

 京公网安备11010802034965号
京ICP备13020181号-2
京公网安备11010802034965号
京ICP备13020181号-2
《中国塑料》编辑部 ©2008-2024 版权所有
地址:北京市海淀区阜成路11号 邮编:100048
编辑部:010-68985541 联系信箱:cp@plaschina.com.cn
广告部/发行部:010-68985253 本系统由北京玛格泰克科技发展有限公司设计开发

中国塑料 ›› 2024, Vol. 38 ›› Issue (12): 143-147.DOI: 10.19491/j.issn.1001-9278.2024.12.022
张维合( ), 冯婧, 赵利平, 胥永林, 闫丽静, 费强, 陶永杰, 陈卓航
), 冯婧, 赵利平, 胥永林, 闫丽静, 费强, 陶永杰, 陈卓航
ZHANG Weihe(), FENG Jing, ZHAO Liping, XU Yonglin, YAN Lijing, FEI Qiang, TAO Yongjie, CHEN Zhuohang
摘要:
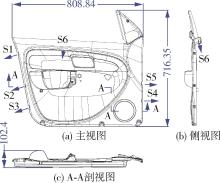
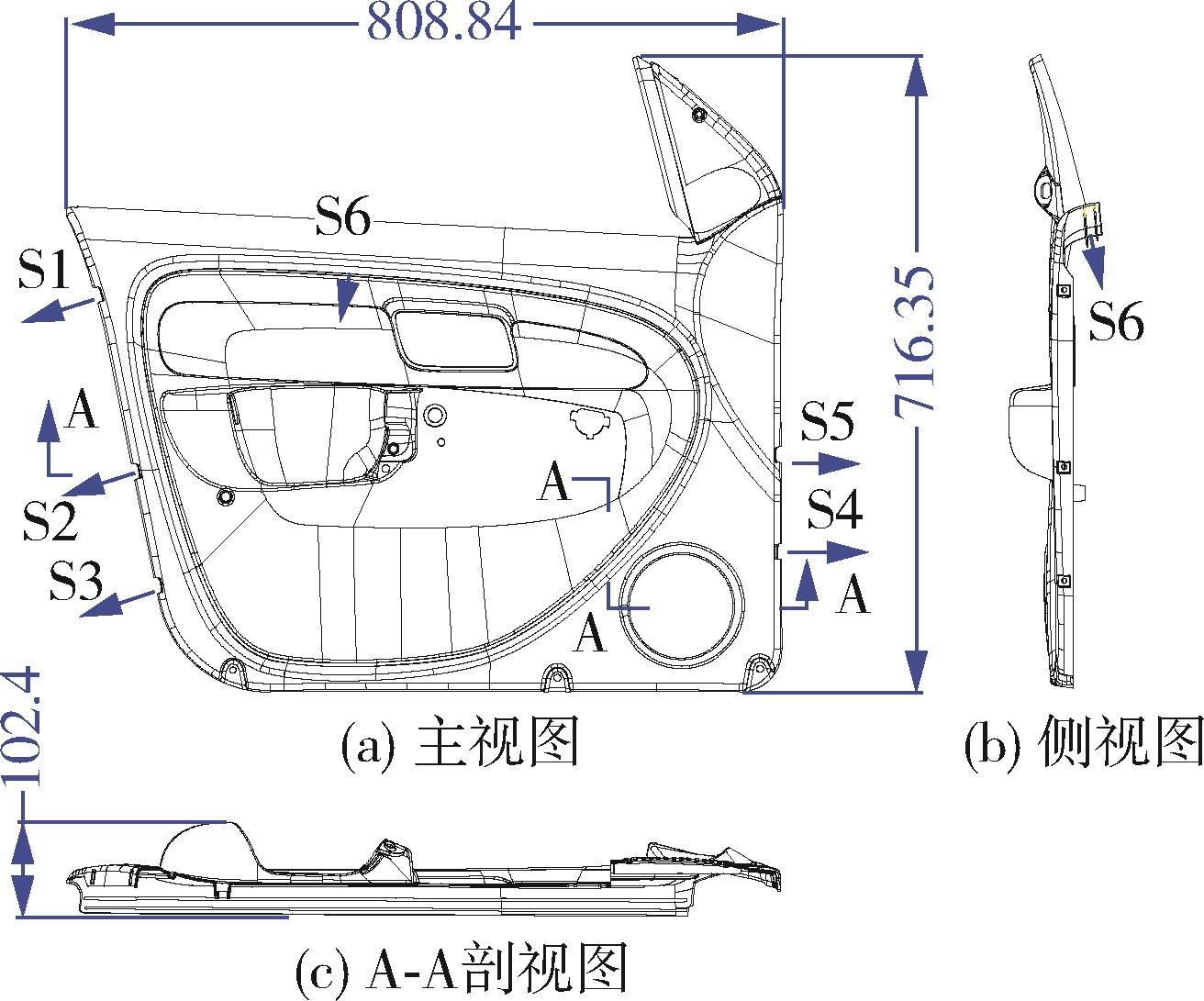
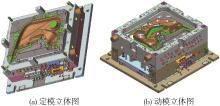
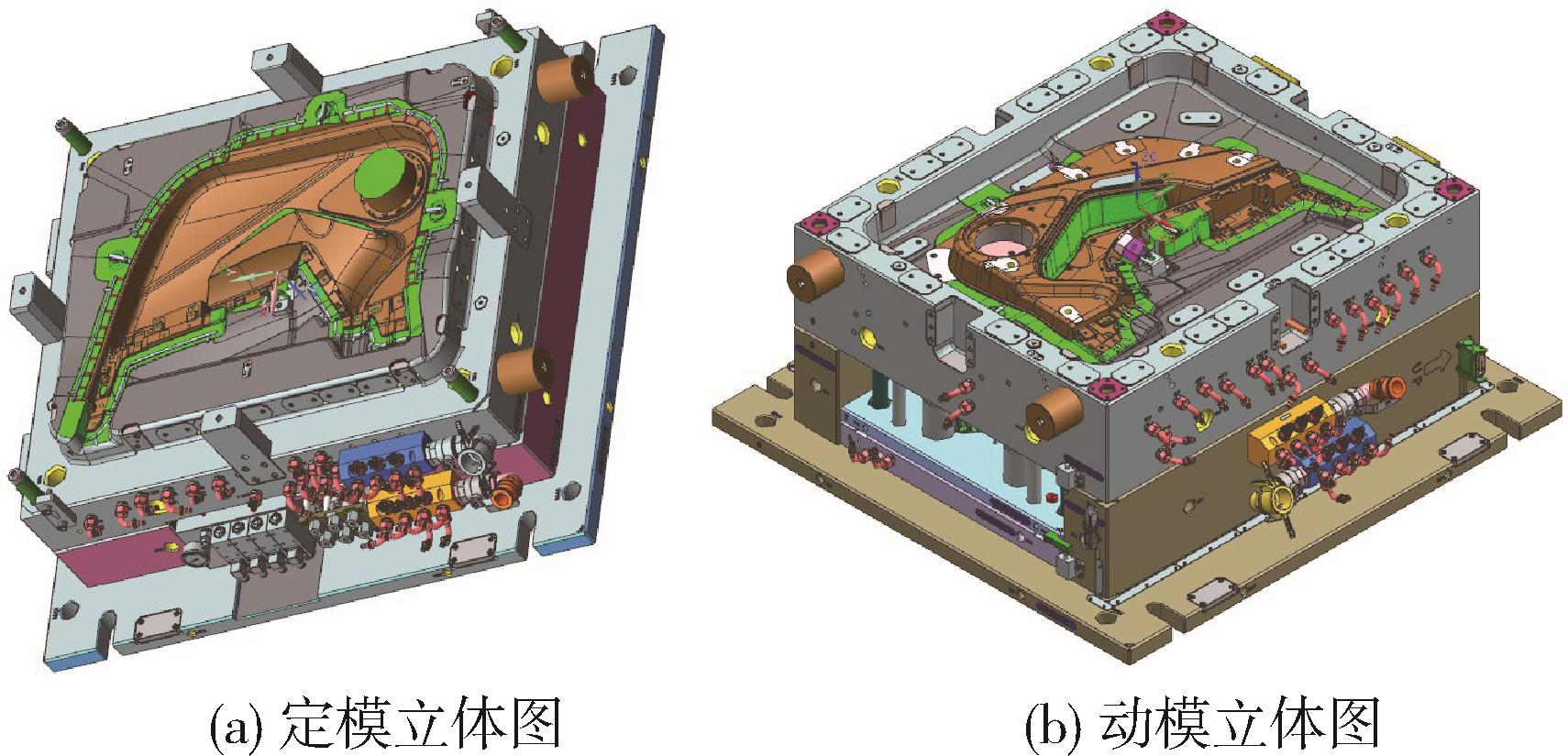
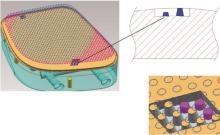
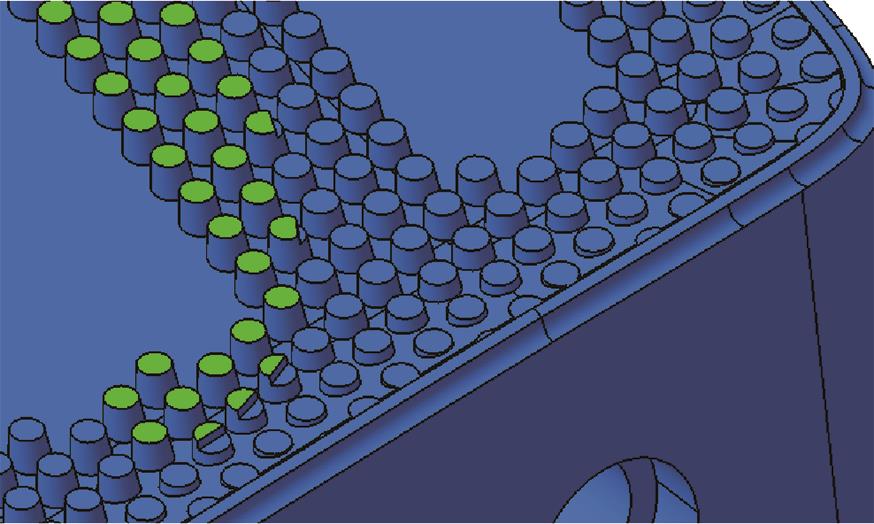
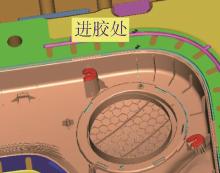
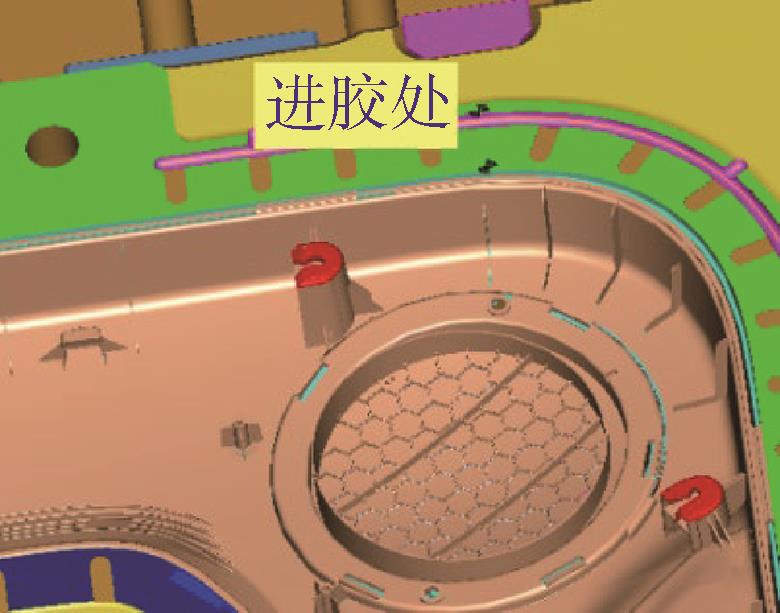
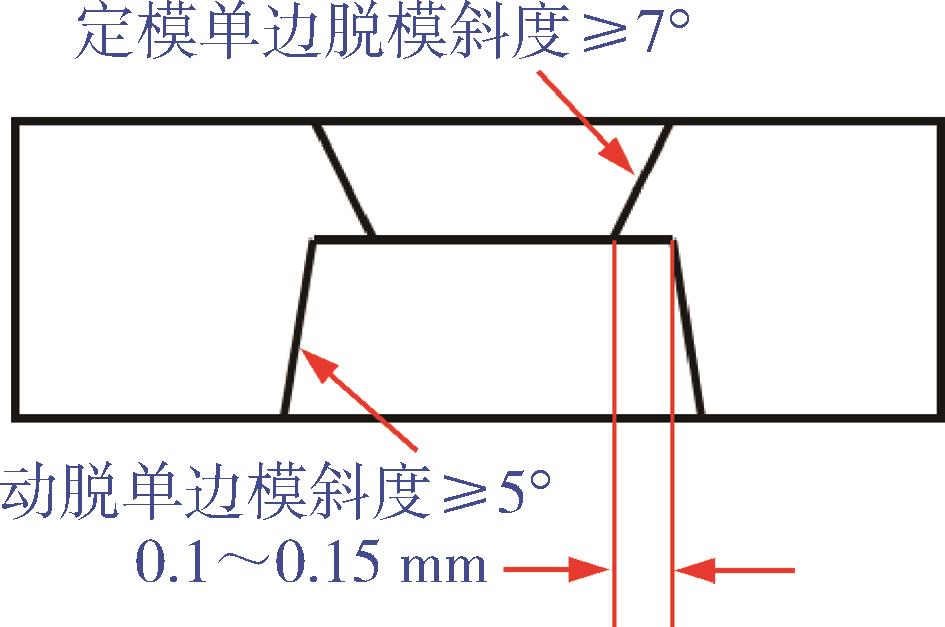
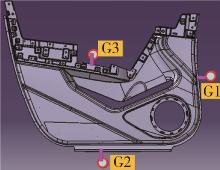
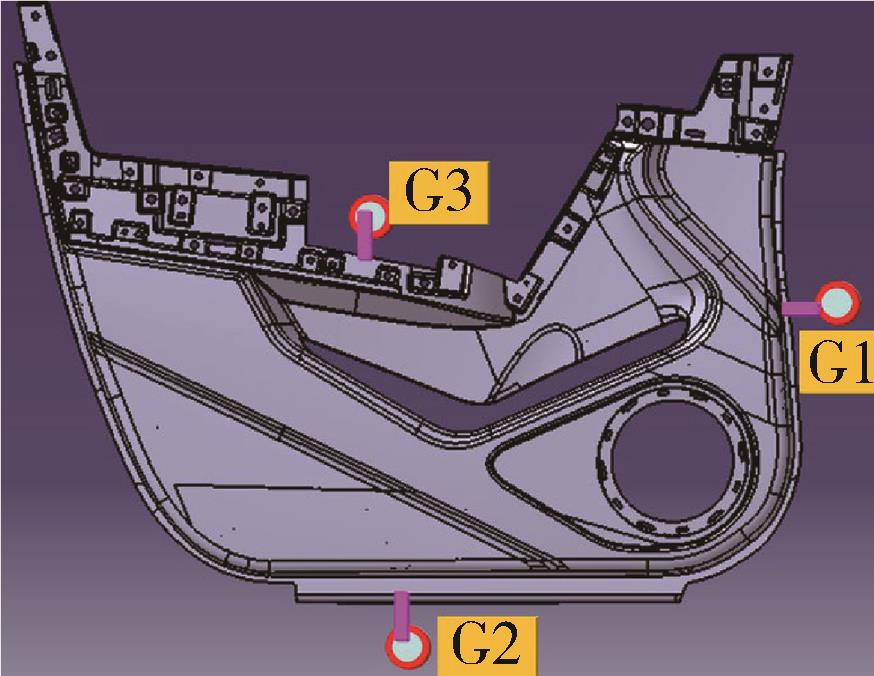
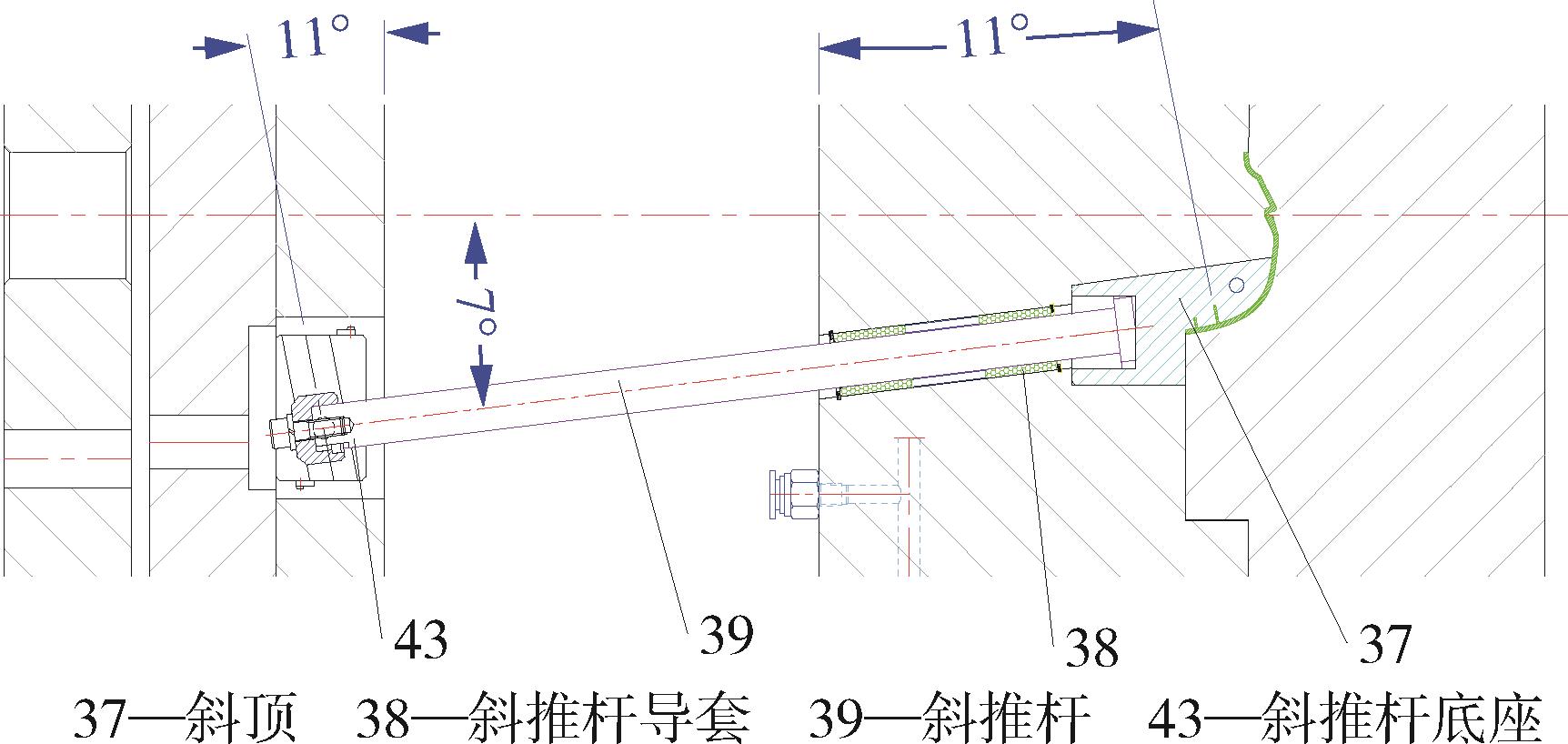
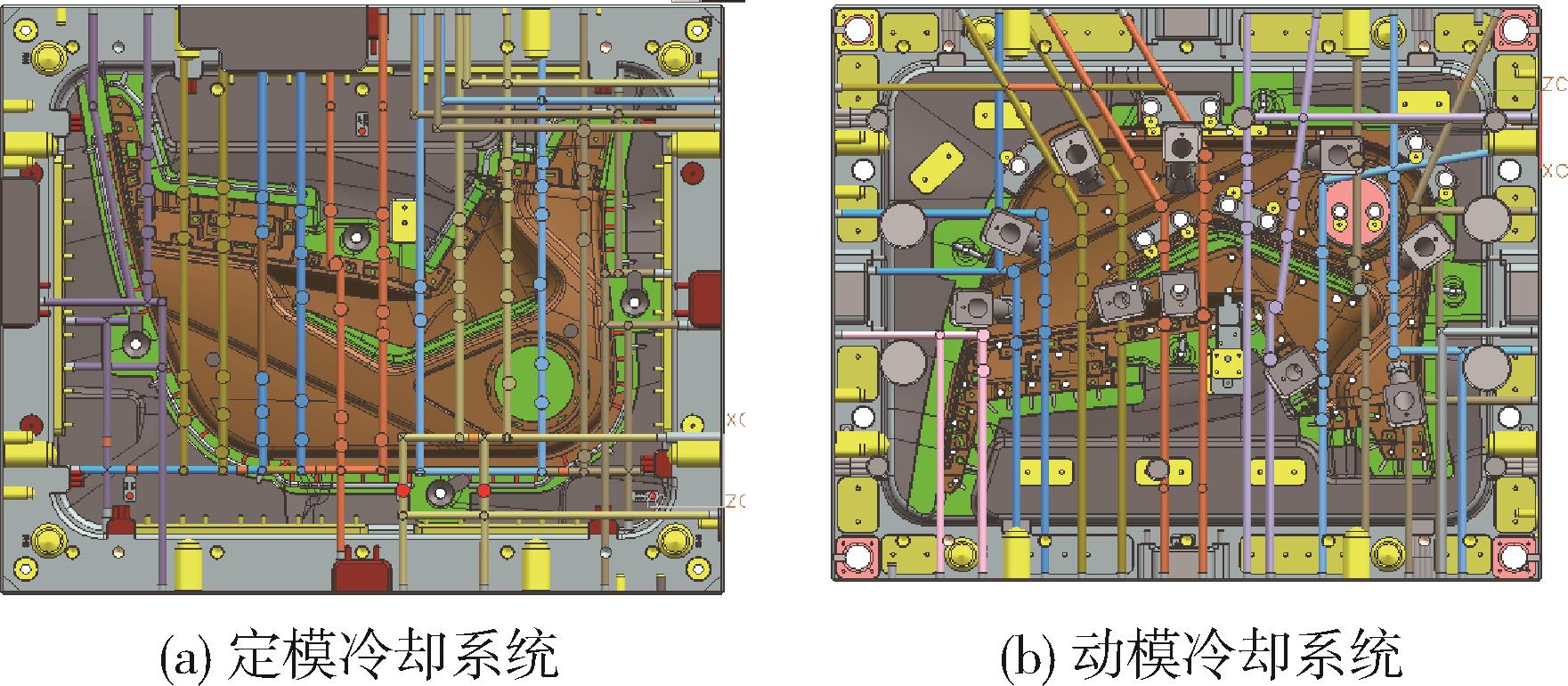
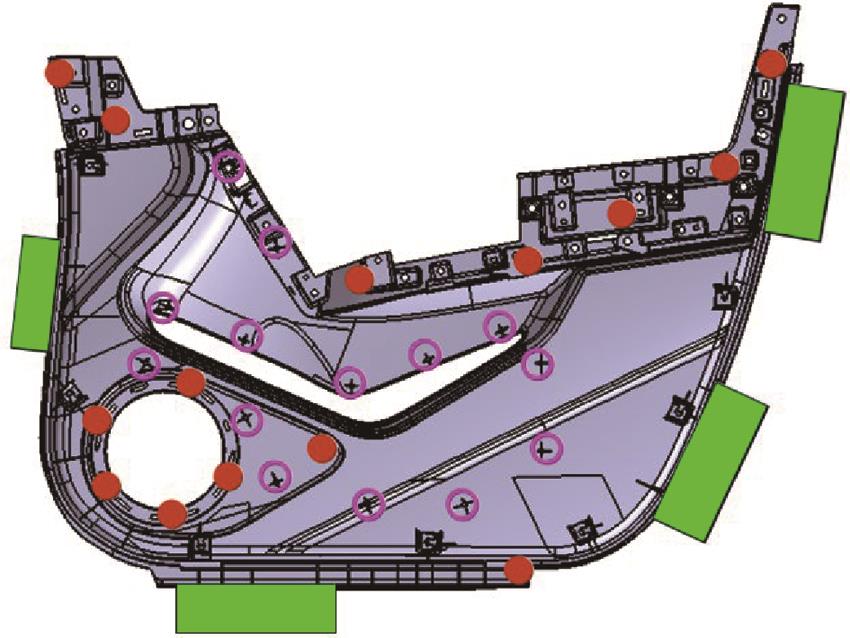
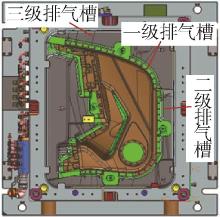
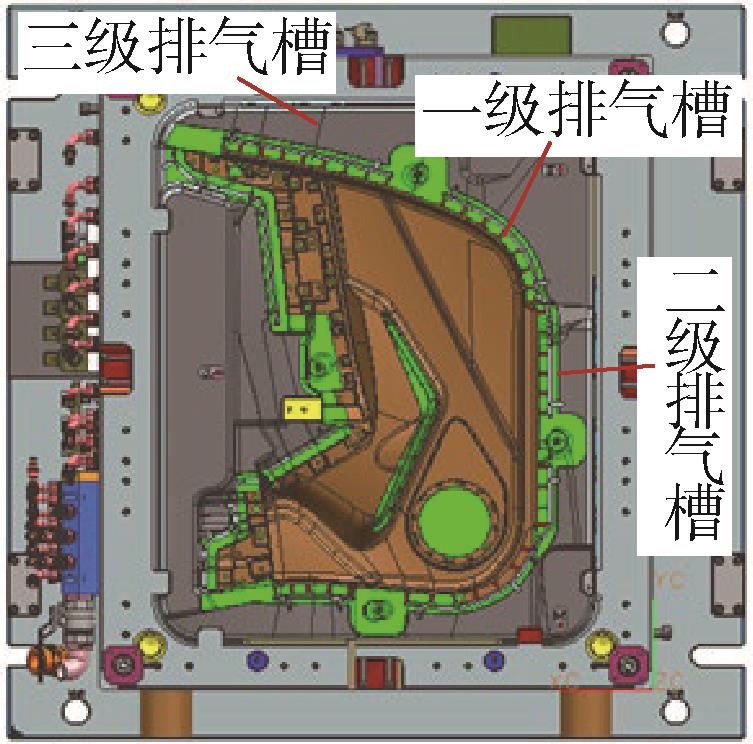
针对汽车左前门板的尺寸大小、结构特点和工艺要求,设计了一副大型薄壁顺序阀控制的热流道注塑模具。模具喇叭网孔成型零件采用粉末冶金透气钢,有效消除了喇叭网孔中填充不良和熔接痕等成型缺陷。模具采用倾斜式导滑槽,有效解决了倾斜式内侧倒扣脱模难题。模具采用由顺序阀智能技术控制的热流道浇注系统,有效解决了汽车左前门板尺寸大壁厚小熔体填充难题。模具采用快速且均衡温度控制系统,注射周期缩短了约8 %,尺寸精度达到了MT3(GB/T 14486—2008)。
中图分类号:
京公网安备11010802034965号
京ICP备13020181号-2