 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2025, Vol. 39 ›› Issue (5): 57-62.DOI: 10.19491/j.issn.1001-9278.2025.05.009
郭伟超( ), 辛晓行, 曾山林, 高新勤, 汤奥斐
), 辛晓行, 曾山林, 高新勤, 汤奥斐
收稿日期:2024-06-27
出版日期:2025-05-26
发布日期:2025-05-22
作者简介:郭伟超(1981—),男,副教授,从事拓扑优化、先进制造技术研究,weichaoguo@xaut.edu.cn
基金资助:
GUO Weichao(), XIN Xiaohang, ZENG Shanlin, GAO Xinqin, TANG Aofei
Received:2024-06-27
Online:2025-05-26
Published:2025-05-22
摘要:
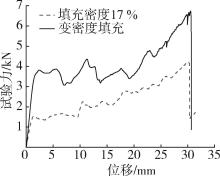
在进行熔融沉积成型(FDM)3D打印时,首先,将打印模型的外轮廓与内部区域进行分割,打印模型的内外区域设置不同的层厚分别进行打印,其次,将打印模型的内部区域,根据打印件的应力分布情况进行区域分割,再根据各区域所受应力大小进行变密度填充。结果表明,采用所提的区域分割打印方法后,与普通打印方法相比,能够在保证打印件侧表面打印精度的同时,缩短打印时间至少40 %,降低上表面粗糙度25 %,提高了打印效率;打印件在受到相同外载时,打印件最大应力降低了至少10 %,最大位移减少了至少15 %,提高了打印件的力学性能。
中图分类号:
郭伟超, 辛晓行, 曾山林, 高新勤, 汤奥斐. 区域分割打印对FDM 3D打印件性能的影响[J]. 中国塑料, 2025, 39(5): 57-62.
GUO Weichao, XIN Xiaohang, ZENG Shanlin, GAO Xinqin, TANG Aofei. Effect of region segmentation printing on performance of FDM 3D printed parts[J]. China Plastics, 2025, 39(5): 57-62.
| 打印模型 | 打印方法 | 分层高度/mm | 打印线宽/mm | 填充方式 | 打印填充率/% | 打印壁厚/mm |
|---|---|---|---|---|---|---|
| 试件1 | 等厚分层 | 0.1 | 0.25 | 直线型 | 30 | 1.5 |
| 等厚分层 | 0.1 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.2 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.3 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.4 | 0.48 | 直线型 | 30 | 1.5 | |
| 区域分层 | 0.1,0.4 | 0.25,0.48 | 直线型 | 30 | 1.5 | |
| 半球模型 | 等厚分层 | 0.1 | 0.48 | 直线型 | 30 | 1.5 |
| 等厚分层 | 0.2 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.3 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.4 | 0.48 | 直线型 | 30 | 1.5 | |
| 区域分层 | 0.1,0.4 | 0.25,0.48 | 直线型 | 30 | 1.5 | |
| 奖杯模型 | 均匀密度填充 | 0.3 | 0.48 | 直线型 | 17 | 1.5 |
| 变密度填充 | 0.3 | 0.48 | 直线型 | 14~47 | 1.5 | |
| 不规则板 | 均匀密度填充 | 0.3 | 0.48 | 直线型 | 20 | 1.5 |
| 变密度填充 | 0.3 | 0.48 | 直线型 | 15~50 | 1.5 |
| 打印模型 | 打印方法 | 分层高度/mm | 打印线宽/mm | 填充方式 | 打印填充率/% | 打印壁厚/mm |
|---|---|---|---|---|---|---|
| 试件1 | 等厚分层 | 0.1 | 0.25 | 直线型 | 30 | 1.5 |
| 等厚分层 | 0.1 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.2 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.3 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.4 | 0.48 | 直线型 | 30 | 1.5 | |
| 区域分层 | 0.1,0.4 | 0.25,0.48 | 直线型 | 30 | 1.5 | |
| 半球模型 | 等厚分层 | 0.1 | 0.48 | 直线型 | 30 | 1.5 |
| 等厚分层 | 0.2 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.3 | 0.48 | 直线型 | 30 | 1.5 | |
| 等厚分层 | 0.4 | 0.48 | 直线型 | 30 | 1.5 | |
| 区域分层 | 0.1,0.4 | 0.25,0.48 | 直线型 | 30 | 1.5 | |
| 奖杯模型 | 均匀密度填充 | 0.3 | 0.48 | 直线型 | 17 | 1.5 |
| 变密度填充 | 0.3 | 0.48 | 直线型 | 14~47 | 1.5 | |
| 不规则板 | 均匀密度填充 | 0.3 | 0.48 | 直线型 | 20 | 1.5 |
| 变密度填充 | 0.3 | 0.48 | 直线型 | 15~50 | 1.5 |
















| 模型 | 分层厚度/mm | 打印线宽/mm | 各测量区域平均粗糙度值/μm | 打印时长/min | 打印耗材/g | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||||
| 半球 | 0.1 | 0.48 | 46.47 | 58.59 | — | — | 102 | 17.63 |
| 0.2 | 0.48 | 91.47 | 115.21 | — | — | 51 | 17.66 | |
| 0.3 | 0.48 | 117.97 | 124.26 | — | — | 38 | 17.41 | |
| 0.4 | 0.48 | 126.27 | 160.87 | — | — | 27 | 18.21 | |
| 0.1,0.4 | 0.25,0.48 | 59.69 | 47.20 | — | — | 57 | 17.62 | |
| 工件 | 0.1 | 0.25 | 47.95 | 35.69 | 39.89 | 23.36 | 75 | 6.41 |
| 0.1 | 0.48 | 46.97 | 31.69 | 25.86 | 45.65 | 69 | 7.67 | |
| 0.2 | 0.48 | 101.29 | 97.82 | 81.04 | 52.88 | 35 | 7.87 | |
| 0.3 | 0.48 | 125.72 | 102.67 | 91.37 | 73.49 | 23 | 7.95 | |
| 0.4 | 0.48 | 131.11 | 118.74 | 126.30 | 119.00 | 17 | 8.23 | |
| 0.1,0.4 | 0.25,0.48 | 54.77 | 44.87 | 38.97 | 34.29 | 39 | 7.97 | |
| 模型 | 分层厚度/mm | 打印线宽/mm | 各测量区域平均粗糙度值/μm | 打印时长/min | 打印耗材/g | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||||
| 半球 | 0.1 | 0.48 | 46.47 | 58.59 | — | — | 102 | 17.63 |
| 0.2 | 0.48 | 91.47 | 115.21 | — | — | 51 | 17.66 | |
| 0.3 | 0.48 | 117.97 | 124.26 | — | — | 38 | 17.41 | |
| 0.4 | 0.48 | 126.27 | 160.87 | — | — | 27 | 18.21 | |
| 0.1,0.4 | 0.25,0.48 | 59.69 | 47.20 | — | — | 57 | 17.62 | |
| 工件 | 0.1 | 0.25 | 47.95 | 35.69 | 39.89 | 23.36 | 75 | 6.41 |
| 0.1 | 0.48 | 46.97 | 31.69 | 25.86 | 45.65 | 69 | 7.67 | |
| 0.2 | 0.48 | 101.29 | 97.82 | 81.04 | 52.88 | 35 | 7.87 | |
| 0.3 | 0.48 | 125.72 | 102.67 | 91.37 | 73.49 | 23 | 7.95 | |
| 0.4 | 0.48 | 131.11 | 118.74 | 126.30 | 119.00 | 17 | 8.23 | |
| 0.1,0.4 | 0.25,0.48 | 54.77 | 44.87 | 38.97 | 34.29 | 39 | 7.97 | |





| 打印模型 | 打印方法 | 打印时间/ min | 打印耗材/ g | 最大应力/ MPa | 最大位移/ mm |
|---|---|---|---|---|---|
| 不规则板 | 均匀填充 | 55 | 28.91 | 1 065.80 | 10.002 |
| 变密度填充 | 56 | 29.61 | 908.08 | 8.489 | |
| 奖杯模型 | 均匀填充 | 105 | 43.75 | 332.34 | 1.531 |
| 变密度填充 | 102 | 43.82 | 293.79 | 1.244 |
| 打印模型 | 打印方法 | 打印时间/ min | 打印耗材/ g | 最大应力/ MPa | 最大位移/ mm |
|---|---|---|---|---|---|
| 不规则板 | 均匀填充 | 55 | 28.91 | 1 065.80 | 10.002 |
| 变密度填充 | 56 | 29.61 | 908.08 | 8.489 | |
| 奖杯模型 | 均匀填充 | 105 | 43.75 | 332.34 | 1.531 |
| 变密度填充 | 102 | 43.82 | 293.79 | 1.244 |
| 1 | 唐通鸣, 张政, 邓佳文, 等. 基于FDM的3D打印技术研究现状与发展趋势[J]. 化工新型材料, 2015,43(06):228⁃230. |
| TANG T M, ZHANG Z, DENG J W,et al. Research status and trend of 3D printing technology based on FDM[J]. New Chemical Materials, 2015,43(06):228⁃230. | |
| 2 | Zhao Z, Luc Z. Adaptive direct slicing of the solid model for rapid prototyping[J]. International journal of production research, 2000,38(1):69⁃83. |
| 3 | 李文康, 陈长波, 吴文渊, 等. 有效保留模型特征的自适应分层算法[J]. 计算机应用, 2015,35(08):2 295⁃2 300. |
| LI W K, CHEN C B, WU W Y,et al. Adaptive slicing algorithm to retain model characteristics[J]. Journal of Computer Applications, 2015,35(08):2 295⁃2 300. | |
| 4 | 石立伟. 3D打印成形方向优化与高效切片算法的研究及其软件开发[D]. 宁波:宁波大学, 2021. |
| 5 | 高海亮, 胡程, 周宇强, 等. 3D打印零件的尺寸精度及控制[J]. 中国塑料,2023,37(08):79⁃85. |
| GAO H L, HU C, ZHOU Y Q,et al. Dimensional accuracy and control of 3D printed parts[J]. China Plastics, 2023,37(08):79⁃85. | |
| 6 | 田仁强, 刘少岗, 张义飞. 增材制造中STL模型三角面片法向量自适应分层算法研究[J]. 机械科学与技术, 2019,38(3):415⁃421. |
| TIAN R Q, LIU S G, ZHANG Y F. Research on adaptive layering algorithm of triangular facet normal vector of STL model in additive manufacturing[J]. Mechanical Science and Technology for Aerospace Engineering, 2019,38(3):415⁃421. | |
| 7 | Li H, Wang T, Sun J, et al. The adaptive slicing algorithm and its impact on the mechanical property and surface roughness of freeform extrusion parts[J]. Virtual and physical prototyping, 2016,11(1):27⁃39. |
| 8 | 丁承君, 李瑶. 快速成型中保留模型特征的分层算法研究[J]. 现代制造工程, 2019(4):27⁃32. |
| DING C J, LI Y. Research on slicing algorithm to keep model features in rapid prototyping[J]. Modern Manufacturing Engineering, 2019(4):27⁃32. | |
| 9 | 韩江, 王德鹏, 夏链, 等. 防止3D打印模型特征偏移的自适应分层方法[J]. 合肥工业大学学报(自然科学版), 2020,43(01):1⁃6. |
| HAN J, WANG D P, XIA L,et al. Adaptive slicing algorithm for preventing feature offset of 3D printing model[J]. Journal of Hefei University of Technology(Natural Science), 2020,43(01):1⁃6. | |
| 10 | 弋英民,李迎国,刘柏均,等.保留STL模型特征细节的3D打印自适应分层算法[J].西安交通大学学报,2023,57(08):105⁃114. |
| GE Y M, LI Y G, LIU B J,et al. Adaptive layering algorithm for 3D printing with stereolithography model feature details retained[J]. Journal of Xi'an Jiaotong University, 2023,57(08):105⁃114. | |
| 11 | 张晟祺, 解乃军. 基于FDM技术的阶梯效应弱化及特征保留自适应分层算法[J]. 南京工程学院学报(自然科学版), 2023,21(2):27⁃33. |
| ZHANG S Q, XIE N J. Adaptive layered algorithm for mitigating staircase effect and preserving features based on FDM Technology[J]. Journal of Nanjing Institute of Technology(Natural Science Edition), 2023,21(2):27⁃33. | |
| 12 | Lv N, Ouyang X, Qiao Y. Adaptive layering algorithm for FDM-3D printing based on optimal volume error[J]. Micromachines (Basel), 2022,13(6):836. |
| 13 | 白鹤, 苏亚辉, 王核心, 等. FDM 3D打印工艺参数对PLA制件力学性能的影响[J]. 工程塑料应用, 2020,48(1):68⁃71. |
| BAI H, SU Y H, WANG H X,et al. Influence of FDM 3D⁃printing process parameters on mechanical property of PLA sample[J]. Engineering Plastics Application, 2020,48(1):68⁃71. | |
| 14 | 马秀清, 劳志超, 李明谦, 等. 3D打印工艺参数对PLA/PTW共混物力学性能影响的研究[J]. 中国塑料, 2024,38(02):70⁃75. |
| MA X Q, LAO Z C, LI M Q,et al. Effect of 3D printing process parameters on mechanical properties of PLA/PTW blends[J]. China Plastics, 2024,38(02):70⁃75. | |
| 15 | 张紫阳, 孟家光, 薛涛, 等. 3D打印参数对柔性聚乳酸服装面料力学性能的影响[J]. 合成纤维, 2021,50(4):31⁃34. |
| ZHANG Z Y, MENG J G, XUE T,et al. Effects of 3D printing parameters on mechanical property of flexible polylactic acid fabrics[J]. Synthetic Fiber in China, 2021,50(4):31⁃34. | |
| 16 | 雷经发, 沈强, 刘涛, 等. 熔融沉积工艺参数对热塑性聚氨酯弹性体静动态力学性能的影响[J]. 中国塑料, 2022,36(05):29⁃35. |
| LEI J F, SHEN Q, LIU T,et al. Influence of fused deposition process parameters on static and dynamic mechanical properties of thermoplastic polyurethane elastomer[J]. China Plastics, 2022,36(05):29⁃35. | |
| 17 | 谢仁古丽·麦提图尔荪, 李楠, 乌日开西·艾依提. 3D打印工艺参数对TPU试样力学性能的影响[J]. 机电工程技术, 2023,52(3):30⁃33. |
| XIERENGULI M T T E S, Li N, WURIKAIXI A Y T. Effect of 3D printing process parameters on mechanical properties of TPU samples[J]. Mechanical & Electrical Engineering Technology, 2023,52(3):30⁃33. | |
| 18 | 徐文鹏, 张鹏, 刘懿, 等. 面向3D打印的自支撑连通性填充结构设计[J]. 计算机辅助设计与图形学学报, 2023,35(1):155⁃164. |
| XU W P, ZHANG P, LIU Y,et al. Self⁃supporting connectable filling structure design for 3D printing[J]. Journal of Computer⁃Aided Design & Computer Graphic, 2023,35(1):155⁃164. | |
| 19 | Li D, Dai N, Jiang X, et al. Interior structural optimization based on the density⁃variable shape modeling of 3D printed objects[J]. The International Journal of Advanced Manufacturing Technology, 2016,83(9/12):1 627⁃1 635. |
| [1] | 吴希然, 贾志欣, 刘立君, 李继强, 赵川涛, 陈博杰. PP⁃CGFR/PP⁃LGFR热压⁃注塑一体成型制品力学性能分析[J]. 中国塑料, 2025, 39(5): 1-8. |
| [2] | 杨青林, 周松, 李璨然, 余闻达, 罗玉梅. SEBS⁃g⁃MAH对PPO/PA66复合材料性能和形貌的影响[J]. 中国塑料, 2025, 39(3): 30-35. |
| [3] | 张勋, 刘翔, 方梅, 郭攀, 冯跃战, 黄明, 刘春太. 基于动态高分子基复合材料的一体化T型加筋壁板力学性能仿真研究[J]. 中国塑料, 2025, 39(3): 53-59. |
| [4] | 张辉, 唐站站, 鲍海霞, 程鑫远, 陈斌. 不同环境温度下UPVC管材的力学性能退化研究[J]. 中国塑料, 2025, 39(2): 26-31. |
| [5] | 王琛, 贺琦, 李靖瑶. 熔融沉积3D打印在汽车空调连接管件仿形检具中的应用[J]. 中国塑料, 2025, 39(2): 40-44. |
| [6] | 丁雯. 磷基⁃水性聚氨酯阻燃剂的制备及对棉织物的涂层[J]. 中国塑料, 2025, 39(2): 82-85. |
| [7] | 王世檩, 朱家威, 张鹏, 魏兴岳, 杨华光, 曾宪奎, 杨卫民, 鉴冉冉. 基于FDM成型技术的打印强度和成型速率研究进展[J]. 中国塑料, 2025, 39(1): 112-117. |
| [8] | 黄起中. 磷酸酯盐类成核剂对煤基抗冲共聚聚丙烯K8708结晶和力学性能的影响研究[J]. 中国塑料, 2025, 39(1): 19-24. |
| [9] | 高成涛, 胥秋, 张黎, 李剑, 黄维, 陈劲松, 刘楠, 何声宝, 陈思瑶, 潘首慧. 无机纳米粒子在可生物降解复合材料中的应用进展[J]. 中国塑料, 2025, 39(1): 85-91. |
| [10] | 曲道鹏, 张涛, 华晨曦, 宋欣雨, 程昌利, 刘禹, 王震宇. 高强电磁屏蔽环氧复合材料的3D打印工艺研究[J]. 中国塑料, 2024, 38(9): 24-29. |
| [11] | 何和智, 黄宗海, 赖文, 熊华威. PLA/PBAT/CB防静电包装材料的制备及其性能研究[J]. 中国塑料, 2024, 38(7): 1-8. |
| [12] | 胡永祥, 谢纪岭, 李伟铭, 张璐, 汤香港, 吕亿同, 申红望, 鞠冠男. 马来酸酐接枝改性GTR对聚乳酸性能的影响[J]. 中国塑料, 2024, 38(7): 20-24. |
| [13] | 王杰, 辛德华, 李晖, 蒋洪石, 周洪福, 赵建国. 纳米黏土与二氧化硅协同改性聚乳酸研究[J]. 中国塑料, 2024, 38(7): 43-48. |
| [14] | 徐琛, 骆博飞, 刘腾腾, 邢晶凯. 成核剂改性聚丙烯研究进展[J]. 中国塑料, 2024, 38(7): 79-85. |
| [15] | 刘莹, 孙昊, 杨勇, 姜开宇, 于同敏, 马赛, 祝铁丽. 超声振动对玻璃纤维增强聚酰胺6注塑制件力学性能的影响[J]. 中国塑料, 2024, 38(7): 9-14. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
京公网安备11010802034965号
京ICP备13020181号-2