
 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2021, Vol. 35 ›› Issue (10): 26-30.DOI: 10.19491/j.issn.1001-9278.2021.10.005
吴腾达( ), 庄吉彬, 刁雪峰, 王清文
), 庄吉彬, 刁雪峰, 王清文
WU Tengda(), ZHUANG Jibin, DIAO Xuefeng, WANG Qingwen
摘要:
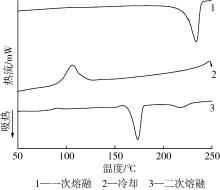
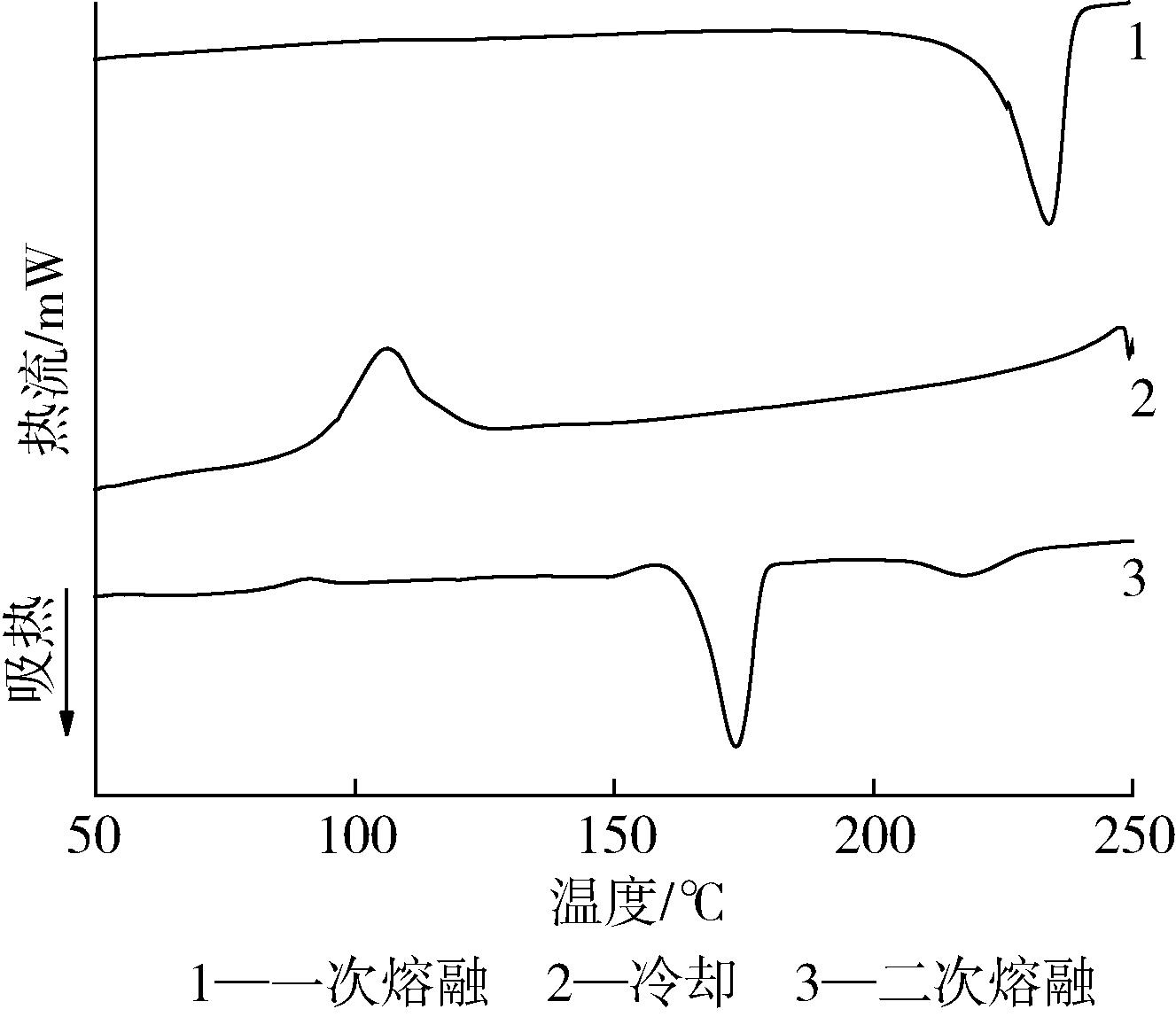
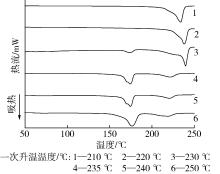
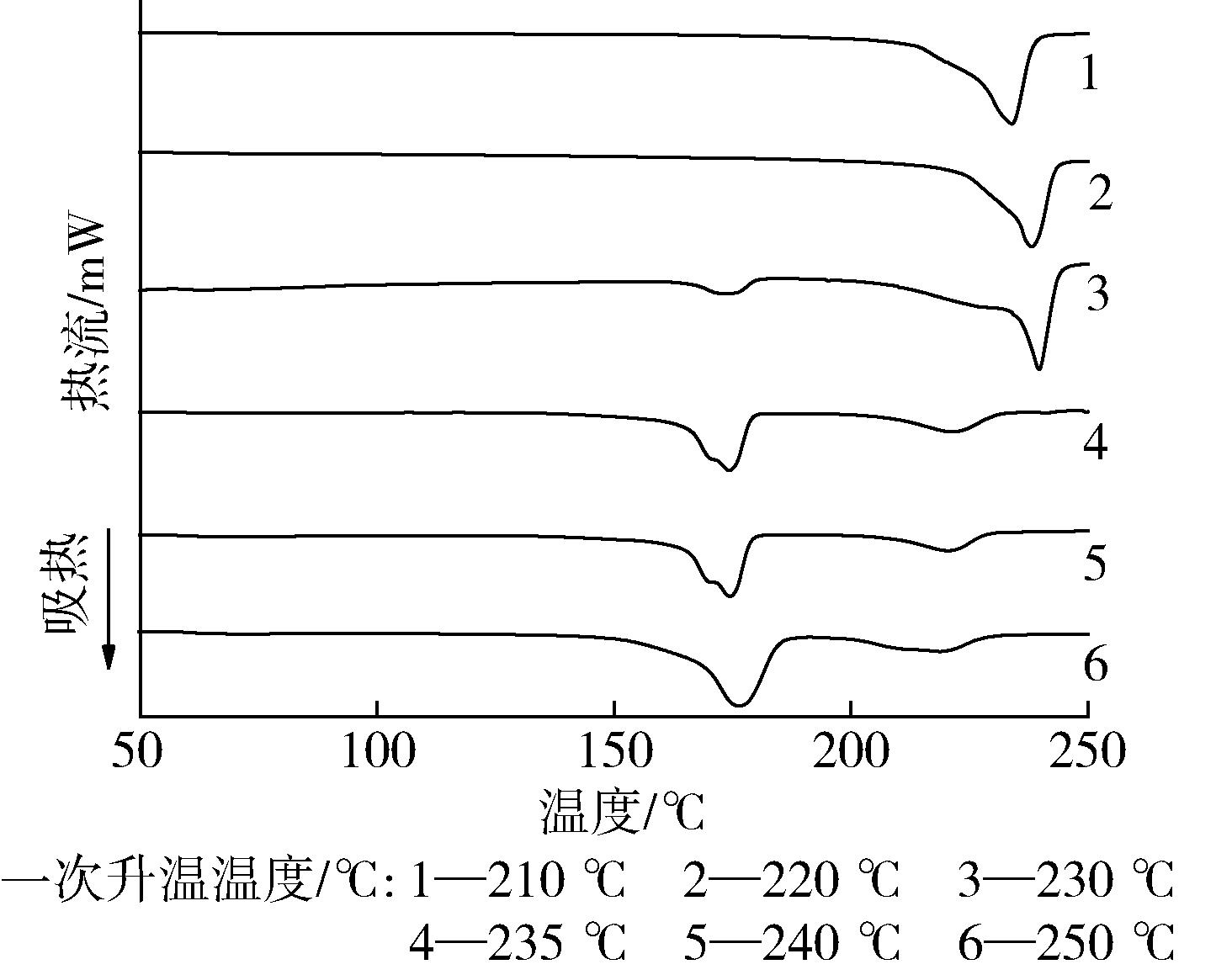
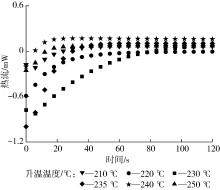
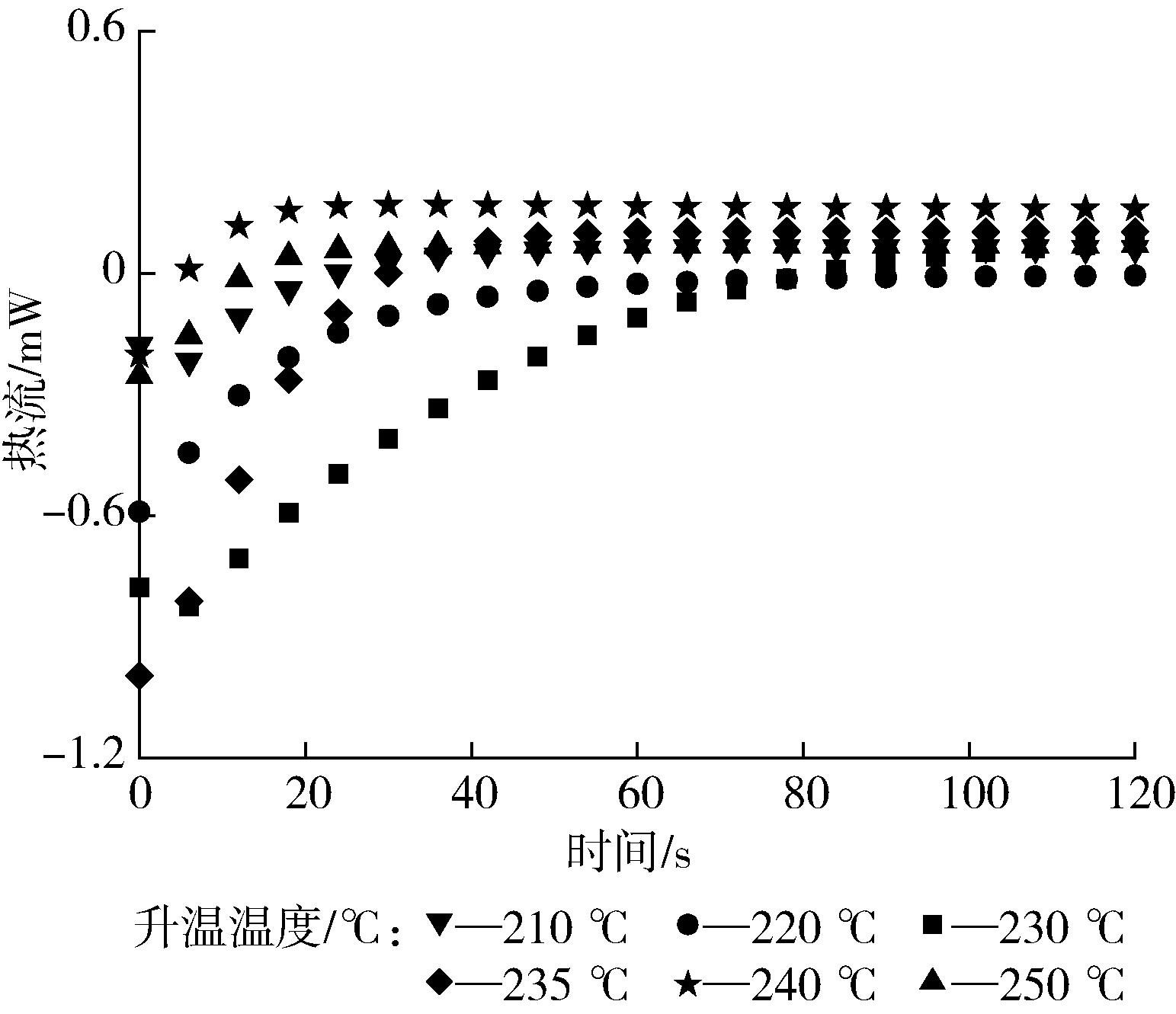
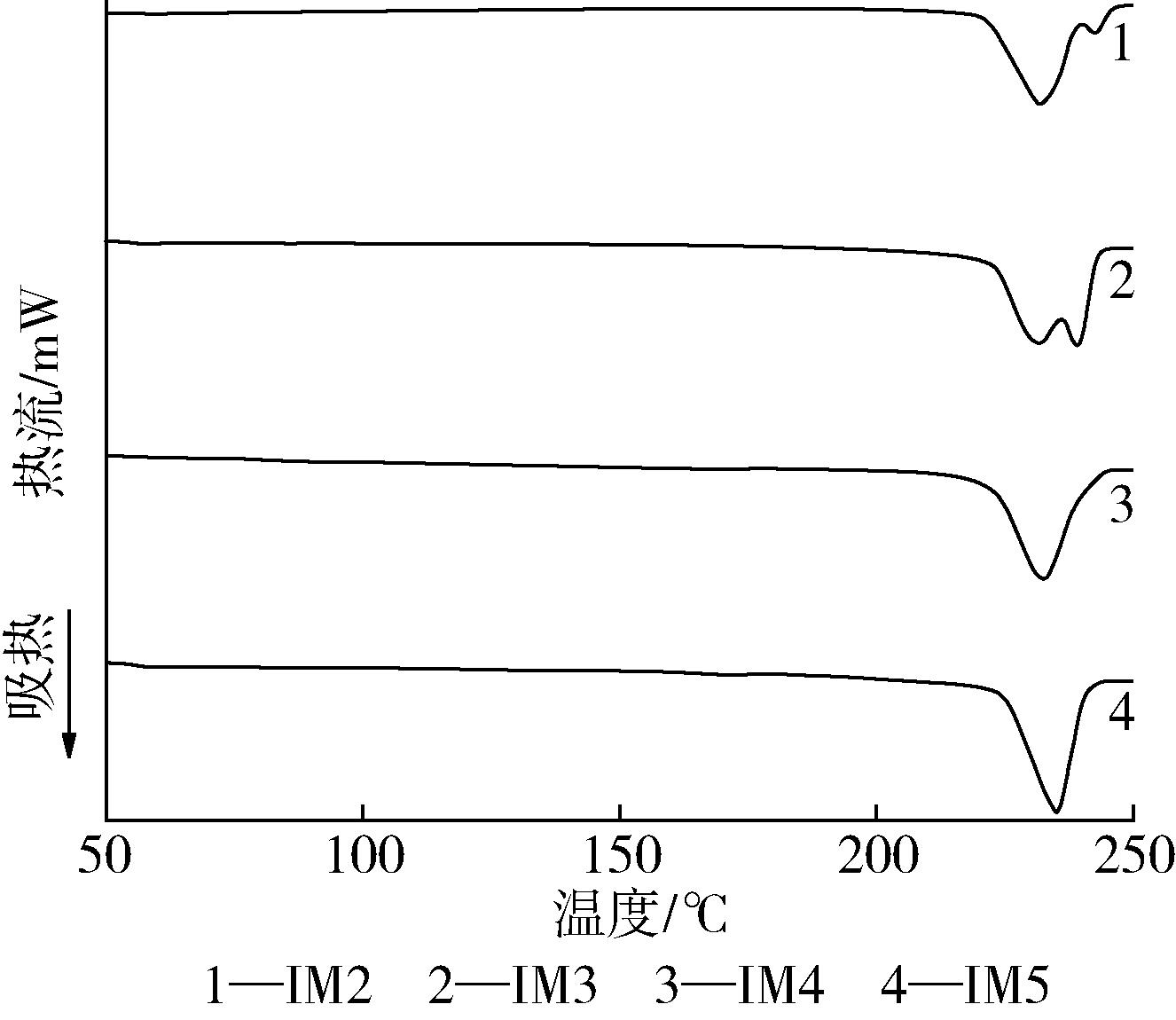
采用左旋聚乳酸(PLLA)和右旋聚乳酸(PDLA)为原料,采用熔融共混法制备了立构复合聚乳酸(SC?PLA)粉末,再通过注射成型制备了SC?PLA样条,并通过差示量热扫描仪(DSC)和热变形温度测定仪对SC?PLA粉末和样条的熔融、结晶情况和热变形性能进行了表征分析。结果表明,SC?PLA粉末的结晶能力与初始熔融状态直接相关;当熔融温度为220~230 ℃时,SC?PLA粉末的熔融稳定时间增加,有助于SC?PLA体系结晶,该温度适合SC?PLA的注射成型加工;SC?PLA样条中SC?PLA结晶度越高,均聚物PLA结晶度越低,越有助于样条热变形性能的提高;低注射温度和以SC?PLA粉末、PLLA、PDLA为原料成型有助于SC?PLA样条在220 ℃下加热再退火后获得较高的SC?PLA结晶度,其热变形温度最高可达到150 ℃以上;注射成型过程中,有利于保留更多SC?PLA晶体和提高SC?PLA结晶度的方式,有助于提高样条在退火后的热变形性能。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2