


 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2022, Vol. 36 ›› Issue (6): 81-86.DOI: 10.19491/j.issn.1001-9278.2022.06.013
王金业1,2, 唐博虎1, 杨立宁1,2, 谢猛3, 郭泽朝1, 杨光1,2( )
)
WANG Jinye1,2, TANG Bohu1, YANG Lining1,2, XIE Meng3, GUO Zechao1, YANG Guang1,2()
摘要:
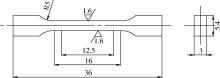
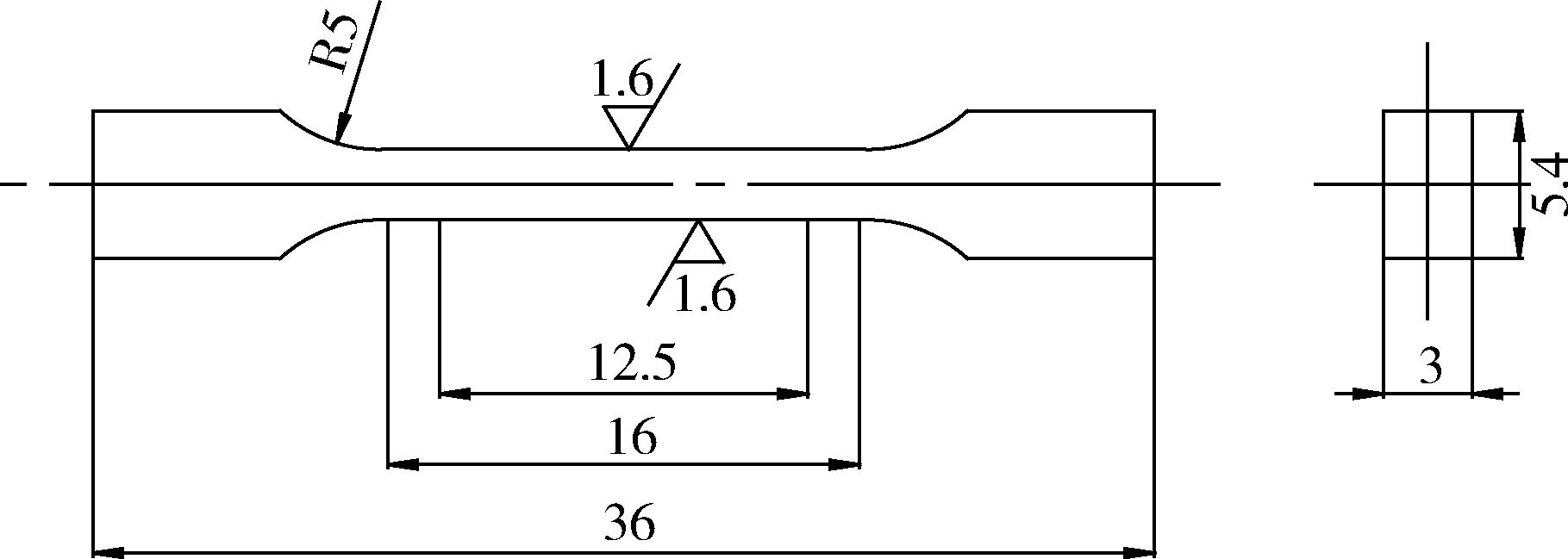
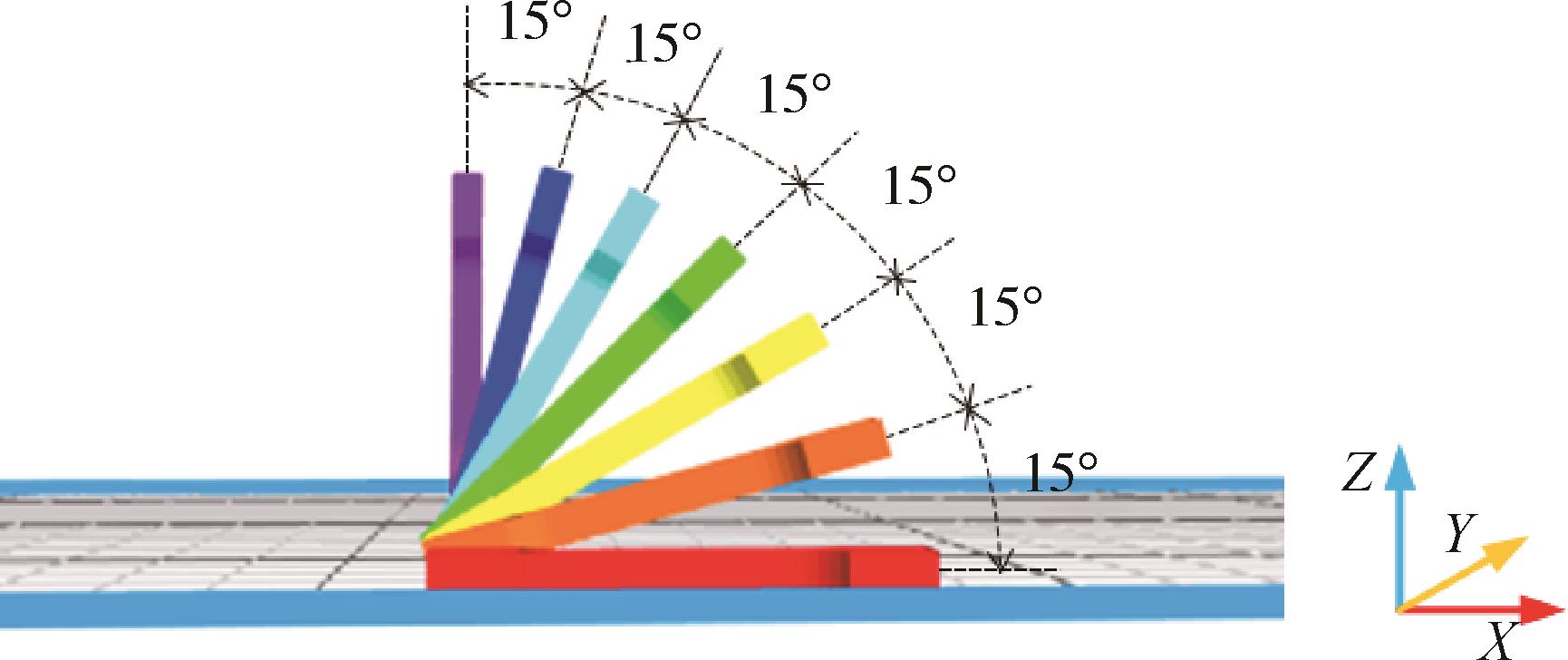
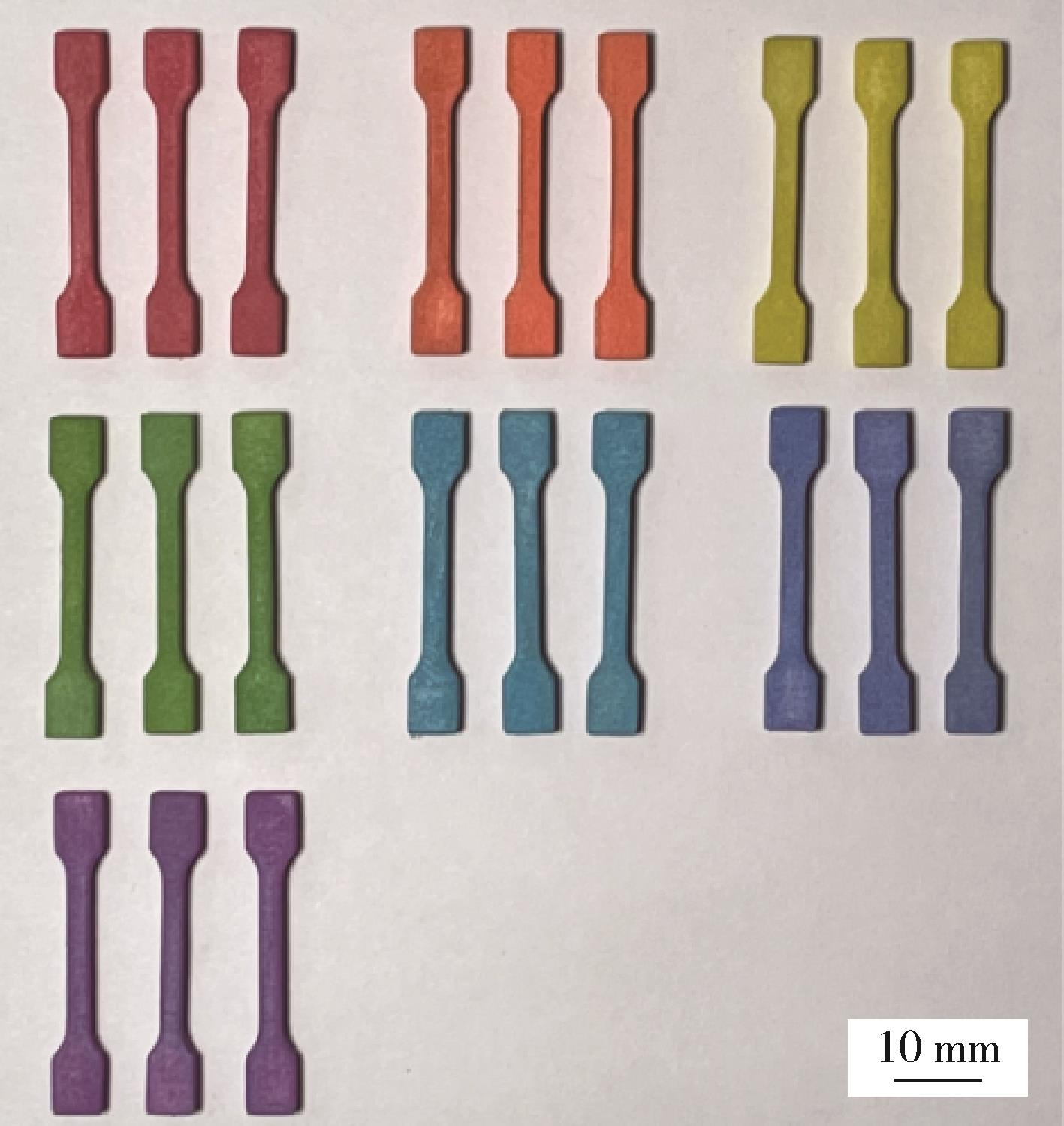
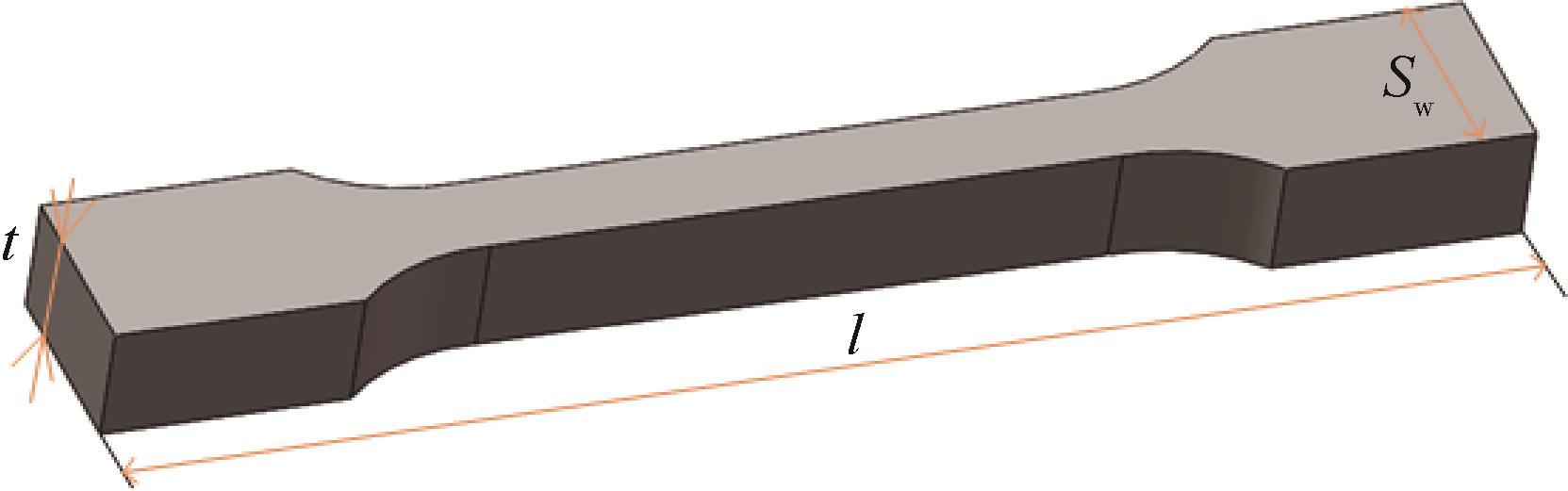
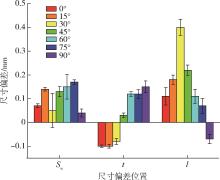
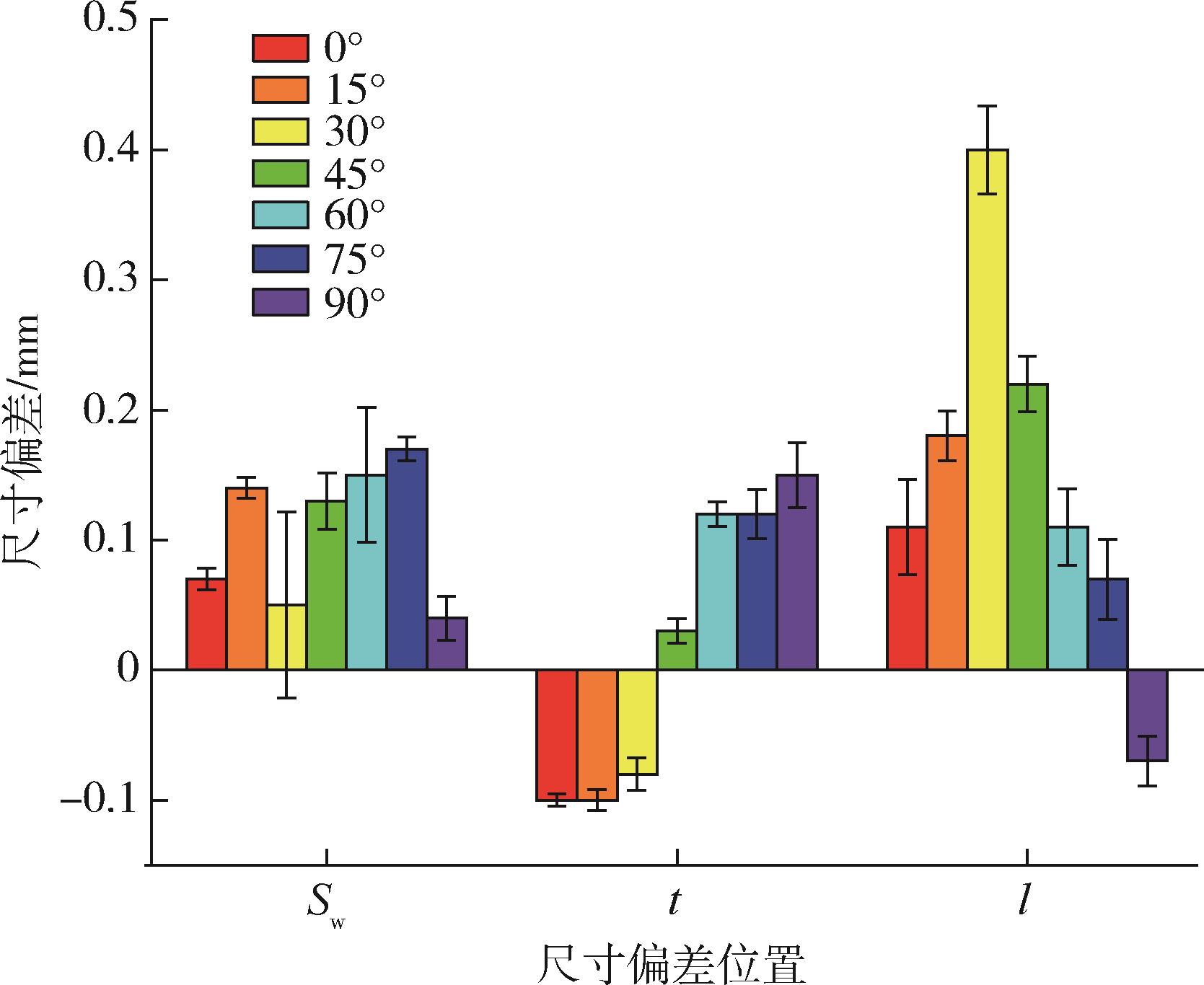
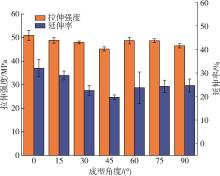
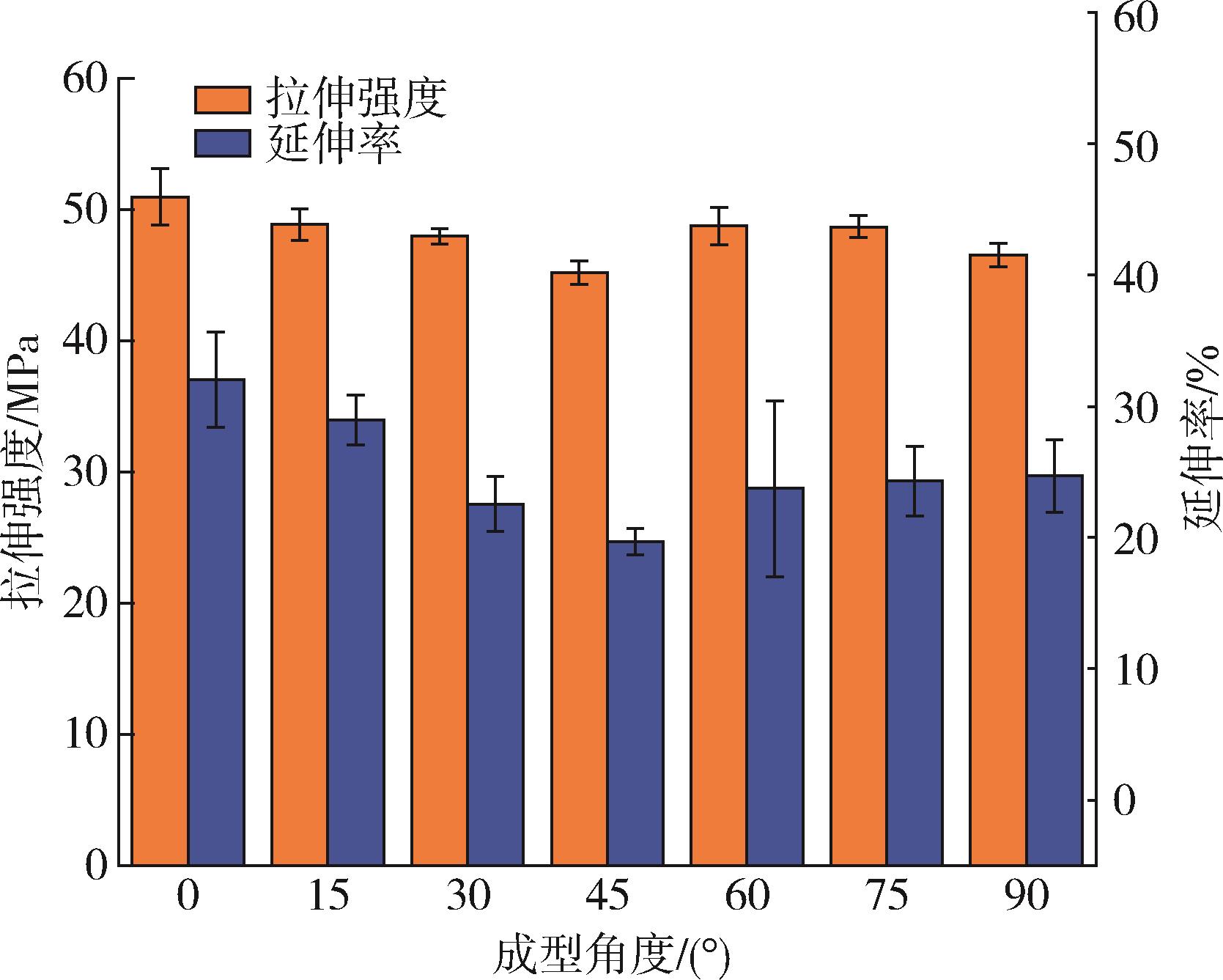
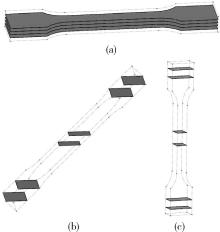
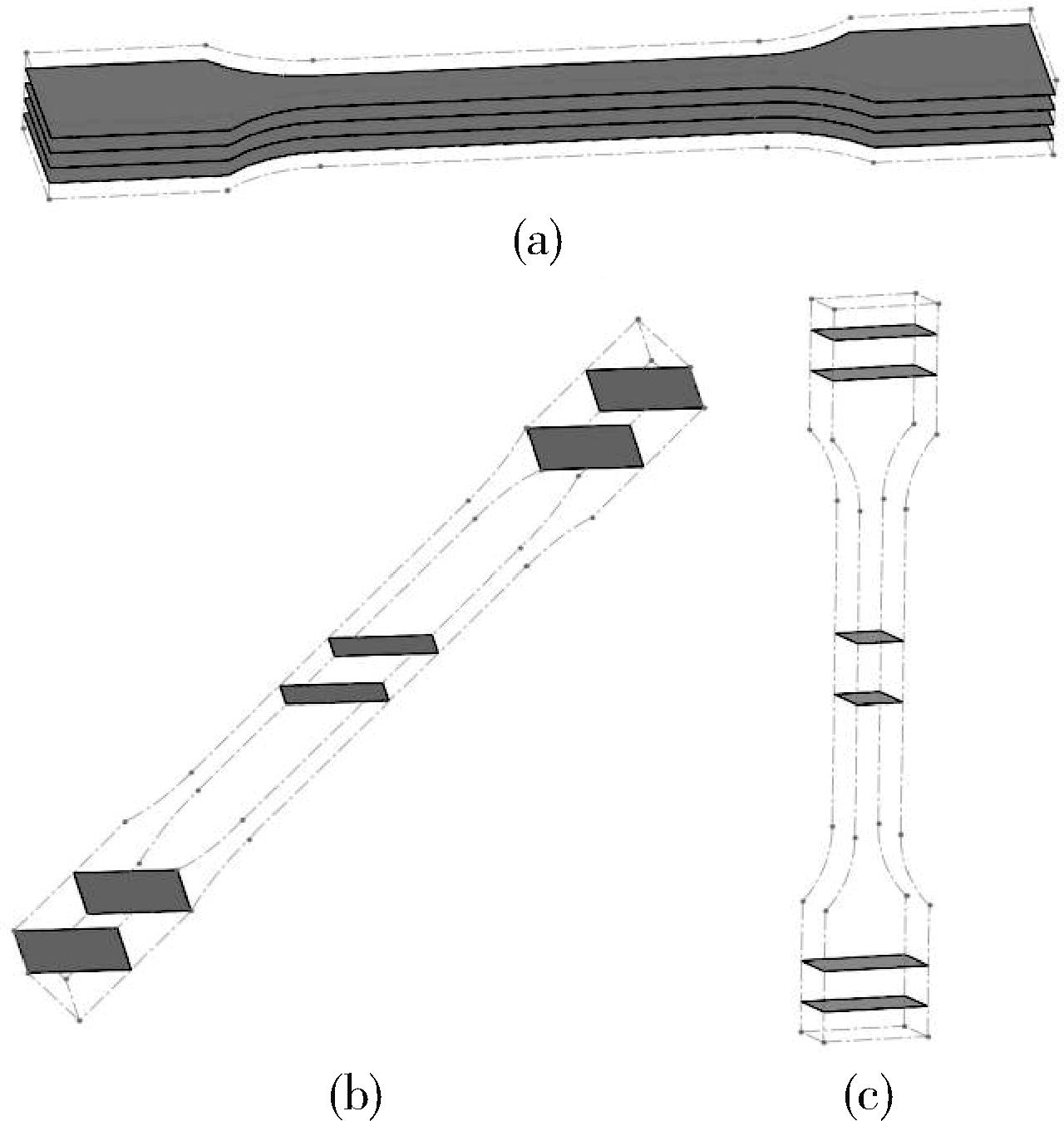
采用多射流熔融增材制造技术制备了PA12试件,研究了PA12试件不同的构建取向对其成型精度和力学性能以及致密度的影响规律。结果表明,当位置尺寸为宽度方向时,尺寸精度总是呈正偏差,并且在不同得成型角度下,无明显变化规律,与宽度方向相比,厚度方向与长度方向尺寸精度随成型角度增加,变化规律较为明显;试件的力学性能与延伸率受成型角度影响规律相似,当成型角度从0 °增加到45 °时,试件拉伸强度与延伸率逐渐降低,在成型角度大于45 °后,拉伸强度与延伸率显著提升;致密度变化趋势与力学性能保持一致;综合分析可得,当成型角度为45 °时,试件的尺寸精度达到最佳水平;最佳力学性能成型角度为0 °,此时PA12试件的平均拉伸强度为50.95 N/mm2,平均延伸率为37.02 %;致密度最高成型角度为0 °,平均致密度可达到99.311 %。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2