
 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (11): 30-34.DOI: 10.19491/j.issn.1001-9278.2022.11.005
顾建国( ), 孙建凯, 侯培培, 何浩
), 孙建凯, 侯培培, 何浩
GU Jianguo(), SUN Jiankai, HOU Peipei, HE Hao
摘要:
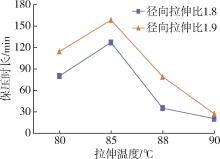
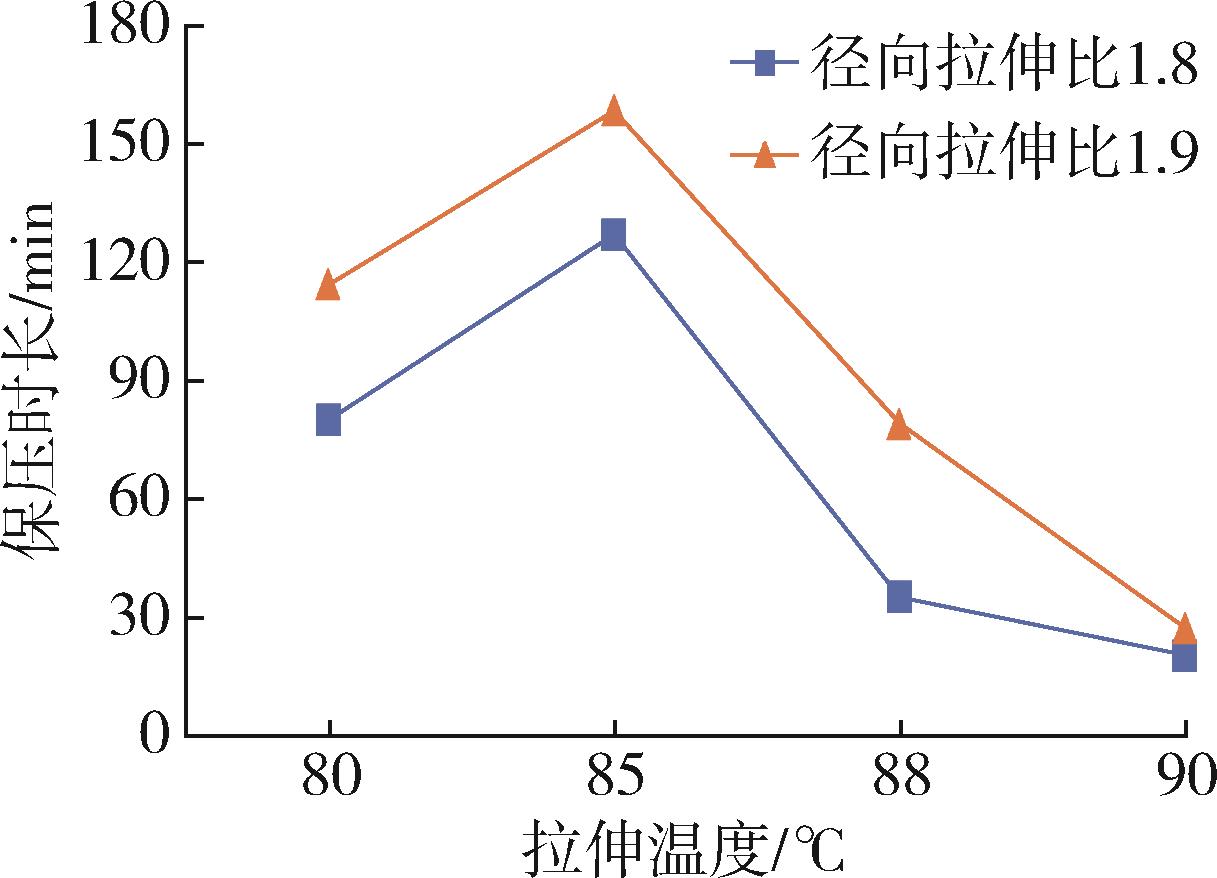
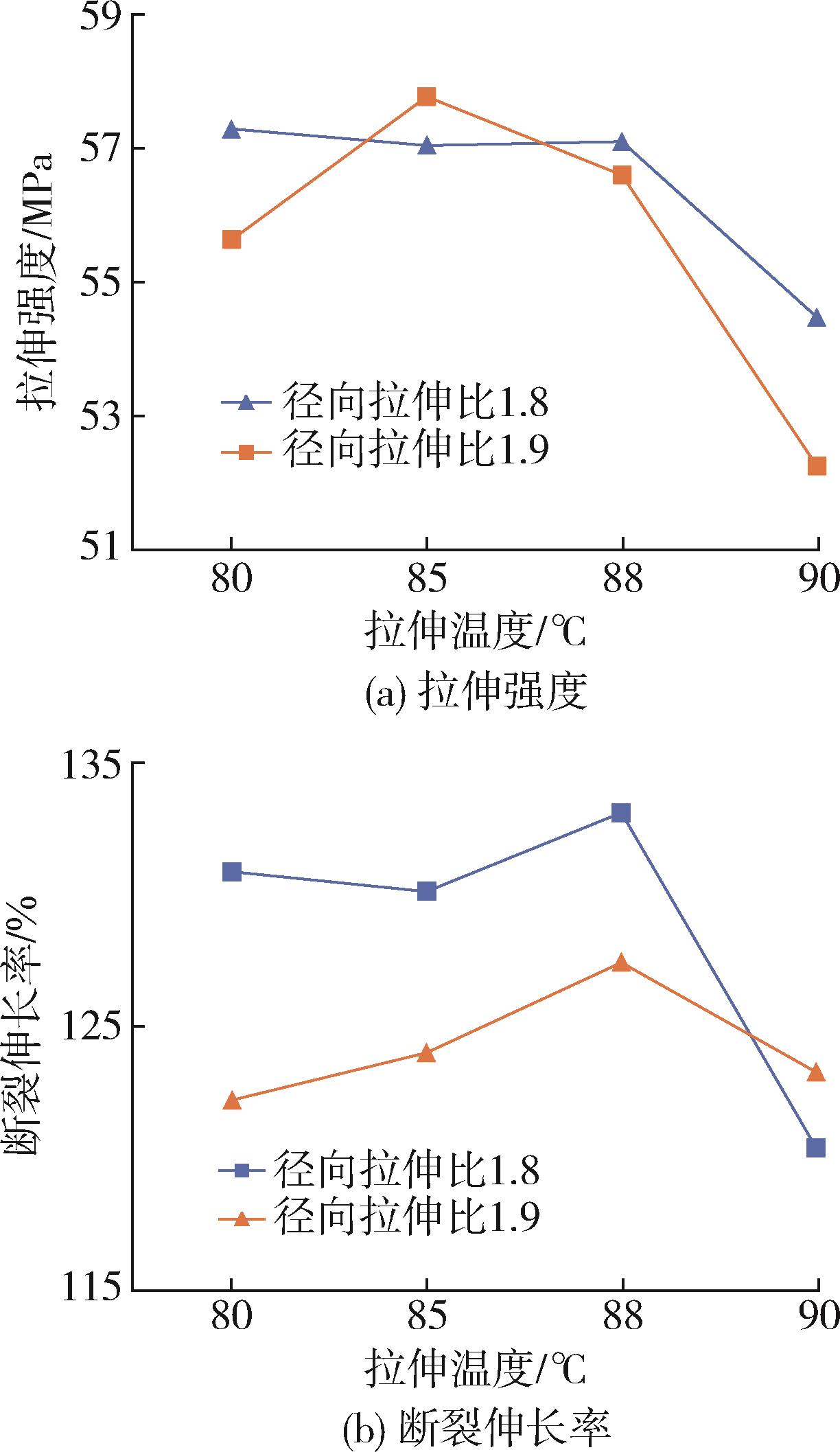
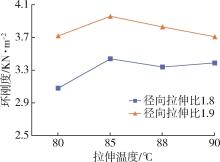
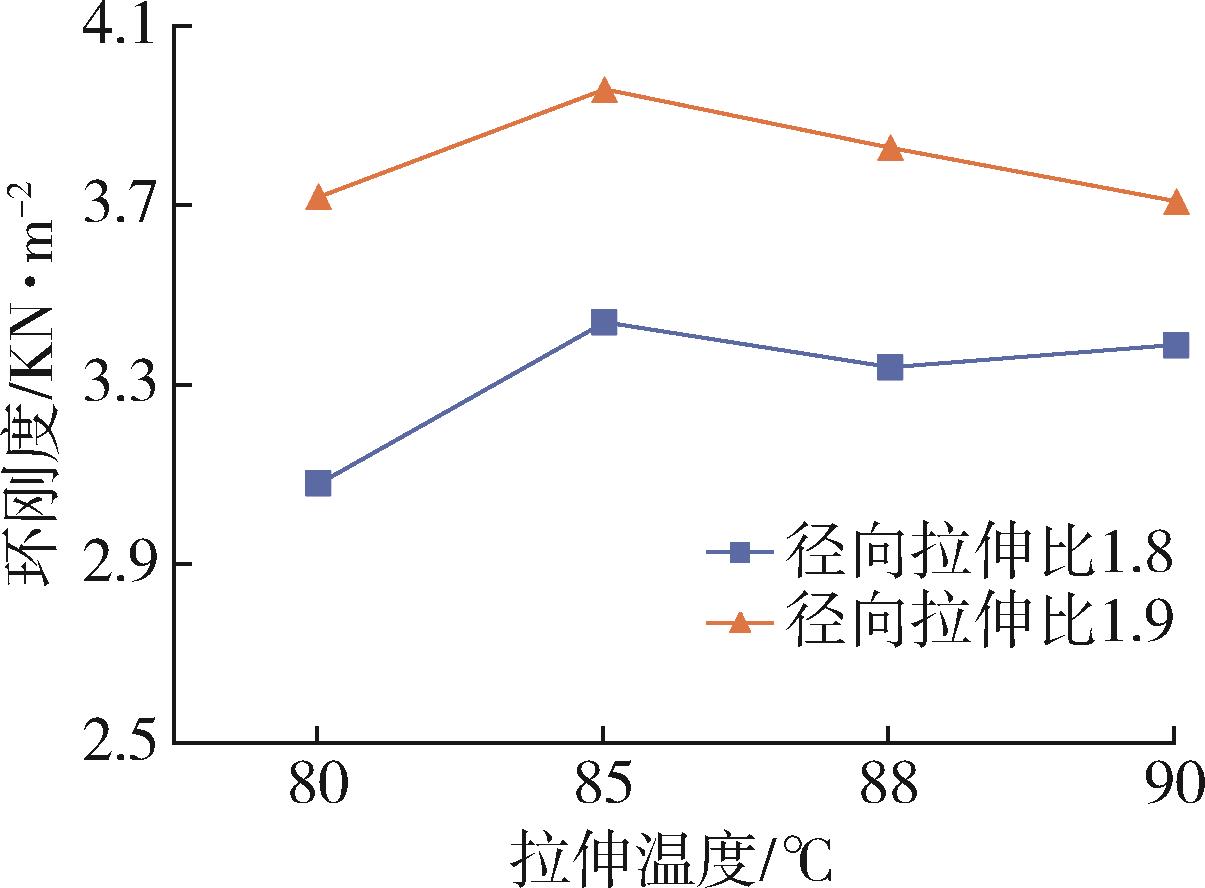
以聚氯乙烯(PVC)树脂为主要原料,通过一步法挤出加工方式,采用纯净配方,在配方和轴向拉伸比不变的情况下,将拉伸温度设置为80、85、88、90 ℃,径向拉伸比设为1.8(坯料管外径63 mm、壁厚5.2 mm)和1.9(坯料管外径为60 mm、壁厚6.0 mm)制备双轴取向聚氯乙烯(PVC⁃O)管材。通过对不同工艺生产的管材进行静液压试验、落锤冲击试验、拉伸试验、环刚度试验来表征管材的力学性能。结果表明,适合此配方和轴向拉伸比的PVC⁃O管挤出成型的最佳拉伸温度为85 ℃,最佳径向拉伸比为1.9。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2