 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2025, Vol. 39 ›› Issue (5): 50-56.DOI: 10.19491/j.issn.1001-9278.2025.05.008
应祺辉1,2( ), 贾志欣1(), 高利珍1,3, 刘立君1, 李继强1, 吴希然1,2, 陈博杰4
), 贾志欣1(), 高利珍1,3, 刘立君1, 李继强1, 吴希然1,2, 陈博杰4
收稿日期:2024-06-19
出版日期:2025-05-26
发布日期:2025-05-22
通讯作者:
贾志欣(1970—),女,教授,从事复合材料成型工艺及模具技术、模具表面激光强化研究,jzx@nit.zju.edu.cn作者简介:应祺辉(1999—),男,研究生,从事复合材料热压⁃注塑一体成型工艺研究,22225151@zju.edu.cn
基金资助:
YING Qihui1,2(), JIA Zhixin1(), GAO Lizhen1,3, LIU Lijun1, LI Jiqiang1, WU Xiran1,2, CHEN Bojie4
Received:2024-06-19
Online:2025-05-26
Published:2025-05-22
Contact:
JIA Zhixin
E-mail:22225151@zju.edu.cn;jzx@nit.zju.edu.cn
摘要:
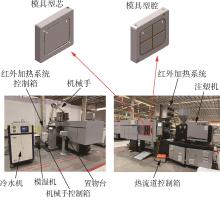
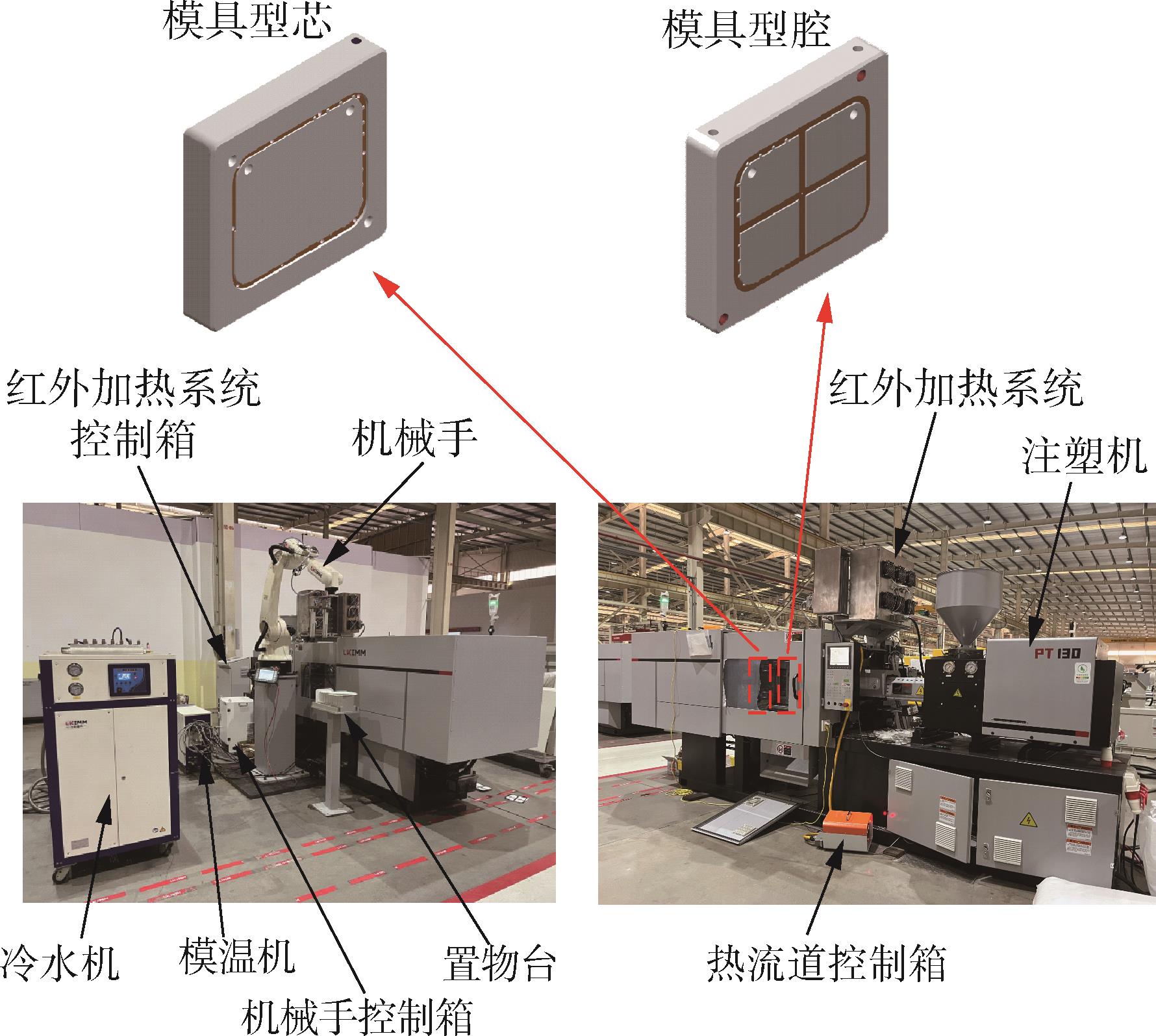
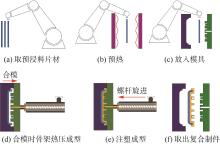
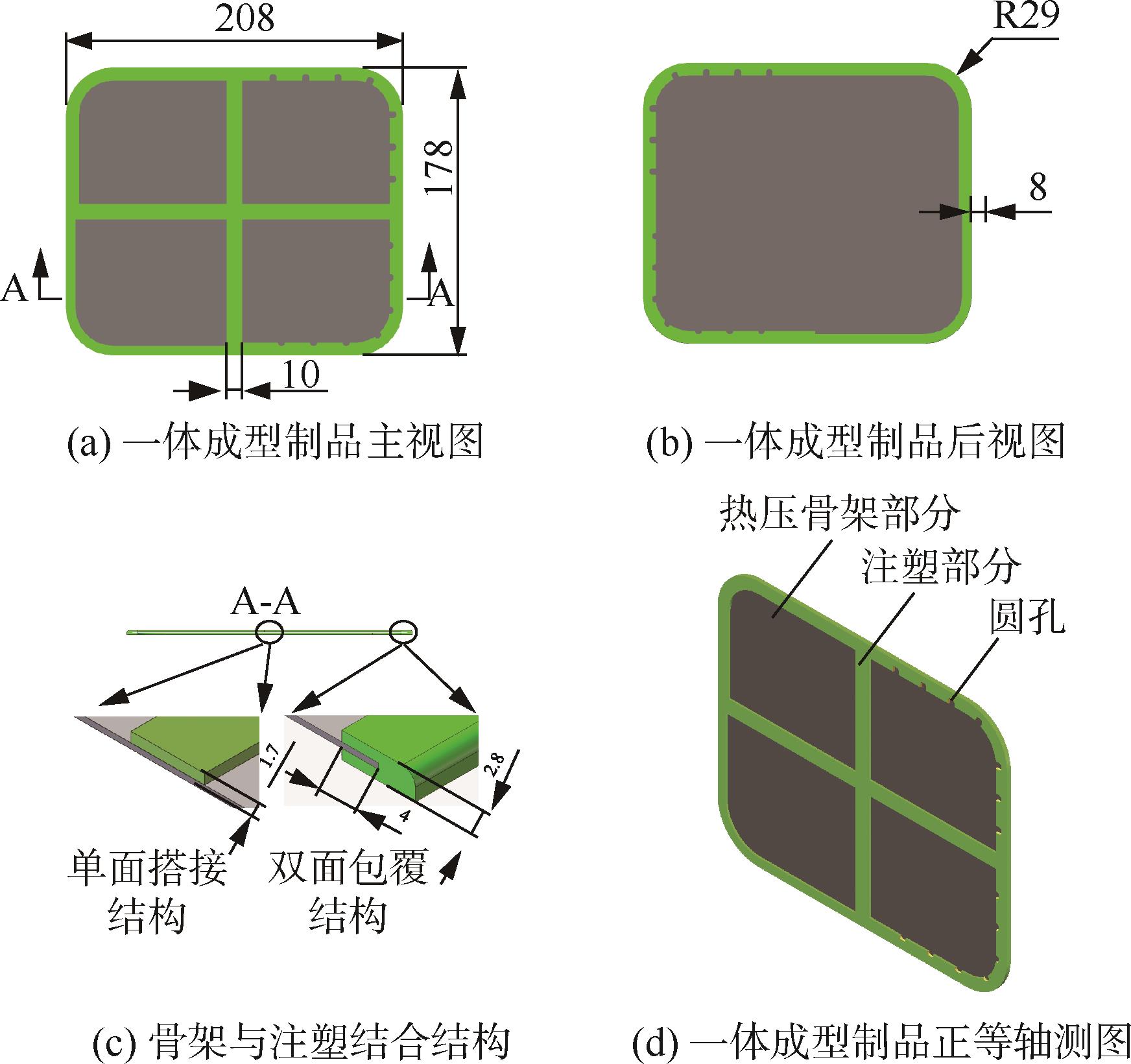
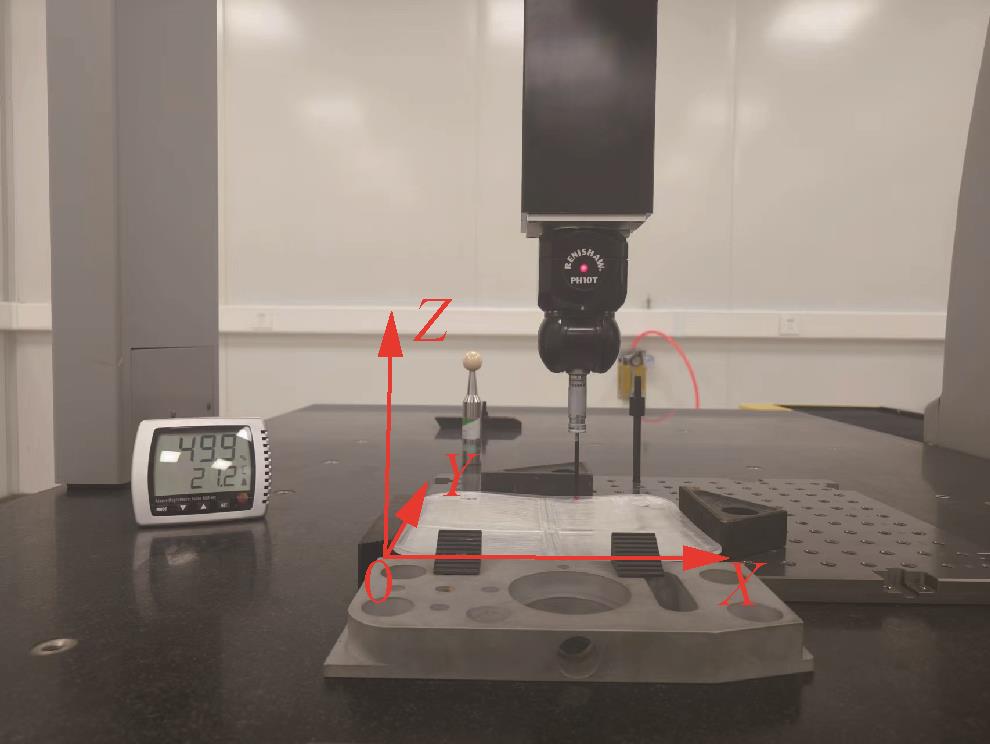
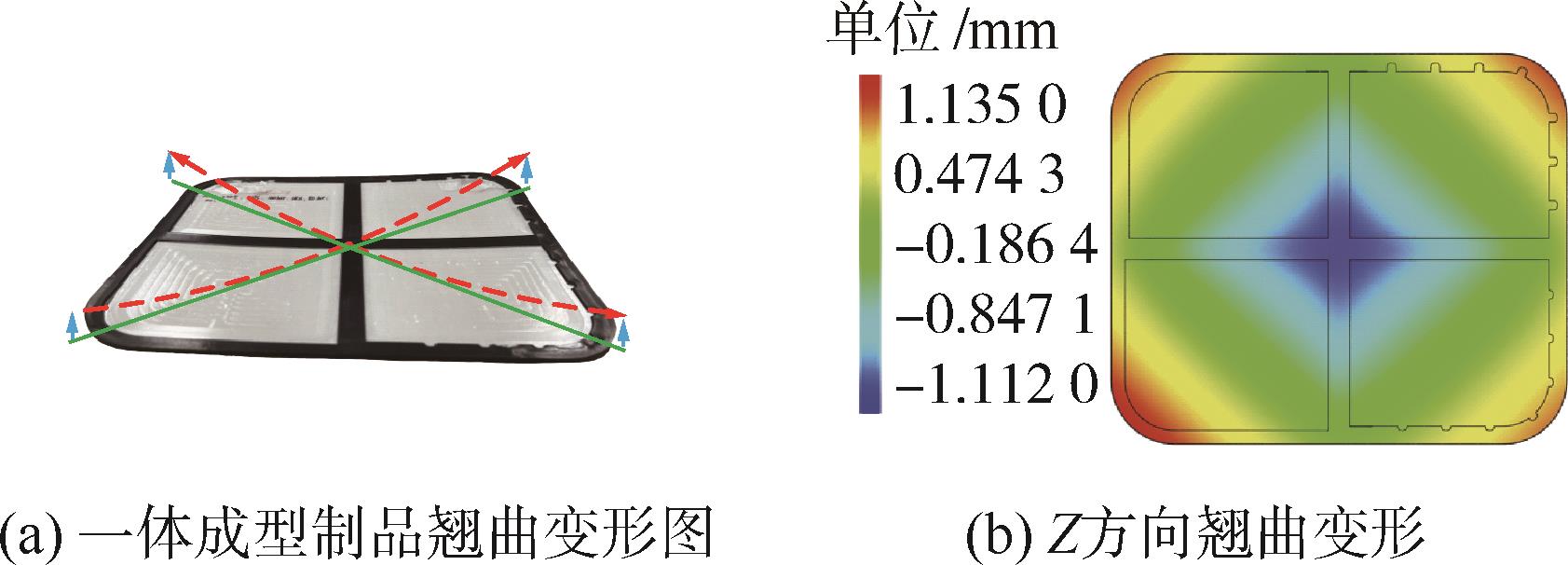
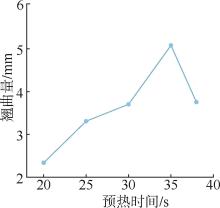
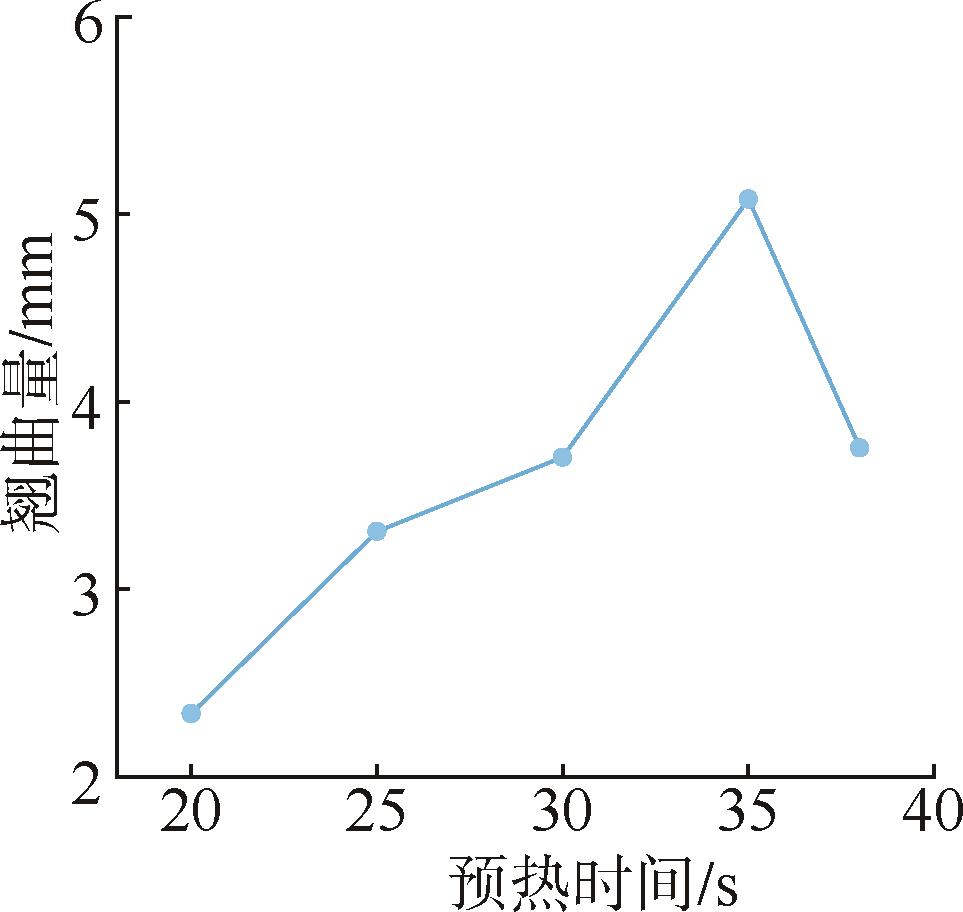
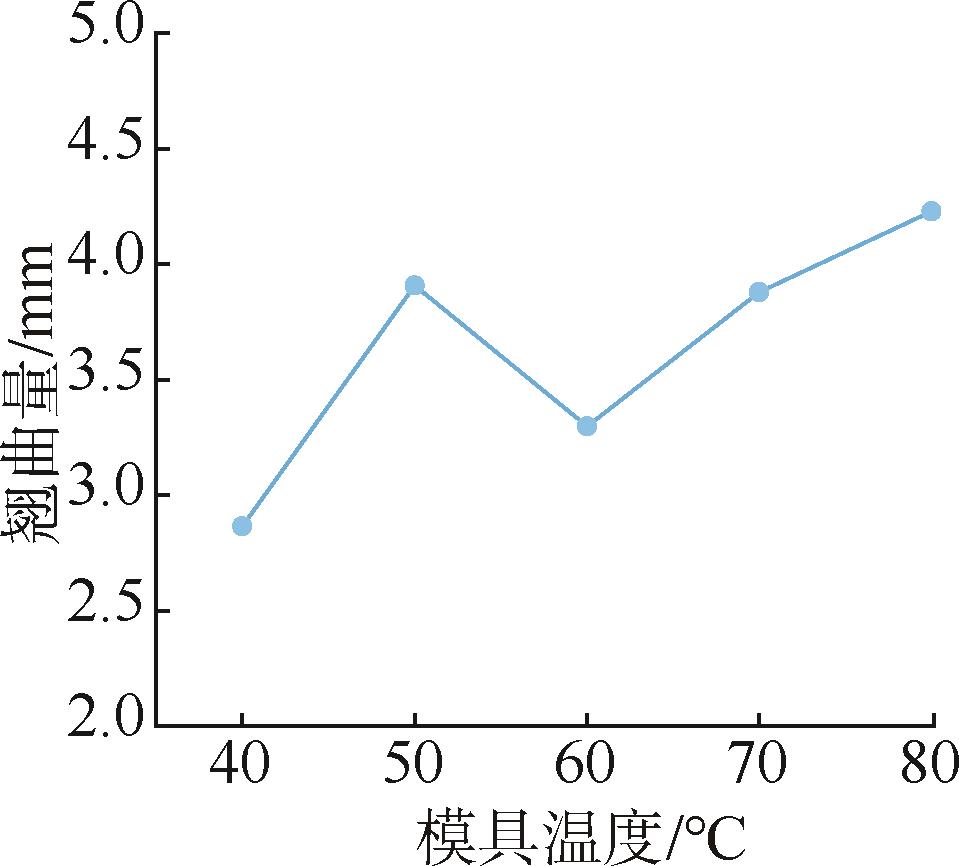
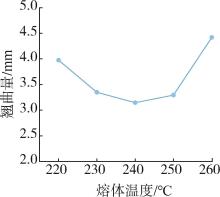
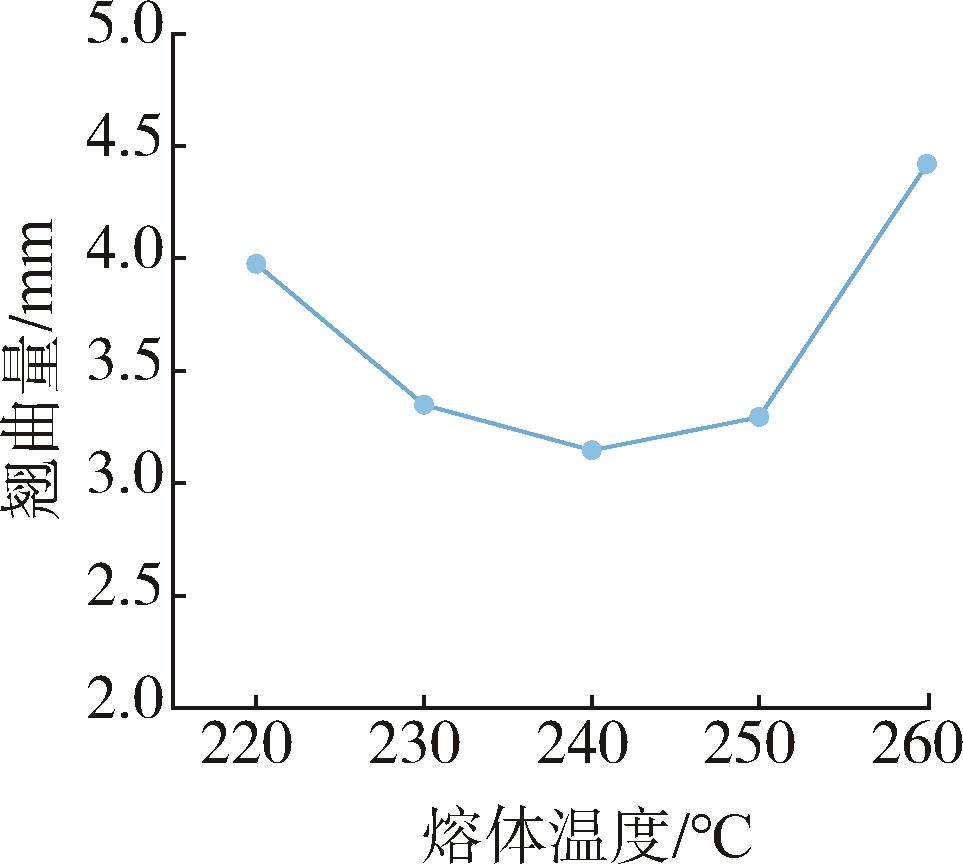
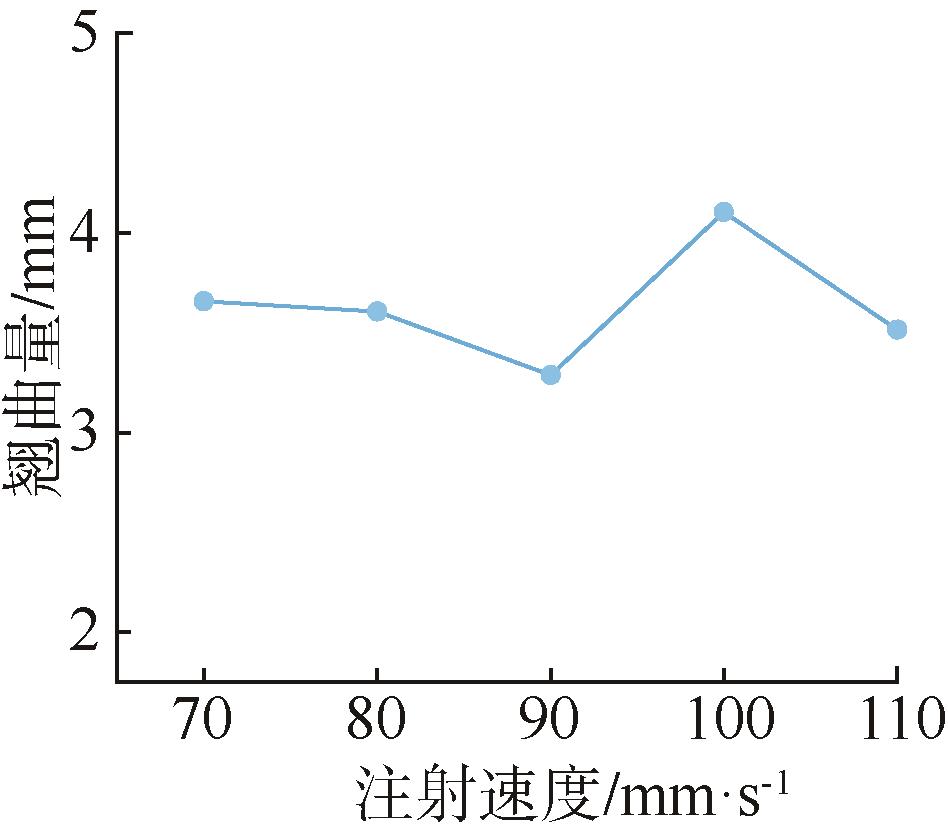
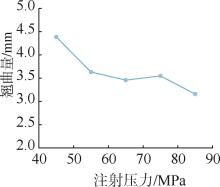
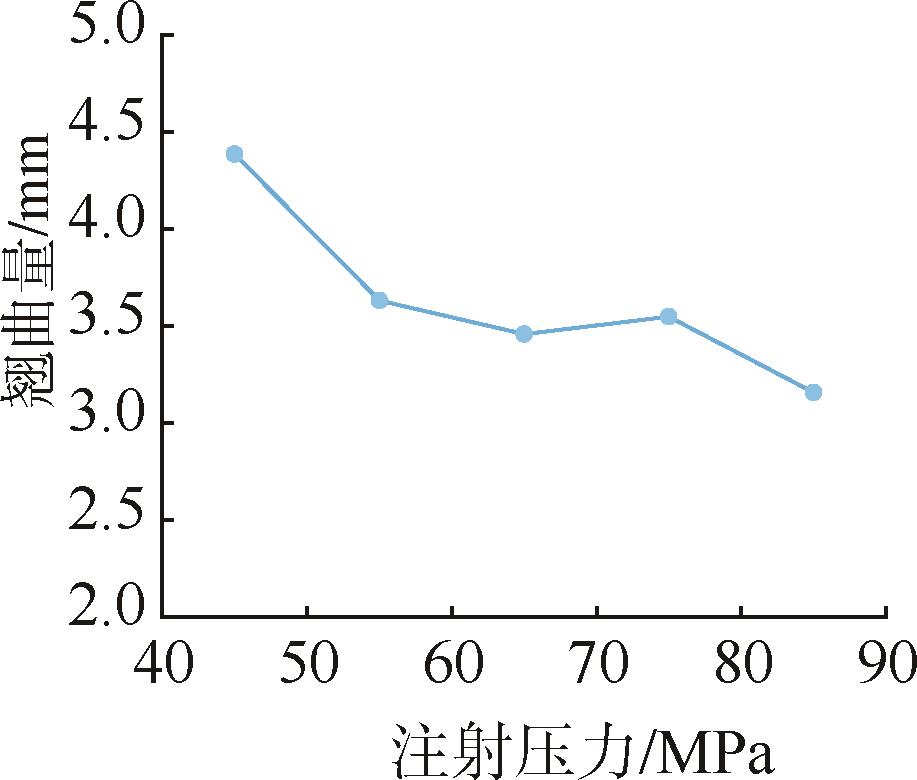
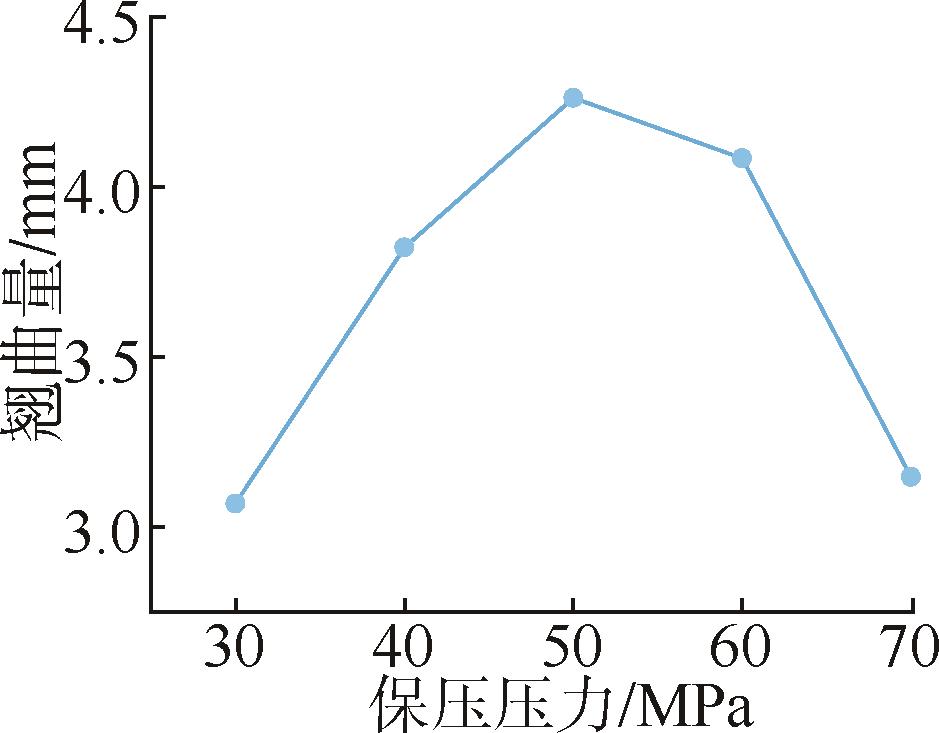
热压⁃注塑一体成型复合了热压工艺和注塑工艺,一体成型制品因材料收缩率的不同,冷却定型后形成中间凹四边翘曲的“碗形”结构。为了研究预浸料预热时间、模具温度、熔体温度、注射速度、注射压力和保压压力,设计正交实验,分析工艺参数对复合制品翘曲变形的影响规律。结果表明,预热时间对翘曲变形有显著影响,而注射速度的影响较小。通过信噪比极差分析可知,各因素对复合制品翘曲量影响程度的主次排序为:预热时间>保压压力>注射压力>熔体温度>模具温度>注射速率,并获得了制造较小翘曲量复合制品的最优工艺参数。
中图分类号:
应祺辉, 贾志欣, 高利珍, 刘立君, 李继强, 吴希然, 陈博杰. 复合材料热压注塑一体成型平板制品翘曲变形影响因素分析[J]. 中国塑料, 2025, 39(5): 50-56.
YING Qihui, JIA Zhixin, GAO Lizhen, LIU Lijun, LI Jiqiang, WU Xiran, CHEN Bojie. Analysis of factors affecting warping and deformation of composite⁃integrated over⁃molding flat products[J]. China Plastics, 2025, 39(5): 50-56.

| 水平 | 因素 | |||||||
|---|---|---|---|---|---|---|---|---|
| A/s | B/℃ | C/℃ | D/mm·s-1 | E/MPa | F/MPa | |||
| 1 | 20 | 40 | 220 | 70 | 45 | 30 | ||
| 2 | 25 | 50 | 230 | 80 | 55 | 40 | ||
| 3 | 30 | 60 | 240 | 90 | 65 | 50 | ||
| 4 | 35 | 70 | 250 | 100 | 75 | 60 | ||
| 5 | 38 | 80 | 260 | 110 | 85 | 70 | ||
| 水平 | 因素 | |||||||
|---|---|---|---|---|---|---|---|---|
| A/s | B/℃ | C/℃ | D/mm·s-1 | E/MPa | F/MPa | |||
| 1 | 20 | 40 | 220 | 70 | 45 | 30 | ||
| 2 | 25 | 50 | 230 | 80 | 55 | 40 | ||
| 3 | 30 | 60 | 240 | 90 | 65 | 50 | ||
| 4 | 35 | 70 | 250 | 100 | 75 | 60 | ||
| 5 | 38 | 80 | 260 | 110 | 85 | 70 | ||


| 编号 | 因素 | 结果 | ||||||
|---|---|---|---|---|---|---|---|---|
| A/s | B/℃ | C/℃ | D/ mm·s-1 | E/MPa | F/MPa | 翘曲量/mm | 信噪比 | |
| 1 | 20 | 40 | 220 | 70 | 45 | 30 | 2.11 | -6.49 |
| 2 | 20 | 50 | 250 | 110 | 55 | 60 | 2.59 | -10.44 |
| 3 | 20 | 60 | 230 | 100 | 65 | 40 | 2.99 | -11.65 |
| 4 | 20 | 70 | 260 | 90 | 75 | 70 | 2.44 | -9.69 |
| 5 | 20 | 80 | 240 | 80 | 85 | 50 | 2.56 | -9.62 |
| 6 | 25 | 40 | 240 | 100 | 75 | 60 | 2.88 | -12.31 |
| 7 | 25 | 50 | 220 | 90 | 85 | 40 | 3.08 | -11.29 |
| 8 | 25 | 60 | 250 | 80 | 45 | 70 | 2.86 | -5.98 |
| 9 | 25 | 70 | 230 | 70 | 55 | 50 | 3.91 | -14.41 |
| 10 | 25 | 80 | 260 | 110 | 65 | 30 | 3.82 | -9.77 |
| 11 | 30 | 40 | 260 | 80 | 55 | 40 | 3.67 | -18.04 |
| 12 | 30 | 50 | 240 | 70 | 65 | 70 | 2.84 | -11.85 |
| 13 | 30 | 60 | 220 | 110 | 75 | 50 | 4.12 | -8.76 |
| 14 | 30 | 70 | 250 | 100 | 85 | 30 | 3.03 | -12.30 |
| 15 | 30 | 80 | 230 | 90 | 45 | 60 | 4.86 | -8.15 |
| 16 | 35 | 40 | 230 | 110 | 85 | 70 | 2.93 | -13.74 |
| 17 | 35 | 50 | 260 | 100 | 45 | 50 | 7.98 | -8.27 |
| 18 | 35 | 60 | 240 | 90 | 55 | 30 | 3.33 | -15.42 |
| 19 | 35 | 70 | 220 | 80 | 65 | 60 | 5.90 | -9.19 |
| 20 | 35 | 80 | 250 | 70 | 75 | 40 | 5.25 | -12.44 |
| 21 | 38 | 40 | 250 | 90 | 65 | 50 | 2.74 | -9.12 |
| 22 | 38 | 50 | 230 | 80 | 75 | 30 | 3.05 | -13.38 |
| 23 | 38 | 60 | 260 | 70 | 85 | 60 | 4.19 | -9.07 |
| 24 | 38 | 70 | 240 | 110 | 45 | 40 | 4.12 | -7.76 |
| 25 | 38 | 80 | 220 | 100 | 55 | 70 | 4.66 | -9.34 |
| 编号 | 因素 | 结果 | ||||||
|---|---|---|---|---|---|---|---|---|
| A/s | B/℃ | C/℃ | D/ mm·s-1 | E/MPa | F/MPa | 翘曲量/mm | 信噪比 | |
| 1 | 20 | 40 | 220 | 70 | 45 | 30 | 2.11 | -6.49 |
| 2 | 20 | 50 | 250 | 110 | 55 | 60 | 2.59 | -10.44 |
| 3 | 20 | 60 | 230 | 100 | 65 | 40 | 2.99 | -11.65 |
| 4 | 20 | 70 | 260 | 90 | 75 | 70 | 2.44 | -9.69 |
| 5 | 20 | 80 | 240 | 80 | 85 | 50 | 2.56 | -9.62 |
| 6 | 25 | 40 | 240 | 100 | 75 | 60 | 2.88 | -12.31 |
| 7 | 25 | 50 | 220 | 90 | 85 | 40 | 3.08 | -11.29 |
| 8 | 25 | 60 | 250 | 80 | 45 | 70 | 2.86 | -5.98 |
| 9 | 25 | 70 | 230 | 70 | 55 | 50 | 3.91 | -14.41 |
| 10 | 25 | 80 | 260 | 110 | 65 | 30 | 3.82 | -9.77 |
| 11 | 30 | 40 | 260 | 80 | 55 | 40 | 3.67 | -18.04 |
| 12 | 30 | 50 | 240 | 70 | 65 | 70 | 2.84 | -11.85 |
| 13 | 30 | 60 | 220 | 110 | 75 | 50 | 4.12 | -8.76 |
| 14 | 30 | 70 | 250 | 100 | 85 | 30 | 3.03 | -12.30 |
| 15 | 30 | 80 | 230 | 90 | 45 | 60 | 4.86 | -8.15 |
| 16 | 35 | 40 | 230 | 110 | 85 | 70 | 2.93 | -13.74 |
| 17 | 35 | 50 | 260 | 100 | 45 | 50 | 7.98 | -8.27 |
| 18 | 35 | 60 | 240 | 90 | 55 | 30 | 3.33 | -15.42 |
| 19 | 35 | 70 | 220 | 80 | 65 | 60 | 5.90 | -9.19 |
| 20 | 35 | 80 | 250 | 70 | 75 | 40 | 5.25 | -12.44 |
| 21 | 38 | 40 | 250 | 90 | 65 | 50 | 2.74 | -9.12 |
| 22 | 38 | 50 | 230 | 80 | 75 | 30 | 3.05 | -13.38 |
| 23 | 38 | 60 | 260 | 70 | 85 | 60 | 4.19 | -9.07 |
| 24 | 38 | 70 | 240 | 110 | 45 | 40 | 4.12 | -7.76 |
| 25 | 38 | 80 | 220 | 100 | 55 | 70 | 4.66 | -9.34 |
| 水平 | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| 1 | -7.33 | -9.01 | -11.47 | -10.85 | -11.94 | -9.58 |
| 2 | -10.32 | -10.97 | -10.12 | -10.73 | -11.05 | -10.75 |
| 3 | -8.17 | -9.48 | -12.02 | -12.2 | -13.45 | -10.91 |
| 4 | -10.60 | -10.38 | -9.97 | -10.42 | -11.31 | -12.01 |
| 5 | -9.62 | -10.78 | -10.05 | -10.96 | -11.85 | -10.72 |
| 极差值 | 3.27 | 1.96 | 2.05 | 1.78 | 2.4 | 2.43 |
| 排序 | 1 | 5 | 4 | 6 | 3 | 2 |
| 水平 | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| 1 | -7.33 | -9.01 | -11.47 | -10.85 | -11.94 | -9.58 |
| 2 | -10.32 | -10.97 | -10.12 | -10.73 | -11.05 | -10.75 |
| 3 | -8.17 | -9.48 | -12.02 | -12.2 | -13.45 | -10.91 |
| 4 | -10.60 | -10.38 | -9.97 | -10.42 | -11.31 | -12.01 |
| 5 | -9.62 | -10.78 | -10.05 | -10.96 | -11.85 | -10.72 |
| 极差值 | 3.27 | 1.96 | 2.05 | 1.78 | 2.4 | 2.43 |
| 排序 | 1 | 5 | 4 | 6 | 3 | 2 |
| 1 | 胡仁祥, 周金宇. 碳纤复合材料汽车蓄电池壳体优化设计[J]. 机械设计与制造, 2017,(12): 229⁃233. |
| HU R X, ZHOU J Y. Optimal design of automobile battery shell made of carbon fiber reinforced composites[J]. Machinery Design & Manufacture, 2017,(12): 229⁃233. | |
| 2 | 陈姗, 唐梓健, 李彦涛, 等. 碳纤维增强聚丙烯复合材料的制备及性能研究[J]. 中国塑料, 2017, 31(4): 24⁃29. |
| CHEN S, TANG Z J, LI YAN T,et al. Study on preparation and properties of carbon fiber⁃reinforced polypropylene[J]. China Plastics, 2017, 31(4): 24⁃29. | |
| 3 | 杨莉, 徐文正. 聚乳酸/玄武岩纤维复合材料的制备及性能研究[J]. 中国塑料, 2016, 30(11): 48⁃52. |
| YANG L, XU W Z. Study on preparation and properties of poly (lactic acid)/basalt fiber composite[J]. China Plastics, 2016, 30(11): 48⁃52. | |
| 4 | 李涛, 严波, 彭雄奇, 等. 玻纤增强注塑件的均匀化弹性力学参数研究[J]. 复合材料学报, 2015, 32(4): 1 153⁃1 158. |
| LI T, YAN B, PENG X Q,et al. Elastic properties of glass fiber reinforced injection moldings based on homogenization method[J]. Acta Materiae Compositae Sinica, 2015, 32(4): 1 153⁃1 158. | |
| 5 | Brooks R A, Wang H, Ding Z, et al. A review on stamp forming of continuous fibre⁃reinforced thermoplastics[J]. International Journal of Lightweight Materials and Manufacture, 2022,5(3): 411⁃430. |
| 6 | 方鲲, 孟秀青, 王建军, 等. 高性能化的碳纤维复合材料在汽车轻量化应用新进展[J]. 新材料产业, 2020(2): 63⁃69. |
| FANG K, MENG X Q, WANG J J,et al. New progress of high performance carbon fiber composites in automotive lightweight applications[J]. Advanved Materials Industry, 2020(2): 63⁃69. | |
| 7 | 马晓坤, 王瑞, 侯建峰, 等. 基于汽车轻量化的碳纤维复合材料应用分析[J]. 化工新型材料, 2020, 48(11): 223⁃226. |
| MA X K, WANG R, ROU J F,et al. Application analysis of CFRP based on automobile lightweight[J]. New Chemical Materials, 2020, 48(11): 223⁃226. | |
| 8 | 刘畅. 基于汽车轻量化应用的碳纤维复合材料关键技术研究[J]. 产业创新研究, 2023(4): 111⁃113. |
| LIU C. Research on key technology of carbon fiber composites based on automotive lightweighting applications[J]. Industrial Innovation, 2023(4): 111⁃113. | |
| 9 | 丁小马. 碳纤维复合材料汽车前地板成型工艺及性能研究[D]. 上海: 东华大学, 2015. |
| 10 | 段文, 孔祥鑫. 碳纤维复合材料在汽车轻量化领域中的应用进展[J]. 汽车零部件, 2023(4): 84⁃87. |
| DUAN W, KONG X X. Application progress of carbon fiber reinforced polymer in the field of Automotive lightweighting[J]. Automobile Parts, 2023(4): 84⁃87. | |
| 11 | 郭巍, 赵丰, 范涛, 等. 连续玻璃纤维增强聚丙烯正交单向层合板非等温拉伸成型性分析[J]. 塑料工业, 2021, 49(9): 97⁃101. |
| GUO W, ZHAO F, FAN T,et al. Non⁃isothermal deep drawing formability analysis of continuous glass fiber reinforced polypropylene orthogonal unidirectional laminate[J]. China Plastics Industry, 2021, 49(9): 97⁃101. | |
| 12 | 赵颖志, 陈晓周, 刘东, 等. 热塑性复合材料热压⁃注塑一体成型界面性能研究进展[J]. 工程塑料应用, 2023(8): 166⁃171. |
| ZHAO Y Z, CHEN X Z, LIU D,et al. Research progress on interfacial properties of thermoplastic composite by thermoforming⁃injection molding[J]. Engineering Plastics Application, 2023(8): 166⁃171. | |
| 13 | Schneider T. Lightweight construction: First composite gearbox housing with layer⁃optimized organo sheeting weighs 30% less than a comparable aluminum component[J]. Reinforced Plastics, 2019,63(1): 40⁃45. |
| 14 | Song W, Zhu M, Lin W, et al. Determining optimum material mixture ratio and hot⁃pressing parameters for new hybrid fiber⁃reinforced composites: Modeling and optimization by response surface methodology[J]. Bio Resources, 2018, 13(2): 4 202⁃4 223. |
| 15 | 陈杨, 何继敏, 常义. 模内包覆注射成型CFRT⁃PP的制备与性能[J]. 工程塑料应用, 2022, 50(6): 67⁃73. |
| CHEN Y, HE J M, CHANG Y. Preparation and properties of in⁃mold overmolded injection molded CFRT⁃PP[J]. Engineering Plastics Application, 2022, 50(6): 67⁃73. | |
| 16 | 闫竹辉. 基于金属线路端子的包塑成型重叠注塑工艺研究[D]. 广州: 华南理工大学, 2023. |
| 17 | 赵川涛, 贾志欣, 刘立君, 等. 环氧树脂/碳纤维复合材料模压制品翘曲变形的影响因素分析[J]. 中国塑料, 2024, 38(3): 59⁃66. |
| ZHAO C T, JIA Z X, LIU L J,et al. Analysis of influencing factors of warpage deformation of epoxy/carbon fiber composite⁃molded products[J]. China Plastics, 2024, 38(3): 59⁃66. | |
| 18 | 贺灿辉, 刘斌, 邹仕放. 带金属嵌件的手机外壳注塑成型翘曲变形分析[J]. 工程塑料应用, 2011, 39(11): 29⁃32. |
| HE C H, LIU B, ZHOU S F,et al. Warpage analysis of mobile phone shell injected plastic part with metal⁃insert[J]. Engineering Plastics Application, 2011, 39(11): 29⁃32. | |
| 19 | 刘成娟, 刘成刚, 刘艳, 等. 基于CAE与正交试验法的工艺参数对翘曲变形的影响分析[J]. 中国塑料, 2018, 32(1): 102⁃107. |
| LIU C J, LIU C G, LIU Y,et al. Analysis of effect of injection⁃molding process parameters on warpage deformation of printer plastic parts based on CAE and orthogonal experiments[J]. China Plastics, 2018, 32(1): 102⁃107. | |
| 20 | Tang S, Tan Y, Sapuan S M, et al. The use of Taguchi method in the design of plastic injection mould for reducing warpage[J]. Journal of Materials Processing Technology, 2007,182(1/3): 418⁃426. |
| 21 | Chiang K, Chang F. Analysis of shrinkage and warpage in an injection⁃molded part with a thin shell feature using the response surface methodology[J]. The International Journal of Advanced Manufacturing Technology, 2007,35(5/6): 468⁃479. |
| 22 | 姚建冲, 廖秋慧, 祝璐琨. 带金属嵌件的汽车接插件翘曲变形与残余应力研究[J]. 智能计算机与应用, 2020, 10(2): 297⁃300. |
| YAO J C, LIAO Q H, ZHU L K. Study on warpage deformation and residual stress of automotive connector with metal inserts[J]. Intelligent Computer and Application, 2020, 10(2): 297⁃300. | |
| 23 | Erzurumlr T, Ozcelik B. Minimization of warpage and sink index in injection⁃molded thermoplastic parts using Taguchi optimization method[J]. Materials & Design, 2006,27(10): 853⁃861. |
| [1] | 吴希然, 贾志欣, 刘立君, 李继强, 赵川涛, 陈博杰. PP⁃CGFR/PP⁃LGFR热压⁃注塑一体成型制品力学性能分析[J]. 中国塑料, 2025, 39(5): 1-8. |
| [2] | 陈正男, 陈斌艺, 黄岸. 基于Moldex3D的插座外壳的注塑优化[J]. 中国塑料, 2025, 39(5): 64-70. |
| [3] | 何和智, 熊华威, 赖文. 一种紫外截止型POE光伏封装胶膜的制备与性能研究[J]. 中国塑料, 2025, 39(4): 1-7. |
| [4] | 栗小茜, 陈浩, 葛正浩, 宋浩杰, 高彦军. 车用碳纤维复合材料结构优化与性能研究进展[J]. 中国塑料, 2025, 39(4): 118-125. |
| [5] | 郭又晟, 陈延明, 王海玥, 张文帅. PET/ZnO纳米复合材料的制备及结晶性能[J]. 中国塑料, 2025, 39(4): 25-30. |
| [6] | 王禹, 张亚军, 郑永彪, 高聪. 聚合物气辅挤出技术研究进展及应用[J]. 中国塑料, 2025, 39(3): 114-117. |
| [7] | 张勋, 刘翔, 方梅, 郭攀, 冯跃战, 黄明, 刘春太. 基于动态高分子基复合材料的一体化T型加筋壁板力学性能仿真研究[J]. 中国塑料, 2025, 39(3): 53-59. |
| [8] | 冯梦尧, 信春玲, 任峰, 翟玉娇, 许文翀, 马驰原, 马宇飞, 何亚东. 热塑性复合材料层合板翘曲缺陷识别与优化[J]. 中国塑料, 2025, 39(3): 60-64. |
| [9] | 王诚, 苏永生, 阮芳涛, 朱益洋. 碳纤维复合材料超声制孔试验研究[J]. 中国塑料, 2025, 39(3): 65-70. |
| [10] | 张伟臻, 张琦, 李源, 卢咏来, 张师军. 环氧化硅橡胶/甲基硅橡胶增韧PA6/CF复合材料的制备与性能研究[J]. 中国塑料, 2025, 39(3): 7-11. |
| [11] | 周伟, 陈杰, 司志昊, 沈方琳, 罗雄方, 王文娟, 顾越, 孟心怡. 抗菌功能化明胶基复合材料的研究进展[J]. 中国塑料, 2025, 39(2): 112-117. |
| [12] | 余田亮, 陈文革, 陈施润, 陈达, 周伟, 周兰燕. 石墨烯增强PE复合材料的组织与性能研究[J]. 中国塑料, 2025, 39(2): 15-20. |
| [13] | 曾玉 唐鹿. 氮化硼对纳米洋葱碳/硅橡胶复合材料的介电和力学性能的影响[J]. 中国塑料, 2025, 39(1): 25-30. |
| [14] | 马封安, 赵广慧, 田程, 贾宇喆, 刘涛. 缺陷对连续纤维增强复合材料力学性能影响的研究进展[J]. 中国塑料, 2025, 39(1): 104-111. |
| [15] | 胡鲲鸣, 王迪, 金镖, 阮剑波, 刘万强, 谢鹏程. 微电子元件注塑封装模流仿真工艺优化研究[J]. 中国塑料, 2025, 39(1): 44-47. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2