Z H, WU M P, et al. Research on a new method for screw rotor processing using abrasive water jet[J]. China Mechanical Engineering,2016,27(19):2 581⁃2 588. | |
| 3 | Zhao Y, Zhao S, Wei W, et al. Precision grinding of screw rotors using CNC method[J].The International Journal of Advanced Manufacturing Technology, 2017, 89: 2 967⁃2 979. |
| 4 | Liu Z, Tang Q, Liu N, et al. A novel optimization design method of form grinding wheel for screw rotor[J]. Applied Sciences, 2019, 9(23): 5 079. |
| 5 | Hoang M T, Wu Y R. Error compensation method for milling single⁃threaded screw rotors with end mill tools[J]. Mechanism and Machine Theory, 2021, 157: 104170. |
| 6 | 晁 瑞,李志峰.基于增材制造螺杆转子结构轻量化设计与分析[J].工具技术,2020,54(07):53⁃56. |
| CHAO R, LI Z F. Lightweight design and analysis of screw rotor structure based on additive manufacturing[J].Tool Engineering,2020,54(07):53⁃56. | |
| 7 | 别明智.高含量玻纤增强聚酰胺66的制备及性能研究[J].塑料工业,2014,42(12):111⁃114. |
| BIE M ZH. Research on the preparation and property of high content glass fiber reinforced nylon 66[J].China Plastics Industry,2014,42(12):111⁃114. | |
| 8 | 宁敬威,林 立,刘 文,等.双头螺旋内齿轮精密注塑冷却工艺优化[J].工程塑料应用,2022,50(07):79⁃85. |
| NING J W, LIN L, LIU W, et al. Optimization of precision injection cooling process for double⁃headed spiral internal gear [J].Engineering Plastics Application,2022,50(07):79⁃85. | |
| 9 | 林启权,杨雪峰,董文正.基于Moldflow和正交试验设计的注射成型工艺参数的优化[J].中国塑料,2015,29(10):73⁃77. |
| LIN Q Q, YANG X F, DONG W Z. Optimization of injection molding process parameters based on moldflow and orthogonal experimental design[J].China Plastics,2015,29(10):73⁃77. | |
| 10 | 吴俊超,黄 帅,邓 锐,等.基于Moldflow的轿车后视镜镜框注塑工艺优化[J].工程塑料应用,2022,50(07):71⁃78,98. |
| WU J C, HUANG S, DENG R, et al. Optimization of injection molding process for car rearview mirror frame based on moldflow[J].Engineering Plastics Application, 2022,50(07):71⁃78,98. | |
| 11 | 李 莉,张 赛,何 强,等.响应面法在试验设计与优化中的应用[J].实验室研究与探索,2015,34(08):41⁃45. |
| LI L, ZHANG S, HE Q, et al. Application of response surface methodology in experiment design and optimization[J].Research and Exploration in Laboratory, 2015,34(08):41⁃45. | |
| 12 | Wilczyński K, Narowski P. A Strategy for Problem Solving of Filling Imbalance in Geometrically Balanced Injection Molds[J]. Polymers, 2020, 12(4): 805. |
| 13 | 黄 岸,王齐龙,周洪福,等.基于Moldex3d的薄壁复杂零件的注塑优化[J].中国塑料,2023,37(06):59⁃65. |
| HUANG A, WANG Q L, ZHOU H F, et al. Injection molding optimization of thin⁃walled complex parts based on Modex3d[J]. China Plastics, 2023,37(06):59⁃65. | |
| 14 | 凌 杰,刘 强,徐晓鸣.基于响应曲面法与Moldflow的热固性塑料反应注塑工艺参数优化[J].塑料工业,2021,49(09):67⁃71. |
| LING J, LIU Q, XU X M. Optimization of process parameters for reactive injection molding of thermosetting plastics based on response surface methodology and moldfolw[J]. China Plastics Industry,2021,49(09):67⁃71. | |
| 15 | Li H, Liu K, Zhao D, et al. Multi⁃objective optimizations for microinjection molding process parameters of biodegradable polymer stent[J]. Materials, 2018, 11(11): 2 322. |
| 16 | 沈洪雷,王永壮,谭 巍,等.工艺参数对厚壁注塑件表面缩痕的影响及其优化[J].机械设计与制造,2015(02):246⁃248. |
| SHEN H L, WANG Y Z, TAN W, et al. The influence and optimization of processing parameters on sink marks of injection molded thick wall products[J]. Machinery Design & Manufacture, 2015(02):246⁃248. | |
| 17 | 付士军.注射模工艺参数对塑件翘曲量的影响及优化[J].机械设计与制造,2012(02):244⁃246. |
| FU S J. Influence and optimization of process parameters on warpage of injection part [J]. Machinery Design & Manufacture,2012(02):244⁃246. | |
| 18 | Guo W, Hua L, Mao H, et al. Prediction of warpage in plastic injection molding based on design of experiments[J]. Journal of Mechanical Science and Technology, 2012, 26: 1 133⁃1 139. |
| [1] | 孙吉书, 濮夏天, 杨凯, 靳灿章. 硅烷偶联剂改性蒙脱土/SBS/HVA高黏改性沥青最佳掺量确定及其性能评价[J]. 中国塑料, 2024, 38(3): 18-25. |
| [2] | 赵川涛, 贾志欣, 刘立君, 李继强, 张臣臣, 荣迪, 高利珍, 姚吉尔. 环氧树脂/碳纤维复合材料模压制品翘曲变形的影响因素分析[J]. 中国塑料, 2024, 38(3): 59-66. |
| [3] | 高海亮, 胡程, 周宇强, 刘欣, 程建明, 宋桂珍. 3D打印零件的尺寸精度及控制[J]. 中国塑料, 2023, 37(8): 79-85. |
| [4] | 于盛睿, 邹佳勇, 骆杰, 曾义和, 刘广, 凌妍, 王云明, 韩文, 周华民. 非对称温度场下微孔发泡模内表面装饰复合成型工艺的翘曲变形[J]. 中国塑料, 2021, 35(12): 63-69. |
| [5] | 王金坤, 孟正华, 郭巍, 胡豪胜, 周磊. 模内装饰薄膜滞热对成型工艺的影响分析[J]. 中国塑料, 2020, 34(4): 70-77. |
| [6] | 肖清武, 柳和生, 黄益宾. 外部气体辅助注塑制品翘曲变形数值模拟[J]. 中国塑料, 2020, 34(3): 48-53. |
| [7] | 刘月云. 基于响应面法与Pareto遗传算法的注塑模冷却水道参数优化[J]. 中国塑料, 2019, 33(9): 67-71,115. |
| [8] | 王乾. 基于正交试验的汽车收纳盒注塑调机参数优化[J]. 中国塑料, 2019, 33(3): 74-80. |
| [9] | 谭安平 刘克威. 基于Moldflow的汽车手套箱箱盖的翘曲变形优化分析[J]. 中国塑料, 2019, 33(11): 53-59. |
| [10] | 朱洪军. 基于CAE的汽车副仪表箱体平衡注塑优化分析[J]. 中国塑料, 2018, 32(10): 105-112. |
| [11] | 万彬, 范希营, 郭永环, 单以波. 注塑保压曲线的优化设计与分析[J]. 中国塑料, 2017, 31(05): 71-77 . |
| [12] | 蔡厚道. 正交设计与响应面法在空气滤清器盖注塑工艺优化中的应用和比较[J]. 中国塑料, 2017, 31(02): 88-93 . |
| [13] | 于盛睿, 曾兰玉. 基于CAE技术的复杂形面特征塑件的翘曲变形诊断与优化[J]. 中国塑料, 2016, 30(10): 77-80 . |
| [14] | 周国发, 宋佳佳, 王梅媚. 塑封成型过程芯片热流固耦合变形机理数值模拟研究[J]. 中国塑料, 2016, 30(07): 62-68 . |
| [15] | 匡唐清, 王刚义, 周凯, 吴丽旋. 基于响应面法的水辅助共注塑管件的工艺参数优化[J]. 中国塑料, 2016, 30(07): 69-76 . |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2